1.本发明涉及超大跨径拱桥施工技术领域,特别涉及大跨度钢管混凝土拱肋栓焊节点及拼接施工方法。
背景技术:
2.目前,在普通的钢管混凝土拱桥施工中,需要将拱肋钢管节点搭接,拱肋连接方式一般为焊缝连接,具体方式为拱肋钢管用外法兰盘栓接固定后,焊接其余部分,然后切割外法兰盘,最后再焊接原法兰盘的部分,切割外法兰盘会导致应力重分布,会导致拱桥受力稳定性出现问题,切割再焊接等步骤也会导致工期加长,其操作的空间范围较大,其内部注入混凝土。而对于超大跨径拱桥施工,现有的焊接方式难以满足施工的要求,如对于跨度600m的特大跨钢管混凝土拱桥,使用的钢管直径为900mm,直径较大,钢管的拱段长度为18~26m,跨度较大,这种大尺寸的钢管在高空对接的难度大。对于这种钢管的对接,现有焊接方式的施工不方便,由于施工需要较大的操作空间,高空作业较为困难,现有的焊接方式在节点处达不到较好的结构强度,对接的施工效果较差,远远不能解决对接质量的问题。
3.随着拱桥跨度和施工海拔高度的增加,拱肋钢管管径增加,钢管重量增大,昼夜温差大,引起钢管体积变化也大,而超大钢管混凝土拱桥,由于超大钢管本身的重量和内注混凝土的要求,达到符合要求的施工效果和质量较为困难,这导致拱肋钢管节点焊缝连接难以一次性完成,而多段分批次焊接会增加施工难度,容易造成节点应力分布不均、应力重分布和焊缝质量不均的问题,不能满足在高海拔山区的施工安全性及经济性要求。
4.而栓接节点在超大跨径拱桥设计中难以满足桥梁承载力的需求,在拱肋混凝土浇筑过程中,随着混凝土用量的增加,螺栓受力增加,易发生剪切破坏。现有技术难以满足超大跨径钢管混凝土拱桥。
技术实现要素:
5.本发明的目的在于克服现有技术中所存在的上述不足,提供大跨度钢管混凝土拱肋栓焊节点及拼接施工方法,解决了焊缝长度过长和切割外法兰盘导致的节点焊缝质量不均匀和应力重分布问题,提高栓焊节点连接的稳定性,能够满足节点的结构承载力要求,为相邻拱肋钢管的连接提供足够的结构强度,省去切割工序,外法兰处不再进行焊接,焊接区域少,节省工期及材料。
6.为了实现上述发明目的,本发明提供了以下技术方案:
7.大跨度钢管混凝土拱肋栓焊节点,其特征在于,包括设置在相邻两个拱肋钢管对接端的固定接头和焊接区域,固定接头和焊接区域相互间隔地设置于对接端的外缘一周,固定接头通过栓接件连接,相邻两个拱肋钢管的焊接区域位置对应且焊接,固定接头和焊接区域所占的对接端面栓焊弧长比a为0.5~2.0,栓接件受力截面面积和焊接区域的焊缝面积的栓焊面积比b为0.114~0.341。
8.超大跨径拱桥是指跨度至少为四百多米的拱桥,超大跨径拱桥的施工,使用大尺
寸的钢管,直径在900mm以上,跨度在18m以上,这种钢管具有较大的重量,这种钢管在高海拔施工较为困难,而本发明的栓焊节点是特殊设计的,固定接头和焊接区域的具体栓焊弧长比和栓焊面积比,是有一定要求的,需要用栓焊弧长比和栓焊面积比来划定范围,需要将固定接头和焊接区域的比例保持在a比值范围内,将栓接件受力面积和焊缝面积的比例保持在b比值范围内,这样特殊的参数设计,并不能通过现有的栓接和焊接方式得到,也不能简单组合得到。
9.由于超大跨径拱桥的施工环境在高海拔,昼夜温差、风速、钢管尺寸和重量等因素都会严重影响施工,在难以顺利施工和难以保证节点质量的情况下,间隔地设置固定接头和焊接区域不易想到,更难设置符合参数a和参数b范围的栓焊节点,若只是简单组合,尽管有助于施工,但是承重、焊缝质量和结构强度各方面,远不能达到节点质量的要求;如果比值a较小,那么施工过程中栓焊节点难以承受结构自重,同时会导致焊接面积增大,会导致焊缝质量不均匀、节点区域应力重分布过大,如果比值a较大,也会导致栓焊节点处的结构承载力下降,不满足工程实际需求;如果比值b较小,那么难以保证施工过程中的对接稳定,对接施工容易断开,如果比值b较大,那么增大了对接施工难度,而且容易发生应力重分布过大现象。
10.而本发明的拱肋钢管,每个固定接头和每段焊接区域所占的长度都在固定的范围内,栓接件受力面积和焊缝面积也在一定比例范围内,这样既能确保受力均衡和实现较高结构强度,也能在一定长度进行焊缝施工,焊接区域所占的长度都不会太短,确保了一定的结构强度,焊缝长度保证焊接连贯,焊缝质量能够达到一级焊缝要求,每条焊缝采用一级焊缝,其焊接区域进行焊接的宽度和厚度都有一定要求,符合国家标准,焊接后上述焊缝面积上受到相邻两个拱肋钢管的应力,解决了焊缝长度过长导致的焊缝质量不均匀和节点区域应力重分布过大的问题,能够承受钢管自身重量和内部混凝土重量,栓接件也受到相邻两个拱肋钢管的应力,能够满足节点的结构承载力要求,为相邻拱肋钢管的连接提供足够的结构强度,提高栓焊节点连接的稳定性,同时固定接头顶紧对接和焊缝严密的栓焊节点,保持了拱肋钢管的气密性。
11.在本发明较佳的实施例中,上述固定接头包括相互匹配的第一对接件和第二对接件,第一对接件沿着拱肋钢管对接端的外缘一周间隔设置,第二对接件沿着相邻拱肋钢管对接端的外缘一周间隔设置;通过第一对接件和第二对接件匹配连接而将相邻两个拱肋钢管对接,形成拱肋钢管的栓接节点,为栓焊节点提供部分连接。
12.在本发明较佳的实施例中,上述第一对接件和第二对接件分别设置有位置相对的栓接孔,栓接件穿过栓接孔将第一对接件和第二对接件顶紧连接;通过栓接件进行连接,能够将相邻拱肋钢管进行初步固定,经过初拧、复拧和终拧,分三次对栓接件施加预应力,分别将栓接件拧转到设计的不同扭矩值,方便施工,提高了栓接的抗拉性能。
13.在本发明较佳的实施例中,上述第一对接件和第二对接件分别具有位置相对面,位置相对面用于将相邻两个拱肋钢管的对接端顶紧;进一步地,位置相对面为光面,这样第一对接件和第二对接件对接时,不会产生缝隙,第一对接件和第二对接件紧密贴合,提高了拱肋钢管栓焊节点的气密性。
14.在本发明较佳的实施例中,上述固定接头还包括连接在拱肋钢管对接端外缘的加劲板,多个加劲板间隔地连接至第一对接件或第二对接件,用于对第一对接件或第二对接
件支撑;通过加劲板增强第一对接件、第二对接件和拱肋钢管的连接牢固程度,增加固定接头的结构强度。
15.在本发明较佳的实施例中,上述固定接头还包括垫圈,栓接件与第一对接件或第二对接件之间设置有垫圈;增大栓接件与第一对接件、第二对接件之间的接触面积,分散压力,保护固定接头的表面不受栓接件擦伤,提高连接的稳定性。
16.大跨度钢管混凝土拱肋栓焊节点的加工方法,采用权利要求1-6任一的大跨度钢管混凝土拱肋栓焊节点,其特征在于,包括以下步骤:
17.s1、根据拱肋钢管的承载力设计值,选择满足承载力要求的比值参数a和b;
18.s2、结合拱肋钢管尺寸确定具体的固定接头的数量、设置位置和间隔距离的加工参数,根据加工参数加工出拱肋钢管,使得固定接头沿拱肋钢管对接端的外缘一周间隔设置。
19.通过加工参数加工出拱肋钢管,完成固定接头和焊接区域的设置,便于拱肋钢管端部的施工;可通过多种方式进行加工,在拱肋钢管两端的外缘处环绕且间隔地分别焊接第一对接件,或焊接第二对接件,再将加劲板分别与拱肋钢管外壁、第一对接件焊接,或分别与拱肋钢管外壁、第二对接件焊接;或通过模具将固定接头制作为整体,再在拱肋钢管两端的外缘处环绕且间隔地焊接固定接头;或直接将固定接头和拱肋钢管通过模具一体制作成型。
20.大跨度钢管混凝土拱肋栓焊节点的拼接施工方法,采用经权利要求7加工的拱肋钢管,其特征在于,包括以下步骤:
21.a1、将拱肋钢管分批次吊装,将相邻两段拱肋钢管的对接端的固定接头先通过栓接件固定,通过扭矩扳手对螺栓施加预紧力,经初拧、复拧和终拧将栓接件拧紧达到预紧力预设的扭矩值;
22.a2、在拱肋钢管对接端的相邻固定接头之间的焊接区域,将相邻拱肋钢管焊接固定,大跨度的整体拱肋钢管组合成型,对栓焊节点的变形情况进行检测,对焊缝进行无损探伤检验,通过将拱肋钢管内的空气抽负压,对栓焊节点进行密封性检验。
23.先通过栓接件连接固定接头,对完成吊装的拱肋钢管在固定接头处进行螺栓连接,施加预紧力,通过三次预紧力的施加,减少栓接件之间的预紧力损失,弥补预紧力损失,最终使第一对接件和第二对接件紧密贴合;再通过焊缝对焊接区域进行焊缝连接,焊缝要求焊接坡口应保持平整,不得有裂纹、分层、夹渣等缺陷,通过超声无损探伤检验和密封性检验,严格把控焊缝的质量、保证栓焊节点连接的稳定性和气密性。
24.在本发明较佳的实施例中,上述拼接施工方法,经拼接施工后,向拱肋钢管内注混凝土成型,其特征在于,栓焊节点处的承载力大小n为:
[0025][0026]
其中,-承载力折減系数,和比值参数a和b有关;f
sc-钢管混凝土抗压强度;a
sc-钢管和管内混凝土截面面积之和;通过试验数据和仿真方法,确定栓焊节点的承载力大小,通过多项参数全面反映栓焊节点承载力情况。
[0027]
在本发明较佳的实施例中,上述根据试验结果和有限元分析结果,通过线性回归方法确定;通过对试验结果进行有限元分析,确定出承载力折减系数的计算方程。
[0028]
与现有技术相比,本发明的有益效果:
[0029]
1、固定接头和焊接区域的具体栓焊弧长比和栓焊面积比,是有一定要求的,需要用栓焊弧长比和栓焊面积比来划定范围,通过将固定接头和焊接区域的比例保持在a比值范围内,解决了焊缝长度过长导致的焊缝质量不均匀和节点区域应力重分布过大的问题,提高栓焊节点连接的稳定性,能够满足节点的结构承载力要求,为相邻拱肋钢管的连接提供足够的结构强度。
[0030]
2、通过加工方法,根据加工参数加工出拱肋钢管,完成固定接头和焊接区域的设置,便于制作出具有一定栓焊弧长比a和栓焊面积比b的拱肋钢管,便于拱肋钢管端部拼接时,将相邻拱肋钢管的对接端进行顺利对接并连接稳定,方便施工。
[0031]
3、通过拼接施工方法,对完成吊装的拱肋钢管在固定接头处进行连接,施加预紧力,通过三次预紧力的施加,减少栓接件之间的预紧力损失,弥补预紧力损失,最终使第一对接件和第二对接件紧密贴合;再通过焊缝对焊接区域进行焊缝连接,通过超声无损探伤检验和密封性检验,严格把控焊缝的质量、保证栓焊节点连接的稳定性和气密性;确保了多段拱肋钢管拼接的顺利施工,从而完成整个大跨度钢管的架设。
附图说明
[0032]
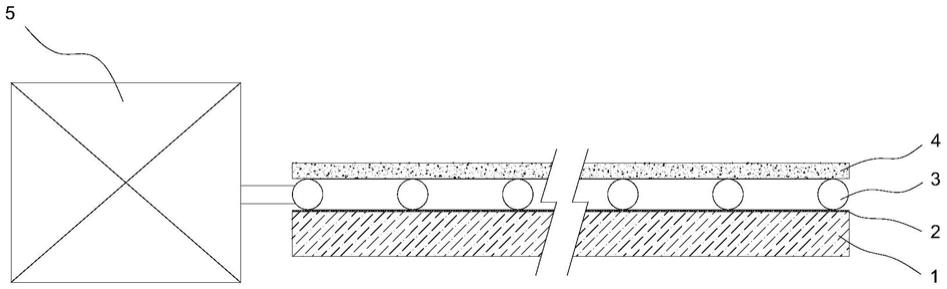
图1为本发明实施例1大跨度钢管混凝土拱肋栓焊节点的示意图;
[0033]
图2为本发明实施例1的固定接头的示意图;
[0034]
图3为本发明实施例1的拱肋钢管的对接端的端面示意图;
[0035]
图4为本发明实施例2的拱肋钢管的对接端的端面示意图;
[0036]
图5为本发明实施例3的拱肋钢管的对接端的端面示意图;
[0037]
图6为本发明实施例4的加工方法步骤图;
[0038]
图7为本发明实施例5的拼接施工方法步骤图;
[0039]
图8为本发明实施例5的栓焊节点承载力折減系数的拟合图;
[0040]
图9为本发明实施例5的栓焊节点荷载-位移曲线;
[0041]
图10为本发明实施例5的栓焊节点荷载-位移曲线。
[0042]
图中标记:1-第一拱肋钢管,2-第二拱肋钢管,3-固定接头,31-第一对接件, 32-第二对接件,4-焊接区域,5-栓接件,6-垫圈,7-加劲板。
具体实施方式
[0043]
下面结合试验例及具体实施方式对本发明作进一步的详细描述。但不应将此理解为本发明上述主题的范围仅限于以下的实施例,凡基于本发明内容所实现的技术均属于本发明的范围。
[0044]
实施例1
[0045]
请参照图1,本实施例提供一种大跨度钢管混凝土拱肋栓焊节点,栓焊节点设置在相邻的两个拱肋钢管的对接处,栓焊节点包括环绕且间隔设置在相邻两个拱肋钢管对接端的固定接头3和焊接区域4,其中相邻的两个拱肋钢管的对接端都设置有固定接头3,而焊接区域4是位于相邻两个拱肋钢管的端部,且焊接区域4位于相邻两个固定接头3之间,固定接头3和焊接区域4的具体栓焊弧长比和栓焊面积比,是有一定要求的,各固定接头3长度相
等,各焊接区域4 的长度相等,固定接头3和焊接区域4的参数需要用栓焊弧长比和栓焊面积比来划定范围,通过将固定接头3和焊接区域4的比例保持在a比值范围内,将栓接件5受力面积和焊缝面积的比例保持在b比值范围内,解决了焊缝长度过长导致的焊缝质量不均匀和节点区域应力重分布过大的问题,提高栓焊节点连接的稳定性,能够满足节点的结构承载力要求,为相邻拱肋钢管的连接提供足够的结构强度。
[0046]
请参照图2,本实施例的固定接头3包括相互匹配对接的第一对接件31、第二对接件32,以及用于加强第一对接件31、第二对接件32的加劲板7,还包括垫圈6。相邻的两个拱肋钢管,分别设为第一拱肋钢管1和第二拱肋钢管2,固定接头3设置在第一拱肋钢管1和第二拱肋钢管2的对接处,第一对接件31 在第一拱肋钢管1上的设置和第二对接件32在第二拱肋钢管2上的设置是相同的,4个第一对接件31间隔地环绕设置在拱肋钢管对接端,4个第二对接件32 间隔地环绕设置在另一拱肋钢管对接端,通过第一对接件31和第二对接件32 匹配连接而将相邻两个拱肋钢管对接,形成拱肋钢管的栓接节点,为栓焊节点提供部分连接。以下通过第一拱肋钢管1的结构进行说明,在第一拱肋钢管1 的对接端的外缘处,第一对接件31等距间隔地设置,相邻第一对接件31之间的第一拱肋钢管1对接端的端面为焊接区域4,焊接区域4用于将第一拱肋钢管 1的对接端和第二拱肋钢管2的对接端焊接固定,而第一对接件31和第二对接件32分别具有位置相对的端面,两端面设置为光面,光面用于将相邻两个拱肋钢管的对接端顶紧,这样第一对接件31和第二对接件32对接时,不会产生缝隙,第一对接件31和第二对接件32紧密贴合,起到密封栓焊节点处拱肋钢管内外的作用,提高了拱肋钢管栓焊节点的气密性。
[0047]
加劲板7呈梯形片状,其片状一侧边焊接在拱肋钢管对接端外缘处,每4 个为一组间隔地进行焊接,4个加劲板7的另一侧边间隔地焊接至第一对接件 31,第二对接件32上的设置相同,加劲板7用于对第一对接件31或第二对接件32支撑,加劲板7垂直于第一对接件31和第二对接件32的对接端面,通过加劲板7增强第一对接件31、第二对接件32和拱肋钢管的连接牢固程度,增加固定接头3的结构强度。第一对接件31和第二对接件32都设置有位置相对的栓接孔,栓接孔位于每组相邻的加劲板7之间,栓接件5穿过栓接孔而将第一对接件31和第二对接件32顶紧连接,栓接件5的数量及规格大小体现在栓接区域的抗拉性能,栓接孔过多或过少都会导致出现结构承载力的问题,本实施例的栓接件5采用高强螺栓,高强螺栓是由高强度钢制造而成,属于一种标准件,一般情况下,高强度螺栓可承受的载荷比同规格的普通螺栓要大,通过高强螺栓进行连接,能够将相邻拱肋钢管进行初步固定,使用栓接件5方便进行施工,提高了栓接的抗拉性能,在高强螺栓的一端,第一对接件31或第二对接件32的侧面,还设置有垫在固定接头3和螺母之间的垫圈6,垫圈6为扁平的金属环,这样,栓接件5与第一对接件31或第二对接件32之间设置垫圈6,通过垫圈6增大螺母与第一对接件31、第二对接件32之间的接触面积,分散压力,保护固定接头3的表面不受螺母擦伤,提高连接的稳定性。
[0048]
请参照图3,本实施例的拱肋钢管直径为900mm,壁厚32mm,相邻两个拱肋钢管的对接端通过固定接头3和栓接件5连接,并在焊接区域4焊接固定,其中固定接头3设置有4个,而焊接区域4设置有4段,固定接头3和焊接区域4间隔设置,固定接头3的设置还需要考虑栓焊弧长比a和栓焊面积比b,在对接端的圆形截面上,固定接头3和焊接区域4所占的栓焊弧长之比:栓焊弧长比a为1.12,栓接件5受力截面面积和焊接区域4的焊缝面积之比,即所有
螺栓截面积和焊接区域的对接处焊缝面积之比:栓焊面积比b为0.25。
[0049]
如果比值a较小,则固定接头3的弧长占比相对于焊接区域4小,那么施工过程中栓焊节点难以承受结构自重,同时会导致焊接面积增大,会导致焊缝质量不均匀、节点区域应力重分布过大,如果比值a较大,则固定接头3的占比相对于焊接区域4大,也会导致栓焊节点处的结构承载力下降,不满足工程实际需求,对于整个拱肋钢管,每段焊接区域4所占的长度都在固定的范围内,每个焊接区域4所占的长度都不会太短,确保了一定的结构强度,同时保持了拱肋钢管的气密性;焊接后焊缝面积上受到相邻两个拱肋钢管的作用力,同时栓接件5也受到相邻两个拱肋钢管的应力,栓接件5受力截面面积和焊接区域4 的焊缝面积的栓焊面积比b为0.25,该比值b若较小,则完成焊接较为困难,若比值b较大,则栓焊节点的结构强度不够,连接可靠性不高,焊缝采用一级焊缝,要求符合国家标准,对于每条焊缝,其焊接区域4进行焊接的宽度和厚度都有一定要求,同样的,为保证一定的栓接件5受力,栓接件5的数量需要设置有多个,各栓接件5尽量均匀分布,如果数量太少,施工过程中难以承受结构自重,本实施例中每个固定接头3设置有3个栓接件5,每个固定接头3上的栓接件5等距间隔。
[0050]
实施例2
[0051]
本实施例提供一种大跨度钢管混凝土拱肋栓焊节点,本实施例与实施例1 大致相同,不同之处在于栓焊节点中涉及固定接头3和焊接区域4的比值参数a 和b。
[0052]
请参照图4,本实施例中的拱肋钢管直径为500mm,壁厚28mm,相邻两个拱肋钢管的对接端通过固定接头3和栓接件5连接,并在焊接区域4焊接固定,其中固定接头3设置有4个,而焊接区域4设置有4段,也可以设置3个、5个等,至少应设置有两个,固定接头3和焊接区域4间隔设置,固定接头3的设置还需要考虑栓焊弧长比和栓焊面积比,在对接端的圆形截面上,固定接头3 所占弧长对应的角度为30
°
,而焊接区域4所占弧长对应的角度为60
°
,则固定接头3和焊接区域4所占的栓焊弧长之比a为0.5;对于固定接头3和焊接区域4承受栓焊节点的应力,需要栓接件5和焊缝面积维持在一定比例,栓接件5 采用高强螺栓,每个固定接头3设置三个高强螺栓,高强螺栓的螺杆受力截面面积和焊接区域4的焊缝面积的栓焊面积比b为0.114。已知参数后,对固定接头3的弧长和尺寸进行计算,同时确定焊接区域4的弧长,将上述数据作为加工参数加工出拱肋钢管及其两端。
[0053]
实施例3
[0054]
本实施例提供了一种大跨度钢管混凝土拱肋栓焊节点,本实施例与实施例1 大致相同,不同之处在于栓焊节点中涉及固定接头3和焊接区域4的比值参数a 和b。
[0055]
请参照图5,与实施例2相比,也可以将固定接头3与焊接区域4的位置互换,使得固定接头3所占弧长对应的角度为60
°
,而焊接区域4所占弧长对应的角度为30
°
,即固定接头3和焊接区域4所占的栓焊弧长之比a为2.0,高强螺栓的螺杆受力截面面积和焊接区域4的焊缝面积的栓焊面积比b为0.341,在设置参数a时,固定接头3和焊接区域4的数量是需要根据实际工程需要进行确定的,所以我们考虑用参数a和参数b来划定范围,因为最后不管用多少个固定接头3、多少段焊接区域4,都会有栓焊弧长比a和栓焊面积比b,不论固定接头3和焊接区域4的弧长如何改变,参数a的范围是0.5~2.0,在设置参数 b时,无论设置多少个栓接件5或选择拱肋钢管壁厚,参数b的范围是0.114~0.341。
[0056]
实施例4
[0057]
请参照图6,本实施例公开一种大跨度钢管混凝土拱肋栓焊节点的加工方法,采用实施例1、实施例2或实施例3中的大跨度钢管混凝土拱肋栓焊节点,拼接施工包括以下步骤:
[0058]
s1、根据拱肋钢管的承载力设计值,选择满足承载力要求的比值参数a和b,参数a在0.5~2.0范围内选择,参数b在0.114~0.341范围内选择;固定接头3 和焊接区域4的占比需要维持在一定范围,若栓接区域占比较小,施工过程中栓焊节点难以承受结构自重,且同时焊接区域4面积增大,有可能会导致焊接焊缝长度过长导致焊缝质量不均匀及应力重分布的问题;若栓接区域占比较大,也会导致结构承载力下降,不满足工程实际需求。
[0059]
s2、结合拱肋钢管尺寸确定具体的固定接头3的数量、设置位置、间隔距离、栓接孔和螺栓的加工参数,根据钢管的外径、壁厚等,结合参数a和b,确定加工参数,选择固定接头3的数量时,至少为2个,也可选择更多个,固定接头3要求其等距分布在拱肋钢管的两端的外缘处,栓接孔和螺栓根据参数b 确定,确定了焊接区域4的面积后,计算得到栓接区域的受力面积,根据高强螺栓的具体尺寸,确定具体的选择和相匹配螺栓孔的大小,最后根据加工参数加工出拱肋钢管,使得固定接头3环绕且间隔地位于拱肋钢管的两端外缘。
[0060]
通过加工参数加工出拱肋钢管,完成固定接头3和焊接区域4的设置,便于拱肋钢管端部的施工;可通过多种方式进行加工,在拱肋钢管两端的外缘处环绕且间隔地分别焊接第一对接件31,或焊接第二对接件32,再将加劲板7分别与拱肋钢管外壁、第一对接件31焊接,或分别与拱肋钢管外壁、第二对接件 32焊接;或通过模具将固定接头3制作为整体,再在拱肋钢管两端的外缘处环绕且间隔地焊接固定接头3;或直接将固定接头3和拱肋钢管通过模具一体制作成型。
[0061]
实施例5
[0062]
请参照图7,本实施例提供一种大跨度钢管混凝土拱肋栓焊节点的拼接施工方法,针对实施例1中的大跨度钢管混凝土拱肋栓焊节点,采用经实施例4的加工方法加工出拱肋钢管,包括以下步骤:
[0063]
a1、将拱肋钢管分批次吊装,将相邻两段拱肋钢管的对接端的固定接头3 和焊接区域4分别对接固定,先通过栓接件5将固定接头3连接固定,栓接件5 采用高强螺栓,高强螺栓连接固定接头3,用于临时固定,从拱肋钢管底部至顶部依次完成拱肋节点栓接工作。
[0064]
对完成吊装的拱肋钢管在固定接头3处通过高强螺栓进行栓接,施加预紧力,预紧力过大对导致螺栓及连接的部件产生变形,过小会导致结构不牢固,为增强结构牢固程度,减少栓焊节点高强螺栓之间先拧、后拧所产生的预紧力及预紧力损失,每个螺栓拧紧过程分为初拧、复拧和终拧三部分操作,通过扭矩扳手对高强螺栓施加预紧力,经初拧、复拧和终拧将栓接件5拧紧达到预紧力预设的扭矩值;根据预设的扭矩值,分别需将栓接件5拧转到设计的不同扭矩值,确定初拧扭矩和复拧扭矩为施加螺栓预紧力对应扭矩值(终拧值)的50%左右,在扭矩扳手上进行设置;当节点所有螺栓完成初拧后,再统一进行复拧,最后统一进行终拧,初拧给高强螺栓施加预紧力,复拧继续施加预紧力并弥补预紧力损失,终拧使高强螺栓扭矩及预紧力达到设计值,当到达相应扭矩值时扳手会有类似“锁死”的功能,不能继续给螺栓施加预紧力,故此时我们就认为施加的扭矩值达到了50%的终拧扭矩值。
[0065]
最终,施加预紧力后,固定接头3的第一对接件31和第二对接件32紧密贴合,高强度螺栓的施工终拧扭矩可由以下公式1计算确定:
[0066]
tc=kpcd
ꢀꢀꢀ
(1)
[0067]
式中:k为高强螺栓连接副的扭矩系数平均值;pc为高强度螺施工预拉力 (kn);d为高强螺栓直径(mm);tc为施工终拧扭矩(n
·
m)。
[0068]
a2、在拱肋钢管对接端的相邻固定接头3之间的焊接区域4,将相邻拱肋钢管的焊接区域4进行焊接固定,大跨度的整体拱肋钢管组合成型,对栓焊节点的变形情况进行检测,对焊缝进行无损探伤检验,通过将拱肋钢管内的空气抽负压,对栓焊节点进行密封性检验。
[0069]
固定接头3的第一对接件31和第二对接件32贴合完成后,再通过焊缝对焊接区域4进行焊缝连接,焊缝等级为一级,焊缝要求焊接坡口应保持平整,不得有裂纹、分层、夹渣等缺陷,通过超声无损探伤检验和密封性检验,严格把控焊缝的质量、保证栓焊节点连接的稳定性和气密性。
[0070]
焊缝检测时,探头移动区表面的不平整度,不应引起探头和工件的接触间隙超过0.5mm,如果间隙超标,应修整探头移动区表面。
[0071]
检测面与检测探头靴底面之间的间隙g应按下列公式2确定:
[0072][0073]
式中:a为探头接触面宽度,单位为毫米(mm),d为工件直径,单位为毫米 (mm)。
[0074]
检测要求探伤比例为100%,即所有焊缝质量均达到要求,对固定接头3变形较大区域设置相应尺寸的垫板,通过对拱肋钢管加压方式检测栓焊节点密封性。使用真空泵抽取管内空气,根据《500米级钢管混凝土拱桥建造创新技术》要求,当将钢管内抽真空至负压-0.09~-0.07mpa,且30分钟内管内气压值不变,可认为钢管气密性良好,必要时可对法兰进行封边焊,保证栓接区域的稳定性及气密性。
[0075]
经拼接施工后,还需向拱肋钢管内注混凝土成型,栓焊节点处的承载力大小n通过公式3计算:
[0076][0077]
其中,-承载力折減系数,和比值参数a和b有关;f
sc-拱肋钢管混凝土抗压强度;asc-钢管和管内混凝土截面面积之和;通过建立仿真模型或铸造施工模型,来进行试验,根据试验数据和仿真方法,确定栓焊节点的承载力大小,通过多项参数全面反映栓焊节点承载力情况。
[0078]
根据试验结果和有限元分析结果,通过线性回归方法确定,该方法为现有的通过对试验结果进行有限元分析,确定出承载力折减系数的计算方程。
[0079]
请参照图8,通过试验结果及有限元分析结果进行线性回归分析拟合结果,承载力折減系数和栓焊弧长比a、栓焊面积比b有关,经过不同的参数,得到承载力折减系数,在其他参数确定的情况下进行分析,通过线性回归方法,拟合得到承载力折减系数的公式,进而求得栓焊弧长比a的范围0.5~2.0和栓焊面积比b的范围0.114~0.341,而针对实施例1的大跨度钢管混凝土拱肋栓焊节点,参数a为1.12,参数b为0.25,在此情况下,拟合得到如下公式4:
[0080][0081]
其中,e为栓焊节点处的拱肋钢管轴向压力偏心距,rc为核心混凝土横截面的半径。
[0082]
拱肋钢管混凝土抗压强度,通过以下公式5和公式6确定:
[0083]fsc
=(1.12 bθ cθ2)fcꢀꢀꢀ
(5)
[0084][0085]
其中,θ为拱肋钢管混凝土构件的套箍系数,f
y-拱肋钢管的抗压强度设计值 (mpa),f
c-混凝土的抗压强度设计值(mpa),上述b表示钢管截面形状对套箍效应的影响系数,c表示混凝土截面形状对套箍效应的影响系数;进行有限元分析, b和c通过下列公式7和公式8确定:
[0086][0087][0088]
在不同栓焊弧长比a、栓焊面积比b情况下,对本发明所采用的拱肋钢管的栓焊节点进行仿真计算,具体操作为,在试验栓焊弧长比a,栓焊面积比b的基础上逐渐减小,计算偏心距40mm(钢管直径219mm,偏心率0.37,更接近拱桥上小偏心受力情况)情况下栓接空钢管(吊装阶段主要由外法兰螺栓承力,a,b值越小,外法兰螺栓占比越小,故在吊装阶段就更危险)节点极限承载力、螺栓断裂时的节点轴向位移和横向位移,当第一颗螺栓断裂时的节点轴向位移降低到其计算轴向位移80%左右时,在最低允许范围,则认为此时a,b值为最小值;同理,在试验栓焊弧长比a,栓焊面积比b的基础上逐渐增大,计算偏心距40mm(钢管直径219mm,偏心率0.37,更接近拱桥上小偏心受力情况)情况下钢管混凝土(焊接钢管后主要由焊缝承力,a,b值越大,焊接区域越小,拱肋节点承载力更低)节点极限承载力、螺栓断裂时的节点轴向位移和横向位移,以及栓接区域变化后的节点重量变化。当节点重量增加且节点极限承载力增加不明显时,可从节点荷载-位移曲线的斜率变化显示,则认为此时a,b值为最大值。
[0089]
不同栓焊弧长比a、栓焊面积比b下空钢管栓接节点荷载-位移曲线,请参照图9,随着栓焊弧长比、栓焊面积比的减小,节点荷载-位移曲线变化不大,原因为栓接节点的设计增大了节点区域的受压面积,不同栓焊弧长比a、栓焊面积比b下栓接节点的强度均高于节点两侧圆钢管,故结构的破坏模式均为节点两侧钢管先发生屈服,再到节点发生破坏,螺栓被拉断,所以节点荷载-位移曲线主要受两侧圆钢管影响。不同栓焊弧长比a、栓焊面积比b下空钢管栓接节点参数分析结果如下表1所示。
[0090]
表1:空钢管栓接节点参数分析(栓焊弧长比a、栓焊面积比b)结果
[0091][0092]
随着栓焊弧长比a、栓焊面积比b的减小,节点螺栓数量减少,螺栓断裂时的节点轴向位移及横向位移也均有减小的趋势。表格中,斜杆表示无该螺栓,以第一颗螺栓断裂作为节点破坏标志,试验值下(a=1.120,b=0.250)节点破坏时的轴向位移为15.1032mm,栓焊弧长比a=0.5,栓焊面积比b=0.114下,节点破环时的轴向位移为12.0582mm,比试验值降低了20%,可近似认为节点抗拉性能降低了20%。考虑实际工程中如采用较小的栓接区域固定钢管,则需要设置更多的拉索进行固定以保证结构的稳定性,同时会提升工程造价,结合表1 中的横向位移和极限承载力,横向位移偏差20%以内,极限承载力偏差1%以内,取范围内最小值,设定栓焊弧长比a、栓焊面积比b下限值为a=0.5,b=0.114。
[0093]
不同栓焊弧长比a、栓焊面积比b下,空钢管栓接节点荷载-位移曲线,请参照图10,随着栓焊弧长比、栓焊面积比的增大节点极限承载力有一定的提升,最大增加300kn左右,且节点的延性增加。但是在栓焊弧长比a=1.310~2.0,栓焊面积比b=0.262~0.341时,节点荷载-位移曲线无较大变化;在栓焊弧长比 a=2.0~2.750,栓焊面积比b=0.341~0.427时,节点荷载-位移曲线下降段斜率增加,表明栓焊面积过大、焊接区域过小时,节点延性同样会降低。不同栓焊弧长比a、栓焊面积比b下,空钢管栓接节点参数分析结果如下表2所示。
[0094]
表2:空钢管栓焊节点参数分析(栓焊弧长比a、栓焊面积比b)结果
[0095][0096]
试验中,缩尺节点是指按4:1的比例缩小的栓焊节点的结构,足尺节点是指按1:1的比例的栓焊节点的结构,试验栓焊弧长比和栓焊面积比下栓焊缩尺节点增重3.28kg,足尺节点增加重量0.21t;栓焊弧长比a=2.0,栓焊面积比b=0.341 下,栓焊缩尺节点增重3.85kg,足尺节点增加重量0.25t,较试验值足尺节点增重0.04t,以在建的天峨龙滩特大桥为例,全桥拱肋节点总数共计192个,则该设计参数(栓焊弧长比a=2.000,栓焊面积比b=0.341)下全桥栓焊节点增加钢结构重量0.04
×
192=7.68t;设计参数(栓焊弧长比a=2.750,栓焊面积比b=0.427) 下全桥栓焊节点增加钢结构重量0.06
×
192=11.52t。由于在该范围下(栓焊弧长比a=2.0~2.75,栓焊面积比b=0.341~0.427)节点延性降低且栓焊节点钢结构用量增加,导致工程造价增加,故此范围内不建议采用该栓焊节点设计,因此结合表2中的横向位移、极限承载力、缩尺节点增加重量和足尺节点增加重量,横向位移偏差20%以内,极限承载力偏差1%以内,缩尺节点和足尺节点最大增加重量在20%左右,取范围内最小值,设定栓焊弧长比a、栓焊面积比b上限值为a=2.000,b=0.341。
[0097]
综上,考虑结构安全性及经济性指标,专利保护范围设定如下:栓焊弧长比a=0.500~2.000,栓焊面积比b=0.114~0.341。空钢管节点极限承载力的降低幅度在2.1%范围内,钢管混凝土节点极限承载力的增幅在7.7%范围内,这样的拱肋钢管栓焊节点结构承载力能够达到保证,符合要求。
[0098]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。