1.本实用新型涉及织带机技术领域,尤其涉及一种全自动宽窄带编织机。
背景技术:
2.目前在实际生产中现有的织带机,其钢筘件上下部的宽度相等,只能织造出宽度相同的带子,带子的织造宽度无法可控制、有规律的变化,对于宽度不同的花色品种则无法织造,难以满足宽窄带的批量生产需求。
技术实现要素:
3.本实用新型的目的在于针对现有技术的不足,提供一种全自动宽窄带编织机,实现自动化织造宽窄带,根据实际工作需求来有规律地调整织带宽度,工作效率高,满足宽窄带的批量生产需求。
4.为实现上述目的,本实用新型的一种全自动宽窄带编织机,包括机架、设置于机架的控制面板、装设于机架的钢筘装置、用于驱动钢筘装置上下移动的第一驱动组件、装设于机架的纬纱勾针装置、用于驱动纬纱勾针装置左右移动的第二驱动组件以及装设于机架的经纱筒、纬纱传送部与底线传送部,所述控制面板操控经纱筒与纬纱传送部分别自动运送经纱与纬纱,并通过钢筘装置调整经纱的间距,以及通过纬纱勾针装置调整纬纱的供纱量。
5.优选的,所述钢筘装置包括钢筘轴体、套设于钢筘轴体的钢筘座、装设于钢筘座的钢筘件、分别装设于钢筘轴体两端的第一连杆与第二连杆以及连接于第一连杆与第二连杆之间的传动杆,所述机架的两侧分别设置有第一铰接座与第二铰接座,所述第一连杆靠近钢筘轴体的一端与第一铰接座之间的连接处设置有第一铰接轴,所述第二连杆靠近钢筘轴体的一端与第二铰接座之间的连接处设置有第二铰接轴。
6.优选的,所述钢筘座设置有若干个且沿钢筘轴体的长度方向间隔排布,所述钢筘座的中部开设有安装孔,所述钢筘座的外侧开设有槽口,所述槽口沿钢筘座的长度方向设置并与安装孔连通,所述钢筘座的外侧开设有连接孔,所述安装孔的中心轴线与连接孔的中心轴线垂直设置。
7.优选的,所述钢筘件包括上横梁、下横梁、侧板以及钢筘齿,所述上横梁、下横梁与侧板围设形成容置腔,所述钢筘齿设置有若干个且间隔排布于容置腔内,所述钢筘齿由上往下依次设置有一体成型的上竖直段、中倾斜段与下竖直段,多个钢筘齿的上竖直段之间形成宽位间隙,多个钢筘齿的中倾斜段之间形成过渡间隙,多个钢筘齿的下竖直段之间形成窄位间隙,所述下横梁开设有与钢筘座连接的固定孔。
8.优选的,所述纬纱勾针装置包括织造组件以及与织造组件配合使用的勾针组件、底线组件,所述织造组件包括装设于机架的基座,所述基座凸设有织造针,所述基座的顶部设置有工作台,所述工作台设置有导向板以及与导向板配合使用的夹持板,所述勾针组件包括勾针轴心、套设于勾针轴心的安装座、装设于安装座的纬纱勾针以及装设于勾针轴心端部的平移件,所述第二驱动组件与平移件驱动连接。
9.优选的,所述底线组件包括织针轴心、套设于织针轴心的装配座、装设于装配座的底线织针以及装设于织针轴心的连接杆,所述第二驱动组件与连接杆驱动连接。
10.优选的,所述第一驱动组件包括第一支架、装设于第一支架的第一螺杆、用于驱动第一螺杆转动的第一伺服电机以及螺接套设于第一螺杆外侧的第一螺母座,所述第一螺母座与传动杆连接,所述第一支架的两侧均设置有导杆,所述第一螺母座与导杆滑动连接。
11.优选的,所述第二驱动组件包括第二支架、装设于第二支架的第二伺服电机、装设于第二伺服电机输出端的主动轮、第三支架、装设于第三支架的第二螺杆、螺接套设于第二螺杆外侧的第二螺母座以及装设于第二螺杆端部的从动轮,所述主动轮与从动轮之间连接有传动带,所述第二螺母座的底部设置有连接座架,所述连接座架与平移件连接,所述第二螺母座的外侧设置有连接块,所述连接块与连接杆连接。
12.优选的,所述纬纱传送部包括纬纱电机、连接于纬纱电机输出端的第一皮带轮、装设于机架的第一传动轴以及套设于第一传动轴的第二皮带轮与送纬纱轮,所述第一皮带轮与第二皮带轮之间连接有第一皮带。
13.优选的,所述底线传送部包括底线电机、连接于底线电机输出端的第三皮带轮、装设于机架的第二传动轴以及套设于第二传动轴的第四皮带轮与送底线伞轮,所述第三皮带轮与第四皮带轮之间连接有第二皮带。
14.本实用新型的有益效果:工作时,操作人员操作控制面板以电子讯号指令分别精确控制经纱筒、纬纱传送部与底线传送部分别自动运送经纱、纬纱与底线,第一驱动组件驱动钢筘装置上下移动,从而促使钢筘装置调整经纱的间隔缝宽度的变化,再配合第二驱动组件驱动纬纱勾针装置左右移动来调整纬纱的供纱量,供纱量多就会使织带变宽,供纱量少就会使织带变窄,全自动化运作,无需停机调整,瞬间调整变换织带的宽窄度,以编织出不同宽度变化的宽窄带成品。本实用新型实现自动化织造宽窄带,根据实际工作需求来有规律地调整织带宽度,工作效率高,满足宽窄带的批量生产需求。
附图说明
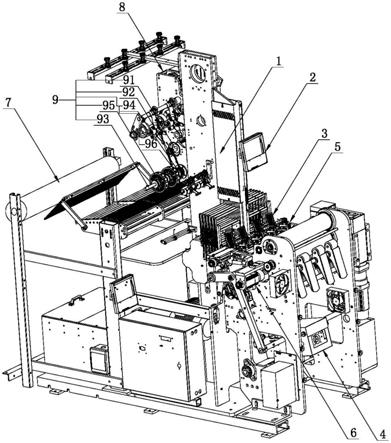
15.图1为本实用新型的结构示意图。
16.图2为本实用新型第一驱动组件与钢筘装置的结构示意图。
17.图3为本实用新型的钢筘座与钢筘轴体结构示意图。
18.图4为本实用新型第二驱动组件与纬纱勾针装置的结构示意图。
19.图5为本实用新型第二驱动组件与纬纱勾针装置另一个角度的结构示意图。
20.图6为图5中a的局部放大结构示意图。
21.图7为本实用新型勾针组件的结构示意图。
22.图8为本实用新型底线组件的结构示意图。
23.图9为本实用新型纬纱传送部的结构示意图。
24.附图标记包括:
25.1——机架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11——第一铰接座
ꢀꢀꢀ
12——第二铰接座
26.13——第一铰接轴
ꢀꢀꢀꢀꢀꢀꢀ
14——第二铰接轴
27.2——控制面板
28.3——钢筘装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31——钢筘轴体
29.32——钢筘座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
321——安装孔
ꢀꢀꢀꢀꢀꢀ
322——槽口
30.323——连接孔
31.33——钢筘件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
331——上横梁
ꢀꢀꢀꢀꢀꢀ
332——下横梁
32.333——侧板
33.334——钢筘齿
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3341——上竖直段
ꢀꢀꢀ
3342——中倾斜段
34.3343——下竖直段
35.335——容置腔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
336——宽位间隙
ꢀꢀꢀꢀ
337——过渡间隙
36.338——窄位间隙
ꢀꢀꢀꢀꢀꢀꢀꢀ
339——固定孔
37.34——第一连杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
35——第二连杆
ꢀꢀꢀꢀꢀ
36——传动杆
38.4——第一驱动组件
ꢀꢀꢀꢀꢀꢀ
41——第一支架
ꢀꢀꢀꢀꢀ
42——第一螺杆
39.43——第一伺服电机
ꢀꢀꢀꢀꢀ
44——第一螺母座
ꢀꢀꢀ
45——导杆
40.5——纬纱勾针装置
ꢀꢀꢀꢀꢀꢀ
51——织造组件
ꢀꢀꢀꢀꢀ
511——基座
41.512——织造针
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
513——工作台
ꢀꢀꢀꢀꢀꢀ
514——导向板
42.515——夹持板
43.52——勾针组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
521——勾针轴心
ꢀꢀꢀꢀ
522——安装座
44.523——纬纱勾针
ꢀꢀꢀꢀꢀꢀꢀꢀ
524——平移件
45.53——底线组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
531——织针轴心
ꢀꢀꢀꢀ
532——装配座
46.533——底线织针
ꢀꢀꢀꢀꢀꢀꢀꢀ
534——连接杆
47.6——第二驱动组件
ꢀꢀꢀꢀꢀꢀ
61——第二支架
ꢀꢀꢀꢀꢀ
62——第二伺服电机
48.63——主动轮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
64——第三支架
ꢀꢀꢀꢀꢀ
65——第二螺杆
49.66——第二螺母座
ꢀꢀꢀꢀꢀꢀꢀ
67——从动轮
ꢀꢀꢀꢀꢀꢀꢀ
68——传动带
50.69——连接座架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
610——连接块
51.7——经纱筒
52.8——纬纱传送部
ꢀꢀꢀꢀꢀꢀꢀꢀ
81——纬纱电机
ꢀꢀꢀꢀꢀ
82——第一皮带轮
53.83——第一传动轴
ꢀꢀꢀꢀꢀꢀꢀ
84——第二皮带轮
ꢀꢀꢀ
85——送纬纱轮
54.86——第一皮带
55.9——底线传送部
ꢀꢀꢀꢀꢀꢀꢀꢀ
91——底线电机
ꢀꢀꢀꢀꢀ
92——第三皮带轮
56.93——第二传动轴
ꢀꢀꢀꢀꢀꢀꢀ
94——第四皮带轮
ꢀꢀꢀ
95——送底线伞轮
57.96——第二皮带。
具体实施方式
58.以下结合附图对本实用新型进行详细的描述。
59.如图1至图9所示,本实用新型的一种全自动宽窄带编织机,包括机架1、设置于机架1的控制面板2、装设于机架1的钢筘装置3、用于驱动钢筘装置3上下移动的第一驱动组件4、装设于机架1的纬纱勾针装置5、用于驱动纬纱勾针装置5左右移动的第二驱动组件6以及装设于机架1的经纱筒7、纬纱传送部8与底线传送部9,所述控制面板2操控经纱筒7与纬纱传送部8分别自动运送经纱与纬纱,并通过钢筘装置3调整经纱的间距,以及通过纬纱勾针装置5调整纬纱的供纱量。
60.工作时,操作人员操作控制面板2以电子讯号指令分别精确控制经纱筒7、纬纱传
送部8与底线传送部9分别自动运送经纱、纬纱与底线,第一驱动组件4驱动钢筘装置3上下移动,从而促使钢筘装置3调整经纱的间隔缝宽度的变化,再配合第二驱动组件6驱动纬纱勾针装置5左右移动来调整纬纱的供纱量,供纱量多就会使织带变宽,供纱量少就会使织带变窄,全自动化运作,无需停机调整,瞬间调整变换织带的宽窄度,以编织出不同宽度变化的宽窄带成品。本实用新型实现自动化织造宽窄带,根据实际工作需求来有规律地调整织带宽度,工作效率高,满足宽窄带的批量生产需求。
61.如图2所示,本实施例的钢筘装置3包括钢筘轴体31、套设于钢筘轴体31的钢筘座32、装设于钢筘座32的钢筘件33、分别装设于钢筘轴体31两端的第一连杆34与第二连杆35以及连接于第一连杆34与第二连杆35之间的传动杆36,所述机架1的两侧分别设置有第一铰接座11与第二铰接座12,所述第一连杆34靠近钢筘轴体31的一端与第一铰接座11之间的连接处设置有第一铰接轴13,所述第二连杆35靠近钢筘轴体31的一端与第二铰接座12之间的连接处设置有第二铰接轴14。具体地,第一连杆34与第二连杆35分别装设于钢筘轴体31的两端,钢筘件33通过钢筘座32套设于钢筘轴体31,第一连杆34通过第一铰接轴13与第一铰接座11铰接,第二连杆35通过第二铰接轴14与第二铰接座12铰接,根据杠杆原理,当第一驱动组件4通过传动杆36同步带动第一连杆34与第二连杆35前后移动,以第一铰接轴13、第二铰接轴14为转动支点,促使第一连杆34与第二连杆35带动钢筘轴体31做上下位置的调整,进一步通过钢筘件33不同宽窄的间隔缝来调整经纱的间隔缝宽度的变化。
62.如图2和图3所示,本实施例的钢筘座32设置有若干个且沿钢筘轴体31的长度方向间隔排布,所述钢筘座32的中部开设有安装孔321,所述钢筘座32的外侧开设有槽口322,所述槽口322沿钢筘座32的长度方向设置并与安装孔321连通,所述钢筘座32的外侧开设有连接孔323,所述安装孔321的中心轴线与连接孔323的中心轴线垂直设置。具体地,钢筘轴体31稳定装设于机架1,多个钢筘件33对应装设于多个钢筘座32,多个钢筘座32沿钢筘轴体31的长度方向间隔排布,钢筘座32通过安装孔321插接于钢筘轴体31并沿钢筘轴体31的长度方向滑行,通过外部螺钉与连接孔323配合螺纹连接,通过收缩槽口322的间隙,实现根据实际的工作需要将钢筘座32夹紧固定于钢筘轴体31的适当位置,连接稳定可靠,装卸方便。
63.如图2和图3所示,本实施例的钢筘件33包括上横梁331、下横梁332、侧板333以及钢筘齿334,所述上横梁331、下横梁332与侧板333围设形成容置腔335,所述钢筘齿334设置有若干个且间隔排布于容置腔335内,所述钢筘齿334由上往下依次设置有一体成型的上竖直段3341、中倾斜段3342与下竖直段3343,多个钢筘齿334的上竖直段3341之间形成宽位间隙336,多个钢筘齿334的中倾斜段3342之间形成过渡间隙337,多个钢筘齿334的下竖直段3343之间形成窄位间隙338,所述下横梁332开设有与钢筘座32连接的固定孔339。具体地,在织带需要宽窄变化时,第一连杆34与第二连杆35带动钢筘轴体31做上下位置的调整,进而上下移动钢筘件33调整工作位置,当钢筘件33上移到高位时,多根经线经由宽位间隙336的引导,使多根经线的排列宽度变宽,此时再配合纬纱勾针装置5左右移动来调整纬纱的供纱量,供纱量多就会使织带变宽,进而形成织带的宽位部分;当钢筘件33下移到低位时,多根经线经由窄位间隙338的引导,使多根经线的排列宽度变窄,此时再配合纬纱勾针装置5左右移动来调整纬纱的供纱量,供纱量少就会使织带变窄,进而形成织带的窄位部分,位于宽位间隙336与窄位间隙338之间的过渡间隙337有助于经线穿过移动,满足织带瞬间宽窄变化的工作需求。
64.如图5、图6和图7所示,本实施例的纬纱勾针装置5包括织造组件51以及与织造组件51配合使用的勾针组件52、底线组件53,所述织造组件51包括装设于机架1的基座511,所述基座511凸设有织造针512,所述基座511的顶部设置有工作台513,所述工作台513设置有导向板514以及与导向板514配合使用的夹持板515,所述勾针组件52包括勾针轴心521、套设于勾针轴心521的安装座522、装设于安装座522的纬纱勾针523以及装设于勾针轴心521端部的平移件524,所述第二驱动组件6与平移件524驱动连接。具体地,通过底线传送部9进行自动送底线,通过调节改变送底线速度以改变织带的锁边效果,再配合底线组件53实现自动织造底线,多根经纱穿过钢筘装置3再沿着导向板514进行引导整理,并穿过导向板514与夹持板515之间的隙缝,夹持板515压合定位在多根经纱的上表面,整理多根经纱平稳可靠运送,当上下移动钢筘件33调整工作位置时,第二驱动组件6通过平移件524带动勾针轴心521左右移动,进而带动纬纱勾针523左右移动来调整纬纱的供纱量,才能更好地配合钢筘件33调整经线的排列宽窄度变化,有利于织造针512将多根经纱与纬纱交织编造成宽窄带,提高织造效率。
65.如图4、图5和图8所示,本实施例的底线组件53包括织针轴心531、套设于织针轴心531的装配座532、装设于装配座532的底线织针533以及装设于织针轴心531的连接杆534,所述第二驱动组件6与连接杆534驱动连接。具体地,底线织针533通过装配座532套设于织针轴心531,第二驱动组件6驱动连接杆534带动织针轴心531左右移动,更好地配合钢筘件33的上下移动来调整底线织针533的位置,进而实现自动织造底线,织造效率高。
66.如图1和图2所示,本实施例的第一驱动组件4包括第一支架41、装设于第一支架41的第一螺杆42、用于驱动第一螺杆42转动的第一伺服电机43以及螺接套设于第一螺杆42外侧的第一螺母座44,所述第一螺母座44与传动杆36连接,所述第一支架41的两侧均设置有导杆45,所述第一螺母座44与导杆45滑动连接。具体地,使用时,开启第一伺服电机43,第一伺服电机43驱动第一螺杆42转动,第一螺杆42与第一螺母座44螺纹配合,实现第一螺母座44驱动传动杆36做前后移动,第一螺母座44再沿着导杆45滑动,移动平稳迅速,结构紧凑且设计合理。
67.如图1、图4和图5所示,本实施例的第二驱动组件6包括第二支架61、装设于第二支架61的第二伺服电机62、装设于第二伺服电机62输出端的主动轮63、第三支架64、装设于第三支架64的第二螺杆65、螺接套设于第二螺杆65外侧的第二螺母座66以及装设于第二螺杆65端部的从动轮67,所述主动轮63与从动轮67之间连接有传动带68,所述第二螺母座66的底部设置有连接座架69,所述连接座架69与平移件524连接,所述第二螺母座66的外侧设置有连接块610,所述连接块610与连接杆534连接。具体地,第二伺服电机62驱动主动轮63转动,主动轮63通过传动带68带动从动轮67转动,进而带动与从动轮67连接的第二螺杆65转动,第二螺杆65与第二螺母座66螺纹配合,实现第二螺母座66通过连接座架69带动平移件524移动,平移件524再通过勾针轴心521带动纬纱勾针523做左右移动,进而调整纬纱勾针523的位置,结构简单紧凑性好,传动效率高。
68.如图1和图9所示,本实施例的纬纱传送部8包括纬纱电机81、连接于纬纱电机81输出端的第一皮带轮82、装设于机架1的第一传动轴83以及套设于第一传动轴83的第二皮带轮84与送纬纱轮85,所述第一皮带轮82与第二皮带轮84之间连接有第一皮带86。具体地,纬纱电机81接收到由控制面板2发出的电子讯号指令而转动,从而带动第一皮带轮82旋转,第
一皮带轮82与第二皮带轮84由第一皮带86连接而同步旋转,进而实现第二皮带轮84通过第一传动轴83带动送纬纱轮85旋转来自动运送纬纱,送料效率高。
69.如图1所示,本实施例的底线传送部9包括底线电机91、连接于底线电机91输出端的第三皮带轮92、装设于机架1的第二传动轴93以及套设于第二传动轴93的第四皮带轮94与送底线伞轮95,所述第三皮带轮92与第四皮带轮94之间连接有第二皮带96。具体地,底线电机91接收到由控制面板2发出的电子讯号指令而转动,从而带动第三皮带轮92旋转,第三皮带轮92与第四皮带轮94由第二皮带96连接而同步旋转,进而实现第四皮带轮94通过第二传动轴93带动送底线伞轮95旋转来自动运送底线,送料效率高。
70.以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。