1.本技术涉及金属材料领域,尤其涉及一种金属工件、金属制品、蚀刻液以及金属工件的制作方法。
背景技术:
2.便携式消费类电子产品在人们生活中得到越来越多的使用。消费者对电子产品的外观以及外壳的性能要求也越来越高。钛合金材质具有强度高、密度小、机械性能好、韧性好以及抗蚀性能好等优点,是作为电子产品外壳基体的良好选择。
3.但是正是由于钛合金的抗蚀性能好,使钛合金表面处理形成孔变得困难,尤其是钛合金与其他材料复合时,更加难以在钛合金表面形成孔,从而限制了钛合金的应用。
技术实现要素:
4.有鉴于此,有必要提供一种能够与其它材料有效结合的包含钛合金的金属工件,以解决上述技术问题。
5.另,还有必要提供一种包括上述金属工件的金属制品、蚀刻形成金属工件的蚀刻液以及金属工件的制作方法。
6.一种金属工件,包括钛合金基体、第一孔、多个第二孔、多个第三孔。第一孔位于钛合金基体的表面,并自表面向钛合金基体内部延伸;多个第二孔位于第一孔的内壁,并自第一孔的内壁向钛合金基体内部延伸,相邻的第二孔之间的第一孔的内壁形成第一凸起;多个第三孔位于第二孔的内壁,并自第二孔的内壁向钛合金基体的内部延伸,相邻的第三孔之间的第二孔的内壁形成第二凸起。
7.在一些实施方式中,第一孔的孔口直径范围为30μm-300μm,第一孔的孔深范围为10μm-80μm;第一孔的孔内最大直径与孔口直径的比例t为1<t≤1.5。
8.在一些实施方式中,第二孔的孔口直径范围为1μm-10μm,第二孔的孔深范围为1μm-5μm,第二孔的孔口直径与孔深的比例为0.8-3。
9.在一些实施方式中,第三孔的孔口直径范围为0.1μm-1μm,第三孔的孔深范围为0.2μm-2μm。
10.在一些实施方式中,第一孔的孔口直径与第二孔的孔口直径之比为10-30:1,第二孔的孔口直径与第三孔的孔口直径之比的范围为10-30:1。
11.在一些实施方式中,钛合金基体上还设置有第四孔、第五孔
……
第n-1孔以及第n孔,第n孔位于第n-1孔的内壁上,n为正整数,且n≥4。
12.在一些实施方式中,第四孔
……
第n-1孔、第n孔中,每个孔的孔口直径与对应的孔的孔深的比例为0.8-3。
13.在一些实施方式中,第一孔在钛合金基体表面的所占的面积比例为10%-70%。
14.在一些实施方式中,第二孔在第一孔内壁所占的面积比例为50%-90%。
15.在一些实施方式中,第三孔在第二孔内壁所占的面积比例为50%-90%。
16.在一些实施方式中,金属工件还包括铝合金基体,铝合金基体与钛合金基体连接。
17.一种金属制品,包括金属工件以及材料体,材料体的至少部分位于第一孔、第二孔以及第三孔中。
18.一种蚀刻液,用于蚀刻钛合金,蚀刻液包括有机酸、助溶剂及含氯化合物,有机酸的解离常数范围10-5-10-7
,有机酸能够在助溶剂中解离出h
,含氯化合物能够在助溶剂中解离出cl-以蚀刻钛合金。
19.在一些实施方式中,有机酸为甲酸、乙酸、乳酸以及有机磷酸中的一种或多种。
20.在一些实施方式中,有机酸在蚀刻液中的质量分数为50%-90%。
21.在一些实施方式中,含氯化合物包括含氯的酸或者含氯的盐中的至少一种。
22.在一些实施方式中,含氯的酸为氢氯酸,含氯的盐为氯化钾、氯化钠、氯化铁以及氯化铜中的至少一种。
23.在一些实施方式中,含氯化合物在蚀刻液中的质量分数为0.1%-3%。
24.在一些实施方式中,助溶剂包括水、醇类或醚类中的至少一种。
25.一种金属工件的制作方法,包括将一金属预制品置于蚀刻液中,金属预制品包含钛合金部件,施加电压于金属预制品上进行蚀刻,得到金属工件。其中,蚀刻液包括有机酸、助溶剂以及含氯化合物,有机酸的解离常数范围为10-5-10-7
,有机酸能够在助溶剂中解离出h
,含氯化合物能够在助溶剂中解离出cl-以蚀刻钛合金部件,有机酸与助溶剂互溶。
26.在一些实施方式中,蚀刻的温度范围为20℃-50℃,施加的电压范围为10v-60v。
27.在一些实施方式中,金属预制品包括铝合金部件,铝合金部件与钛合金部件连接,在对铝合金部件进行蚀刻之前,在铝合金部件的表面形成阳极氧化膜。
28.本技术提供的金属工件的制作方法,通过单次电解蚀刻反应,钛合金形成致密的氧化膜,蚀刻液中解离的cl-对氧化膜进行局部蚀刻形成相对较大的孔,同时,蚀刻液中的h
蚀刻钛形成钛离子、有机酸根离子络合钛离子形成相对较小的孔,多种反应同步进行,从而形成第一孔、第二孔、第三孔等多级孔的三维网络结构,进而使得金属工件具有较大的比表面积,增加金属工件与材料体的拉拔力。其中,上述制作方法快速、简易,操作时间短,反应条件温和,蚀刻液中不含氟;有机环境体系使得蚀刻液中的电流密度小,有效的避免了电场尖端效应。
附图说明
29.图1为本技术实施例提供的金属制品的部分截面示意图。
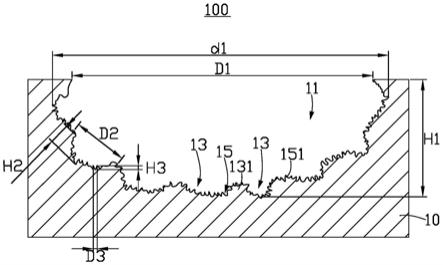
30.图2为本技术实施例提供的金属工件的部分截面示意图。
31.图3为本技术实施例提供的金属工件的图片。
32.图4为本技术实施例提供的金属工件放大200倍的图片。
33.图5为本技术实施例提供的金属工件放大2000倍的图片。
34.图6为本技术实施例提供的在金属工件的孔中形成材料体后放大200倍的图片。
35.图7为分离图6所示的金属工件与材料体后在金属工件的孔中残留材料体后放大1000倍的照片。
36.图8为分离图6所示的金属工件与材料体后在金属工件的孔中残留材料体后放大5000倍的照片。
37.图9为本技术一实施例提供的金属工件包括铝合金基体的截面示意图。
38.图10为本技术一实施例将包含钛合金部件的金属预制品进行蚀刻形成金属工件的流程示意图。
39.图11为本技术一实施例将包含钛合金部件以及铝合金部件的金属预制品进行蚀刻形成金属工件的流程示意图。
40.图12为本技术实施例4将包含钛合金部件以及铝合金部件的金属预制品预氧化10min后蚀刻形成金属工件后的图片。
41.图13为本技术对比例8将包含钛合金部件以及铝合金部件的金属预制品预氧化6min后蚀刻形成金属工件后的图片。
42.图14为本技术对比例9将包含钛合金部件以及铝合金部件的金属预制品预氧化2min后蚀刻形成金属工件后的图片。
43.主要元件符号说明
[0044][0045][0046]
如下具体实施方式将结合上述附图进一步说明本技术。
具体实施方式
[0047]
为了能够更清楚地理解本技术的上述目的、特征和优点,下面结合附图和具体实施方式对本技术进行详细描述。需要说明的是,在不冲突的情况下,本技术的实施方式及实施方式中的特征可以相互组合。在下面的描述中阐述了很多具体细节以便于充分理解本技术,所描述的实施方式仅仅是本技术一部分实施方式,而不是全部的实施方式。
[0048]
除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本技术。本文所使用的术语“和/或”包括一个或多个相关的所列项目的所有的和任意的组合。
[0049]
可以理解地,在不冲突的情况下,下述实施例中的特征可以相互组合的。
[0050]
本技术实施例提供一种金属制品200,金属制品200可以是用于消费性电子设备,该消费性电子设备包括但不限于消费性电子产品、电动工具、无人机、储能装置、动力装置等。
[0051]
请参阅图1,为本技术实施例提供的金属制品200的部分截面示意图。金属制品200包括金属工件100以及材料体210,材料体210与金属工件100结合形成金属制品200。材料体210的材质可以选自金属、聚合物、陶瓷以及玻璃等材料中的至少一种。材料体210可以通过注塑成型或者压铸成型的方式成型于金属工件100上。
[0052]
请参阅图2,金属工件100包括钛合金基体10,钛合金基体10的表面具有多个孔。孔可通过蚀刻的方式形成,材料体210的至少部分容置于孔中,以使金属工件100与材料体210结合形成金属制品200。
[0053]
请一并参阅图3、图4和图5,其中,图3为一些实施例中的金属工件100的实物图片,其中,(a)、(b)、(c)图为多个第一孔11、多个第二孔13以及多个第三孔15形成于钛合金基体10的表面,(d)图为钛合金基体10具有凹槽时,第一孔11、第二孔13以及第三孔15形成于凹槽的侧壁上的图片。在一些实施例中,钛合金基体10上形成有多个第一孔11、多个第二孔13以及多个第三孔15。第一孔11位于钛合金基体10的表面,并自表面朝向钛合金基体10内部延伸;第二孔13位于第一孔11的内壁,并自第一孔11的内壁向钛合金基体10内部延伸,相邻的第二孔13之间第一孔11的内壁形成第一凸起131;第三孔15位于第二孔13的内壁,并自第二孔13的内壁向钛合金基体10的内部延伸,相邻的第三孔15之间的第二孔13的内壁形成第二凸起151。其中,第一凸起131以及第二凸起151的数量均为多个,第一孔11、第二孔13、第三孔15以及第一凸起131、第二凸起151共同形成三维网络状的孔洞结构。这里需要说明的是,在钛合金基体10的表面可只形成第二孔13,同样也可只形成第三孔15,亦可只形成第二孔13和第三孔15。
[0054]
上述三维网络状的孔洞结构,能够有效增加金属工件100与材料体210的结合面积,从而增加金属工件100与材料体210之间的结合强度;另外,多个第一凸起131以及第二凸起151,还能够增加金属工件100与材料体210之间的分离难度,进一步增加金属工件100与材料体210之间的结合强度。
[0055]
请参阅图6,图6为本技术一实施例在第一孔11、第二孔13、第三孔15中形成材料体210后的图片。图7、图8为分离金属工件100与材料体210之后材料体210残留于金属工件100的第一孔11、第二孔13、第三孔15中的图片。从图7以及图8可以看出,大量材料体210残留在第一孔11、第二孔13、第三孔15中,证明材料体210和金属工件100之间的结合力较强。
[0056]
请再次参阅图2,第一孔11的孔口直径d1范围为30μm-300μm,第一孔11的孔深h1范围为10μm-80μm。第一孔11的孔口直径d1以及孔深h1范围的设置,在金属工件100与材料体210相成型过程中,有利于液态的材料体210在一定的时间内从第一孔11中流入。其中,若第一孔11的孔口直径d1范围太小或孔深h1太深,材料体210难以在一定时间内流入第一孔11并填充第一孔11、第二孔13以及第三孔15,否则需要延长加工时间,则会增加加工成本,或者在第一孔11、第二孔13、第三孔15中产生气泡,则会降低金属工件100与材料体210的结合强度;若第一孔11的孔口直径d1范围太大或孔深h1太浅,则提升金属工件100与材料体210的结合面积有限,对金属工件100与材料体210的结合强度的提升有限。
[0057]
在一些实施例中,第一孔11的孔内最大直径d1大于对应第一孔11的孔口直径d1,即第一孔11为倒钩状的孔,增加材料体210与金属工件100相互分离时的阻力,可以有效增加金属工件100与容置于第一孔11中的材料体210的结合强度。具体地,材料体210形成在倒钩状的第一孔11中时,若材料体210与金属工件100需要相互分离,除了需要克服材料体210与金属工件100相互连接的作用力之外,还需要克服材料体210或者金属工件100自身的应力使得材料体210或者金属工件100断裂,材料体210与金属工件100才能相互分离。
[0058]
需要说明的是,第一孔11与钛合金基体10交汇处的周缘具有的最长距离即为第一孔11的孔口直径d1,第一孔11除所述周缘之外且平行于所述周缘所在平面并与第一孔11内壁相交的周缘具有的最长距离即为第一孔11的孔内最大直径d1。
[0059]
在一些实施例中,第一孔11的孔内最大直径d1与孔口直径d1的比例t为1<t≤1.5。比例t大于1,说明第一孔11为倒钩状的孔。比例t为1<t≤1.5,可以增加金属工件100与材料体210的拉拔力和结合强度。比例t过大(t>1.5),金属工件100与材料体210局部结合不稳定;比例t过小(t≤1),则第一孔11不是倒钩状的孔,金属工件100与材料体210的拉拔力和结合强度小。
[0060]
第一孔11的孔口直径与第二孔13的孔口直径之比为10-30:1,第二孔13的孔口直径与第三孔15的孔口直径之比为10-30:1。比例过大,相对较大的第一孔11、第二孔13的孔壁结构脆弱,强度不足;比例过小,无法稳定提供多方向的倒钩状结构,降低金属工件100与材料体210的连接可靠性。
[0061]
第二孔13的孔口直径d2范围为1μm-10μm,第二孔13的孔深h2范围为1μm-5μm,第二孔13的孔口直径d2与孔深h2的比例为0.8-3。第二孔13的孔口直径d2与孔深h2范围的设置,金属工件100与材料体210相成型过程中,有利于液态的材料体210在一定的时间内从第二孔13中流入,同时,能够增加材料体210与钛合金基体10的结合面积。第二孔13的孔口直径d2与孔深h2比例的限制,其中,孔口直径d2与孔深h2比例过大(大于3),即孔口直径d2较大,孔深h2较小,增加材料体210与钛合金基体10的结合面积有限;孔口直径d2与孔深h2比例过小(小于0.8),即第二孔13的孔深h2较深,在成型材料体210的过程中,液态的材料体210难以在一定时间内流入过深的第二孔13中。
[0062]
第三孔15的孔口直径d3范围为0.1μm-1μm,第三孔15的孔深h3范围为0.2μm-2μm。第三孔15的孔口直径d3与孔深h3范围的设置,金属工件100与材料体210相成型过程中,有利于液态的材料体210在一定的时间内从第三孔15中流入,同时,能够增加材料体210与钛合金基体10的结合面积。
[0063]
在一些实施例中,钛合金基体10上还设置有第四孔、第五孔
……
第n-1孔以及第n孔,第n孔位于第n-1孔的内壁上,n为正整数,且n≥4。即金属基体上具有多级孔,进一步增加材料体210与金属工件100的结合面积,从而增加材料体210与金属工件100的结合强度。
[0064]
第四孔
……
第n-1孔、第n孔中,每个孔的孔口直径与对应的孔的孔深的比例为0.8-3。
[0065]
第一孔11在钛合金基体10表面的所占的面积比例为10%-70%。面积比大于或等于10%,可以保证钛合金基体10的表面具有一定面积的第一孔11,以确保材料体210与钛合金基体10之间的结合面积;面积比小于或等于70%,说明钛合金基体10的部分表面未形成孔,确保钛合金基体10表面未被过度腐蚀而导致金属工件100的损坏。
[0066]
第二孔13在第一孔11内壁所占的面积比例为50%-90%。第二孔13占第一孔11内壁一定量的面积比,可以形成一定数量的第一凸起131,便于增加钛合金基体10与材料体210的结合面积,从而增加金属工件100与材料体210的拉拔力。若第二孔13在第一孔11内壁所占面积比较大(例如大于90%)或者比较小(例如小于50%),则第一凸起131的数量均较少,增加的表面积有限,难以较大程度增加金属工件100与材料体210的拉拔力。
[0067]
第三孔15在第二孔13内壁所占的面积比例为50%-90%。
[0068]
请参阅图9,在一些实施例中,金属工件100a还包括铝合金基体20,铝合金基体20与钛合金基体10连接。铝合金基体20包括铝合金部件33以及形成于铝合金部件33表面的阳极氧化膜21,阳极氧化膜21的材质包括氧化铝。
[0069]
请参阅图10,本技术图10还提供一种形成上述金属工件100的制作方法,包括以下步骤:将一金属预制品30置于蚀刻液中,金属预制品30包含钛合金部件31,施加电压于金属预制品30上进行蚀刻,以在钛合金部件31上形成第一孔11、第二孔13以及第三孔15,得到金属工件100。其中,蚀刻后的钛合金部件31形成钛合金基体10,金属工件100包括钛合金基体10和第一孔11、第二孔13以及第三孔15。
[0070]
蚀刻液包括有机酸、助溶剂以及含氯化合物。有机酸与助溶剂互溶,含氯化合物溶解于有机酸以及助溶剂中,以形成均匀的溶液。
[0071]
有机酸为酸性较弱的酸,能够在助溶剂中解离出一定量的有机酸根离子和h
,含氯化合物能够在助溶剂中解离出cl-。在施加电压的过程中,钛合金部件31一方面在形成致密的氧化膜负载在钛合金部件31的表面阻碍钛合金部件31中的钛被蚀刻,蚀刻液中的cl-点蚀形成于钛合金部件31表面的氧化膜形成孔,使得钛合金部件31中的钛露出以被h
蚀刻;另一方面,钛合金部件31中暴露于蚀刻液的钛与h
反应之后形成钛离子,蚀刻液中的有机酸根离子与钛离子络合以将钛离子沉淀。其中,随着反应的进行,有机酸能够持续解离出有机酸根离子与h
,从而保证蚀刻反应的温和进行。在含有机环境中,有机环境体能够提供一个高电压低电流的蚀刻环境,有效避免电场尖端效应。其中,在蚀刻过程中,h
、cl-以及有机酸是相互作用,同步进行,从而形成特定形貌的第一孔11、第二孔13以及第三孔15;另外,cl-点蚀形成较大的孔后,孔的内壁上的钛与有机酸根离子络合进一步蚀刻,可以使得形成倒钩状的第一孔11,同理,也可以形成倒钩状的第二孔13、第三孔15等。
[0072]
有机酸在常温下的解离常数范围为10-5-10-7
,以提供温和的反应环境。
[0073]
有机酸为甲酸、乙酸、乳酸以及有机磷酸中的一种或多种。甲酸、乙酸、乳酸以及有机磷酸均可以在助溶剂中解离出h
,同时,解离之后的有机酸根离子均能与钛发生络合反应,从而蚀刻形成孔。
[0074]
有机酸在蚀刻液中的质量分数为50%-90%。有机酸的浓度有利于形成特定孔径、孔深的第一孔11、第二孔13以及第三孔15。若有机酸的质量分数过大(例如大于90%),则助溶剂以及含氯化合物的量相对较少,有机酸难以及时解离出h
、有机酸根离子以及cl-。其中,cl-含量较少,难以及时形成第一孔11等大孔,有机酸根离子较少,难以及时形成第二孔13、第三孔15等小孔。若有机酸的质量分数过小(例如小于50%),有机酸根离子较少,难以及时形成第二孔13、第三孔15等小孔;同时,有机酸的质量分数过少,cl-的移动速率过快,cl-的蚀刻作用过强而不可控。
[0075]
含氯化合物包括含氯的酸或者含氯的盐中的至少一种。含氯的酸可以为氢氯酸;
含氯的盐可以为氯化钾、氯化钠、氯化铁以及氯化铜中的至少一种。上述含氯的酸或含氯的盐均可以在助溶剂中解离出cl-以蚀刻形成孔。
[0076]
在一些实施例中,优先选择含氯的盐。一方面,氯化钾、氯化钠、氯化铁以及氯化铜等含氯的盐在常温下更加稳定;另一方面,含氯的酸在助溶剂中也可以解离出h
,在提供含氯的酸提供cl-的同时也会解离出h
,可能使得蚀刻液的酸性过强从而导致过度腐蚀。其中,当蚀刻液中含有含氯的酸时,含氯的酸可以与含氯的盐配合使用,既能提供一定量的cl-,又可以避免酸性过强。
[0077]
含氯化合物在蚀刻液中的质量分数为0.1%-3%。含氯化合物的质量分数过大(例如大于3%),可能导致钛合金部件31过度腐蚀,甚至形成面腐蚀;含氯化合物的质量分数过小(例如小于0.1%),可能导致难以及时形成较大的第一孔11。
[0078]
助溶剂可以包括水、醇类或者醚类中的至少一种。水、醇类、醚类均可以溶解有机酸以及含氯的盐,从而以使有机酸解离出h
以及有机酸根离子、以使含氯的盐解离出cl-。
[0079]
蚀刻的温度范围为20℃-50℃。上述蚀刻反应温度温和,无需额外施加更高的温度。
[0080]
施加的电压范围为10v-60v。在施加电压的过程中,蚀刻液中产生一定量的电流密度,上述电压范围的限制,既避免产生的电流密度过大,对蚀刻反应造成不可控;也可以避免电流密度过小,蚀刻反应速率过慢而降低生产效率。
[0081]
施加电压时,可以是恒定电压,也可以是变压,例如电压可以先增大后减小,也可以是先减小后增大;施加电压时,也可以是单段电压,也可以是多段电压,即施加电压一段时间后停止施加电压,然后再施加电压后再停止等。
[0082]
施加电压的时间范围可以为10min-70min。
[0083]
在一些实施例中,通过蚀刻参数(例如蚀刻液的成分、电压、温度、时间等)的不同,钛合金部件31还进一步被蚀刻形成第四孔、第五孔
……
第n-1孔以及第n孔,第n孔位于第n-1孔的内壁上,n为正整数,且n≥4。
[0084]
在一些实施例中,金属预制品30进行蚀刻反应之前,还包括表面处理步骤,例如将金属预制品30进行化学粗化、喷砂、激光粗化等方式进行表面处理,去除金属预制品30表面的油污、氧化物等,以提升形成的孔的品质。
[0085]
请参阅图11,在一些实施例中,金属预制品30还包括铝合金部件33,铝合金部件33与钛合金部件31连接,铝合金部件33在上述蚀刻过程中未被蚀刻液蚀刻。
[0086]
具有铝合金部件33的金属预制品30进行蚀刻反应之前,还包括预氧化步骤:将金属预制品30放入一电解液中,电解液中可以包括磷酸、硫酸、草酸等。以金属预制品30为阳极,施加电压,以在铝合金部件33的表面形成阳极氧化膜21。铝合金部件33表面的阳极氧化膜21的成分为氧化铝,氧化铝的性能稳定,用于在后续蚀刻反应过程中,防止铝合金部件33被蚀刻。即,上述制作方法可以用于具有极高电势差的钛铝金属部件中,在不腐蚀铝合金部件33的前提下,在钛合金部件31表面形成多级孔,从而形成金属工件100a。
[0087]
需要说明的是,在铝合金部件33表面形成阳极氧化膜21的步骤中,也会在钛合金部件31的表面形成阳极氧化膜21a,由于钛合金的化学稳定性优于铝合金,在钛合金部件31表面形成的阳极氧化膜21a比铝合金部件33表面的阳极氧化膜21薄。位于钛合金部件31表面的较薄的阳极氧化膜21a可以在表面处理的步骤中被去除。
[0088]
在通过蚀刻液并施加电压蚀刻后,制作方法还可以包括清洗步骤,例如通过碱洗、硝酸洗、磷酸化抛等方式去除孔中残留的蚀刻副产物,以得到洁净的金属工件100。
[0089]
以下通过具体实施例以及对比例来对本技术进行说明。以下实施例以及对比例均将金属预制品30进行表面处理后蚀刻形成金属工件100,将蚀刻后形成的金属工件100进行测试,测试包括孔深、孔径以及孔面积以及拉力测试。其中,拉力测试的步骤包括材金属工件100的孔中形成材料体210,测试分离金属工件100与材料体210所需要的拉力大小,从而检测金属工件100与材料体210的拉拔力。需要说明的是,实施例与对比例中使用的不包含铝合金部件33的金属预制品30为tc4钛合金。表1和表2中未示出第三孔15的数据,表3中示出第三孔15的数据。
[0090]
实施例1
[0091]
提供一金属预制品30,金属预制品30包括钛合金部件31(不包括铝合金部件33)。提供一蚀刻液,蚀刻液包括质量分数为70%的乙酸(有机酸)、1%的氯化钠(含氯化合物),其余为水(助溶剂)。将金属预制品30置于25℃的蚀刻液中,以金属预制品30为阳极,施加30v的电压进行蚀刻,蚀刻时间为40min。
[0092]
实施例2
[0093]
与实施例1不同的是:施加的电压为50v。
[0094]
实施例3
[0095]
与实施例1不同的是:有机酸为乳酸。
[0096]
实施例4
[0097]
提供一金属预制品30,金属预制品30包括钛合金部件31(不包括铝合金部件33)。提供一蚀刻液,蚀刻液包括质量分数为50%的乙酸(有机酸)、0.1%的氯化钠(含氯化合物),其余为水(助溶剂)。将金属预制品30置于25℃的蚀刻液中,以金属预制品30为阳极,施加10v的电压进行蚀刻,蚀刻时间为20min。
[0098]
实施例5
[0099]
与实施例4不同的是:乙酸的质量分数为90%,氯化钠的质量分数为3%,蚀刻温度为50℃,电压为60v,时间为60min。
[0100]
实施例6
[0101]
与实施例4不同的是:有机酸为质量分数为20%的甲酸和40%的乙酸,含氯化合物为质量分数为1%的氯化钾,电压为30v,时间为30min。
[0102]
实施例7
[0103]
与实施例4不同的是:有机酸为质量分数为30%的乙酸和40%的乳酸,含氯化合物为质量分数为2.5%的氯化铁,蚀刻温度为35℃,电压为20v,时间为50min。
[0104]
实施例8
[0105]
与实施例4不同的是:有机酸为质量分数为20%的乙酸、20%的乳酸和20%的有机磷酸,含氯化合物为质量分数为1%的氯化钾,蚀刻温度为40℃,电压为15v,时间为70min。
[0106]
实施例9
[0107]
与实施例4不同的是:有机酸为质量分数为60%的有机磷酸,含氯化合物为质量分数为0.5%的氯化铁,蚀刻温度为30℃,电压为40v,时间为10min。
[0108]
实施例10
[0109]
与实施例4不同的是:有机酸为质量分数为55%的甲酸,含氯化合物为质量分数为1%的氢氯酸,蚀刻温度为35℃,电压为50v,时间为45min。
[0110]
实施例11
[0111]
与实施例4不同的是:有机酸为质量分数为65%的乳酸,含氯化合物为质量分数为2%的氢氯酸,蚀刻温度为30℃,电压为55v,时间为65min。
[0112]
对比例1
[0113]
与实施例1不同的是:乙酸的质量分数为40%。
[0114]
对比例2
[0115]
与实施例1不同的是:蚀刻时间为100min。
[0116]
对比例3
[0117]
与实施例1不同的是:氯化钠的质量分数为0.05%。
[0118]
对比例4
[0119]
与实施例1不同的是:氯化钠的质量分数为10%。
[0120]
对比例5
[0121]
与实施例1不同的是:乙酸替换为乙二醇,即不含有机酸。
[0122]
对比例6
[0123]
与实施例1不同的是:蚀刻温度为60℃。
[0124]
对比例7
[0125]
与实施例1不同的是:施加的电压为80v。
[0126]
请参阅表1,为实施例1-3以及对比例1-7的主要区别条件以及对应的测试结果。
[0127]
表1
[0128][0129]
从实施例1至实施例3中可以看出,在有机酸、乳酸等有机溶剂中,通过一定的蚀刻条件,均能才钛合金部件31上形成一定孔深、孔径以及孔密度的第一孔11、第二孔13。
[0130]
对比实施例1-2以及对比例1,对比例1中的蚀刻液中含有较低质量分数的乙酸作
为有机酸,有机酸的浓度较低,h
和有机酸根离子较少,难以在一定的时间内难以形成第二孔13、第三孔15等相对较小的孔;同时,cl-的蚀刻作用增强,导致第一孔11的孔深以及孔径均增大。因此,对比例1制作的金属工件100与材料体210的拉拔力小。
[0131]
对比实施例1-2以及对比例2,延长腐蚀时间至100min,蚀刻液过度腐蚀钛合金部件31,导致钛合金部件31形成的孔占钛合金部件31的表面的92%,即形成了面腐蚀;另外,面腐蚀蚀刻了部分孔壁而导致孔深相应的减小。因此,对比例2制作的金属工件100与材料体210的拉拔力小。
[0132]
对比实施例1-2与对比例3-4,氯化钠的质量分数较低时(对比例3),cl-的含量较低,难以及时形成较大的第一孔11,钛合金部件31与有机酸根离子的接触面积相对较小,形成的第二孔13、第三孔15的密度也较低。氯化钠的质量分数较高时(对比例4),cl-的含量较高,导致钛合金部件31过度腐蚀而形成面腐蚀(第一孔11孔密度为89%),面腐蚀蚀刻了部分孔壁而导致孔深相应的减小。因此,对比例3和对比例4制作的金属工件100与材料体210的拉拔力小。
[0133]
对比实施例1-2与对比例5,对比例5中未含有机酸,乙二醇难以持续解离出有h
和机酸根离子,也就难以与钛络合以形成相对较小的第二孔13、第三孔15等。因此,对比例5制作的金属工件100与材料体210的拉拔力小。
[0134]
对比实施例1-2与对比例6,对比例6中蚀刻反应的温度为60℃,反应温度较高,反应较剧烈而导致面腐蚀(第一孔11孔密度为91%),面腐蚀蚀刻了部分孔壁而导致孔深相应的减小。因此,对比例6制作的金属工件100与材料体210的拉拔力小。
[0135]
对比实施例1-2与对比例7,对比例7中施加的电压较高(80v),电流密度过大,反应较剧烈而导致面腐蚀,同时,第二孔13、第三孔15也难以形成。因此,对比例7制作的金属工件100与材料体210的拉拔力小。
[0136]
由此可见,温度越高,电压越大,蚀刻时间越长的话,造成金属工件100面腐蚀越严重,孔径相对增大,而孔深相应的减小,与材料体210的拉拔力小。
[0137]
请参阅表2,为实施例1以及对比例4-11的主要区别条件以及对应的测试结果。
[0138]
表2
[0139][0140]
通过实施例1、实施例4-11以及表2中的测试结果可以看出,在蚀刻液为包含氢氯酸、氯化钾、氯化钠、氯化铁以及氯化铜中的至少一种含氯的酸或盐,甲酸、乙酸、乳酸以及
有机磷酸中的至少一种有机酸时,蚀刻温度为20℃-50℃,电压为10v-60v,时间为10min-70min时,均可以得到具有第一孔11、第二孔13、第三孔15的金属工件100,且金属工件100与材料体210的拉拔力相较于对比例均有一定程度的提升。
[0141]
实施例12
[0142]
提供一金属预制品30,金属预制品30包括相互连接的钛合金部件31以及铝合金部件33。将金属预制品30置于质量分数为10%的硫酸中,在20℃下施加18v的电压进行预氧化10min。将预氧化之后的金属预制品30进行表面处理。提供蚀刻液,蚀刻液包括质量分数为70%的乙酸、1%的氯化钠,其余为水。将金属预制品30置于25℃的蚀刻液中,以金属预制品30为阳极,施加30v的电压进行蚀刻,蚀刻时间为40min。
[0143]
对比例8
[0144]
与实施例12不同的是:预氧化处理的时间为6min。
[0145]
对比例9
[0146]
与实施例12不同的是:预氧化处理的时间为2min。
[0147]
请参阅表3,为实施例12以及对比例8-9的主要区别条件以及对应的测试结果。
[0148]
表3
[0149][0150]
实施例12以及对比例8-9的金属预制品30均包含铝合金部件33,在预氧化的步骤中,在相同的条件下,实施例4、对比例8、对比例9预氧化时间分别为10min(请参阅图12)、6min(请参阅图13)、2min(请参阅图14),在铝合金部件33上形成了不同厚度的阳极氧化膜21(请参阅图12)从而形成铝合金基体20,其中,图12、图13以及图14中的(b)图是金属工件100a的图片,(a)图是(b)图中金属工件100a的钛合金基体10以及形成于钛合金基体10上的孔的放大图,(c)图是(b)图中金属工件100a的铝合金基体20的放大图。实施例4(请参阅图12)形成厚度合适的阳极氧化膜21,阳极氧化膜21负载于铝合金部件33的表面,足以保护铝合金部件33在后续蚀刻反应中不被蚀刻液腐蚀(请参阅图12中的(b)图和(c)图)。将图13和图14中的(b)图与图12中的(b)图进行对比可以看出,对比例8(请参阅图13,预氧化6min)中铝合金部件33表面被一定程度的腐蚀,对比例9(请参阅图14,预氧化2min)中铝合金部件33被严重腐蚀(请参阅图14中的(b)图),铝合金部件33表面经过蚀刻液蚀刻后形成大量的孔,同时,钛合金基体10上的孔的密度非常低,这是由于预氧化时间太短,在蚀刻液中反应时,蚀刻液主要与铝合金部件33反应导致铝合金部件33被严重腐蚀而难以在钛合金基体10形成孔。
[0151]
本技术提供的金属工件100的制作方法,通过单次电解蚀刻反应,钛合金形成致密的氧化膜,蚀刻液中解离的cl-对氧化膜进行局部蚀刻形成相对较大的孔,同时,蚀刻液中的h
蚀刻钛形成钛离子、有机酸根离子络合钛离子形成相对较小的孔,多种反应同步进行,从而形成第一孔11、第二孔13、第三孔15等多级孔的三维网络结构,进而使得金属工件100具有较大的比表面积,增加金属工件100与材料体210的拉拔力。其中,上述制作方法快速、
简易,操作时间短,反应条件温和,蚀刻液中不含氟;有机环境体系使得蚀刻液中的电流密度小,有效的避免了电场尖端效应。
[0152]
以上实施方式仅用以说明本技术的技术方案而非限制,尽管参照以上较佳实施方式对本技术进行了详细说明,本领域的普通技术人员应当理解,可以对本技术的技术方案进行修改或等同替换都不应脱离本技术技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。