1.本发明涉及模型裁切技术领域,尤其涉及一种裁切机构及无线充电垫片后处理系统。
背景技术:
2.随着经济的进步,工厂自动化的普及,裁切装置越来越重要。特别是电子产品加工领域,随着电子产品产量的飞速增长,对裁切的质量提出了更高要求。
3.现有的裁切机构一般直接裁切产品和注塑桥架,该方法使得裁切过程产品或者注塑桥架会发生相对移动,进而导致切口不规则,在后续检测过程不能通过,被标记为废品,使得废品率较高。
4.为此,亟需研究一种新的裁切机构解决上述问题。
技术实现要素:
5.本发明的目的在于提供一种裁切机构及无线充电垫片后处理系统,通过驱动件驱动压载件先将产品压载,然后继续驱动裁切刀裁切产品和注塑桥架的连接处,解决切口不规则的问题。
6.为达上述目的,本发明采用以下技术方案:
7.一方面,本发明提供一种裁切机构,该裁切机构包括:
8.包括裁切压板、裁切刀、第一压载件、裁切驱动组件和裁切运输盘,所述裁切运输盘滑动设于机架,用于承载并转移所述注塑组件或所述产品,所述裁切驱动组件设于所述机架,所述裁切压板连接于所述裁切驱动组件的输出端,所述第一压载件滑动设于所述裁切压板,且用于压载产品,所述裁切刀设于所述裁切压板,且用于将注塑组件的所述产品和注塑桥架切开,所述裁切驱动组件用于驱动所述裁切压板靠近注塑组件。
9.优选地,所述裁切机构还包括第一裁切弹性件,所述第一裁切弹性件设于所述裁切压板和所述第一压载件之间,用于使所述第一压载件压紧所述产品。
10.优选地,所述裁切机构还包括第一固定板和多个等高螺丝,所述第一固定板连接于所述裁切压板;所述裁切压板设有等高螺帽避让孔;所述第一固定板设有若干贯通其两个端面的第一光孔,所述等高螺丝穿过所述第一光孔后螺接于所述第一压载件的螺孔内,所述第一裁切弹性件包括弹簧,所述弹簧套设于所述等高螺丝,且两端分别抵接所述第一固定板和所述第一压载件。
11.优选地,所述裁切机构还包括第二固定板,所述第二固定板固定于所述裁切压板;所述第一固定板固定于所述第二固定板,所述第二固定板设有若干第二光孔,若干所述第二光孔与若干所述第一光孔数量相同且一一对应设置,所述弹簧的外径尺寸小于所述第一光孔内径尺寸且大于所述第二光孔的内径尺寸,所述弹簧部分位于所述第一光孔内,且所述弹簧的两端分别抵接于所述第二固定板和所述第一压载件。
12.优选地,所述第一固定板设有贯通其两端面的第一裁切通道,所述第一压载件设
有贯通其两端面的第二裁切通道,所述第一裁切通道和所述第二裁切通道同心设置,所述裁切刀设于所述第一裁切通道和所述第二裁切通道内,且能相对所述第一压载件滑动。
13.优选地,所述第一固定板靠近所述第二固定板的一端设有避让槽,所述避让槽和所述第二固定板围设成安装腔,所述裁切刀远离刀刃的一端设有刀具翻边,所述刀具翻边设于所述避让槽内。
14.优选地,所述裁切机构还包括导向件,所述裁切刀的刀具翻边的外轮廓为圆形,所述安装腔为环形,所述导向件设于所述第一固定板和所述裁切刀之间。
15.优选地,所述导向件包括导向条,所述导向条的一端设有固定块,所述裁切刀的外侧壁设有定向滑槽,所述第一固定板的内侧壁设有固定滑槽,所述固定块设于所述避让槽内,所述导向条被限位于所述固定滑槽内,所述裁切刀通过所述定向滑槽沿所述导向条滑动。
16.优选地,所述裁切机构还包括第二压载件和第二裁切弹性件,所述第二压载件滑动设于所述裁切压板,所述第二裁切弹性件设于所述裁切压板和所述第二压载件之间,所述第二压载件用于压载所述注塑桥架。
17.另一方面,本发明还提供一种无线充电垫片后处理系统,包括上述任一方案中的裁切机构。
18.本发明的有益效果为:
19.本发明提供一种裁切机构及无线充电垫片后处理系统,该裁切机构包括裁切压板、裁切刀、第一压载件、裁切驱动组件和裁切运输盘,裁切运输盘滑动设于机架,用于承载并转移注塑组件或产品,裁切驱动组件设于机架,裁切压板连接于裁切驱动组件的输出端,第一压载件滑动设于裁切压板,且用于压载产品,裁切刀设于裁切压板,且用于将注塑组件的产品和注塑桥架切开,裁切驱动组件用于驱动裁切压板靠近注塑组件。上述设置通过第一压载件先将产品压载,然后继续驱动裁切刀裁切产品和注塑桥架的连接处,解决切口不规则的问题。
附图说明
20.图1为本发明实施例中无线充电垫片后处理系统的结构示意图;
21.图2为本发明实施例中无线充电垫片后处理系统的内部结构示意图;
22.图3为本发明实施例中无线充电垫片后处理系统的内部俯视结构示意图;
23.图4为本发明实施例中注塑组件的结构示意图;
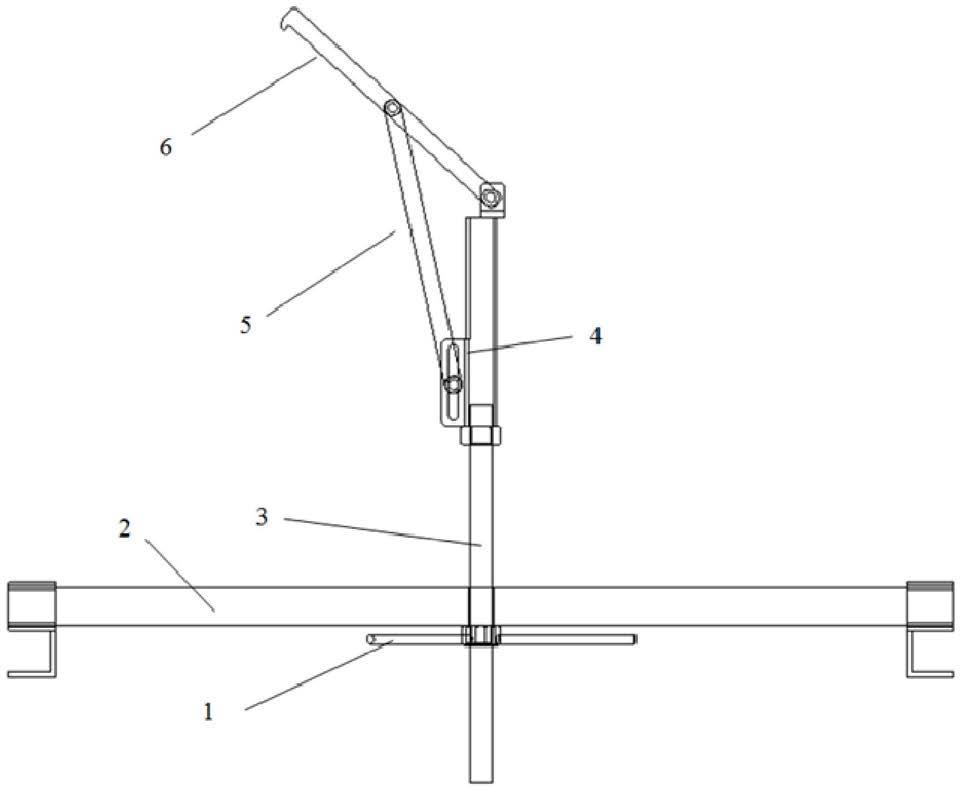
24.图5为本发明实施例中双工位上下料机构的结构示意图;
25.图6为本发明实施例中取料组件的结构示意图;
26.图7为本发明实施例中取料组件的局部结构示意图一;
27.图8为本发明实施例中取料组件的局部结构示意图二;
28.图9为本发明实施例中无裁切机构的结构示意图;
29.图10为本发明实施例中裁切机构的内部结构示意图一;
30.图11为本发明实施例中裁切机构的内部结构示意图二;
31.图12为本发明实施例中裁切机构的第一剖面结构示意图;
32.图13为本发明实施例中裁切机构的第二剖面结构示意图;
33.图14为本发明实施例中裁切刀的结构示意图;
34.图15为本发明实施例中排废组件的结构示意图;
35.图16为本发明实施例中检测机构的结构示意图;
36.图17为本发明实施例中检测盘的结构示意图;
37.图18为本发明实施例中检测托盘组件的结构示意图;
38.图19为本发明实施例中检测托盘组件的剖面结构示意图;
39.图20为本发明实施例中第一抓取组件的结构示意图;
40.图21为本发明实施例中原材料定位组件的结构示意图一;
41.图22为本发明实施例中原材料定位组件的结构示意图二;
42.图23为本发明实施例中第二抓取组件的结构示意图。
43.图中:
44.100、料盘;200、注塑组件;201、产品;202、注塑桥架;2021、胶口柱;300、显示屏;400、报警器;
45.1、双工位上下料机构;
46.11、取料架;111、第一承载驱动件;112、第一承载块;113、第一承载座;114、支撑件;115、高度限位开关;
47.12、收料架;
48.13、取料组件;131、第一转移组件;1311、第一转移板;1312、第一吸盘固定件;13121、吸盘固定块;13122、吸盘固定杆;13123、吸盘滑块;1313、第一吸嘴;1314、仿形块;1315、横向限位杆;1316、横向限位驱动件;1317、横向压块;1318、横向弹性件;
49.132、第二转移组件;
50.133、取料滑台;134、滑台驱动组件;135、取料升降板;136、取料驱动件;137、取料丝杆;138、取料螺母;139、高位板;
51.2、裁切机构;21、裁切压板;211、裁切板滑柱;22、裁切刀;221、翻边;222、裁切部;23、第一压载件;231、第一上载板;232、第一下载板;233、第一压载模具;234、第一裁切弹性件;24、裁切运输盘;25、第一固定板;251、第二固定板;252、导向件;26、定位销钉;27、第二压载件;2701、第二压载头;2702、第二压载盖;271、第二裁切弹性件;28、排废组件;281、排废压板;282、排废弹性件;283、排废动力件;284、排废成品抓取组件;2841、夹爪气缸;2842、夹持块;285、排废压载件;29、裁切驱动组件;291、第三裁切弹性件;
52.3、检测机构;31、检测相机组件;32、检测支架;33、检测托盘组件;331、检测盘;3311、透光孔;3312、吸孔;332、检测托盘驱动件;34、补光灯;35、检测定位组件;351、定位块;3511、滑动部;3512、定位部;352、定位弹性件;353、定位盖板;36、连接柱;361、第一通孔;362、第二通孔;37、密封圈;38、万向联轴器;39、角度检测组件;
53.4、原材料定位组件;41、定位壳体;411、限位通道;42、定位滑块;421、定位条;43、限位弹性件;44、升降气缸;
54.5、第一抓取组件;51、原材料抓手组件;511、原材料连接件;512、原材料吸盘;513、原材料弹性件;52、成品抓手组件;
55.6、第二抓取组件;61、抓取调整支架;62、宽度调整板;63、长度调整板;64、宽度板;65、安装杆;
56.7、机架。
具体实施方式
57.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
58.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、仅用于描述目的,而不能理解为指示或暗示相对重要性。其中,术语“第一位置”和“第二位置”为两个不同的位置,而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
59.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
60.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
61.如图1-23所示,本实施例提供一种无线充电垫片后处理系统,该无线充电垫片后处理系统包括双工位上下料机构1、裁切机构2、检测机构3和第一抓取组件5。其中,双工位上下料机构1用于供应盛有注塑组件200的料盘100,并回收用完注塑组件200的料盘100,注塑组件200包括相互连接的产品201和注塑桥架202;裁切机构2用于在产品201与注塑桥架202的连接处进行裁切并将二者分离;检测机构3用于检测与注塑桥架202分离的产品201。第一抓取组件5包括原材料抓手组件51和成品抓手组件52,第一抓取组件5具有取料位置和放料位置;第一抓取组件5位于取料位置时,原材料抓手组件51从双工位上下料机构1抓取注塑组件200;成品抓手组件52从裁切机构2抓取产品201;第一抓取组件5位于放料位置时,原材料抓手组件51将注塑组件200放置于裁切机构2,成品抓手组件52将产品201放置于检测机构3。
62.本实施例中,上述设置能实现产品201的供料、裁切和检测工序,提高了对注塑组件200的裁切效率和成品率,且通过第一抓取组件5和各个机构位置的合理布局,实现了一个抓取组件同时能抓取不同工位上的注塑组件200和产品201,提高了后处理效率,降低转移成本。
63.关于双工位上下料机构1的结构,本实施例中,具体地,双工位上下料机构1包括取料架11、收料架12和取料组件13,其中,取料架11用于堆叠放置若干带有注塑组件200的料
盘100;收料架12用于堆叠放置若干空的料盘100,收料架12和取料架11之间设有上料位。取料组件13包括第一转移组件131和第二转移组件132,取料组件13具有第一位置和第二位置,取料组件13位于第一位置时,第一转移组件131能将取料架11内的料盘100取出,第二转移组件132能将位于上料位的料盘100取出,当取料组件13位于第二位置时,第一转移组件131能将料盘100放置于上料位,第二转移组件132能将料盘100放置于收料架12。
64.借助上述设置,能实现从取料架11将带有注塑组件200的料盘100转移至上料位,以供应注塑组件200,并能将取走注塑组件200的料盘100转移至收料架12,同一个取料组件13在两个位置之间的移动可以实现上述工序,较于两个机械臂的结构的设置,节省了取料组件13的数量,节约成本。且故障率较低,即使出现故障,也便于维护,也不会出现碰撞等事故。
65.具体地,取料架11包括第一承载组件,机架7设有取料通道,第一承载组件设于机架7,第一承载组件的输出端具有承载位置和收缩位置,第一承载组件的输出端位于承载位置时能承载料盘100,第一承载组件位于收缩位置时,料盘100能落入取料通道。借助上述结构的设置,实现了对料盘100的承托与释放,进而使得料盘100可以从下方取出,提高了系统的空间利用率。本实施例中,第一承载组件用于承载带有注塑组件200的料盘100。
66.关于第一承载组件,本实施例中,具体地,第一承载组件包括第一承载驱动件111、第一承载块112和第一承载座113,第一承载座113设有第一承载孔,第一承载座113固定于机架7,第一承载驱动件111固定于第一承载座113,第一承载块112滑动设于第一承载孔内且连接于第一承载驱动件111的输出端。该设置使得当第一承载块112伸出时,能承载托盘,当第一承载孔收缩时,托盘能自动下落。
67.进一步地,取料架11包括还若干支撑件114,若干支撑件114设于机架7,且围设于取料通道,料盘100放置于若干支撑件114内。上述设置实现了对料盘100周向的定位,避免在工作过程中,由于振动等原因导致堆叠的料盘100倾倒,提高了工作的安全性。优选地,支撑件114为角铁,料盘100为长方形结构,四个角铁分别设于料盘100的四个角。
68.收料架12包括第二承载组件,第二承载组件用于承载不带注塑组件200的料盘100,第二承载组件的结构和第一承载组件大体相同,不同之处在于,第二承载组件还设有高度限位开关115,高度限位开关115设于收料架12中的支撑件114的上端,当第二承载组件上的料盘100数量超过预设值时,会触发高度限位开关115,高度限位开关115向控制器发出反馈信号,控制器通过报警器400向工作人员做出报警提示。可选地,高度限位开关115可以为光电限位开关。本实施例中,可选地,第一承载组件也设有高度限位开关115,高度限位开关115设于取料架11的支撑件114的下端,当料盘100数量少于预设值时,触发第一承载组件的高度限位开关115,并通过控制器和报警器400向工作人员做出报警提示。
69.优选地,取料组件13还包括取料滑台133和滑台驱动组件134,取料滑台133滑动设于机架7,滑台驱动组件134设于机架7且滑台驱动组件134的输出端连接取料滑台133,第一转移组件131和第二转移组件132设于取料滑台133。可选地,取料滑台133设有滑块,机架7设有滑轨,滑块在滑轨上滑动。滑台驱动组件134包括滑台驱动件、滑台丝杆和滑台螺母,滑台丝杆转动设于机架7,滑台螺母固接于取料滑台133且和滑台丝杆螺纹配合,滑台驱动件固设于机架7,且滑台驱动件的输出端连接于滑台丝杆的一端,可选地,滑台驱动件可以为伺服电机或气缸。借助取料滑台133的滑动设置,实现了对料盘100在同一方向的平稳转移。
当然,在本实施例中的其他实施方式中,取料滑台133还可以转动设置于机架7,以适应不同结构的机架7以及裁切机构2和检测机构3的布局,具体地,滑台旋转驱动件设于机架7,取料滑台133连接于滑台旋转驱动件上竖直设置的出输端。
70.关于第一转移组件131和第二转移组件132的升降,本实施例中,可选地,取料组件13还包括两个取料升降驱动组件,两个取料升降驱动组件设于取料滑台133,第一转移组件131和第二转移组件132分别连接于两个取料升降驱动组件的输出端,两个取料升降驱动组件分别用于驱动第一转移组件131和第二转移组件132升降。该设置能实现第一转移组件131和第二转移组件132的分开控制,能适应在不同工位处料盘100不同的高度需求,且有利于提高取料盘100和放料盘100的效率。
71.其他实施例中,在取料架11取料盘100、收料架12放料盘100以及在上料位放置料盘100时高度一致时,还可以设置滑台升降件,滑台升降件设于机架7,且其输出端连接取料滑台133,以驱动取料滑台133升降。
72.取料升降驱动组件具体包括取料升降板135、取料驱动件136、取料丝杆137和取料螺母138,取料丝杆137转动设于机架7,取料螺母138固定于取料升降板135,且和取料丝杆137螺纹配合,取料升降板135滑动设于机架7;取料升降板135通过取料连接杆固定于第一转移组件131下方,取料驱动件136固定于机架7且取料驱动件136的输出端于取料丝杆137传动连接。该设置能实现取料升降板135的升降控制,进而实现对第一转移组件131的升降控制,取料丝杆137和取料螺母138的配合,使得动力传输稳定。取料驱动件136可选为伺服电机。
73.进一步地,取料升降驱动组件还包括高位板139,高位板139通过取料升降滑轨固定于机架7,取料升降板135滑动设于取料升降滑轨,优选地,取料升降板135和取料升降滑轨之间设有滑动轴承。取料丝杆137两端分别转动设于机架7和高位板139,取料驱动件136设于机架7,取料驱动件136的输出端朝下,且取料驱动件136的输出轴和取料丝杆137平行设置,取料驱动件136和取料丝杆137之间通过皮带传动连接,皮带可选为齿形带。优选地,取料驱动件136位于机架7和高位板139之间,可选地,取料升降板135和高位板139均设有避让槽,以避让取料驱动件136。该设置避免了取料驱动件136额外占用空间,提高了空间利用率。
74.本实施例中,第一转移组件131包括第一转移板1311和第一吸盘组件,第一转移板1311通过取料连接杆固设于取料升降板135上方;第一吸盘组件设于第一转移板1311。上述设置能实现对料盘100的吸附固定,提高了工作的稳定性。
75.具体地,第一转移板1311设有贯通其两侧板面的通孔,第一吸盘组件包括第一吸盘固定件1312和第一吸嘴1313,第一吸盘固定件1312固定于第一转移板1311的下板面,第一吸嘴1313固定于第一吸盘固定件1312,且第一吸嘴1313的吸合面和第一转移板1311的上板面共面。优选地,第一吸嘴1313为橡胶材质,吸附料盘100时其吸合面和第一转移板1311的上板面共面。该设置一方面能实现对料盘100的吸附;另一方面,还能通过第一转移板1311对料盘100进行支撑,避免压伤第一吸嘴1313。可选地,第一吸盘固定件1312包括吸盘固定块13121、吸盘固定杆13122和吸盘滑块13123,吸盘固定块13121设有条形孔,固定螺栓穿过条形孔将吸盘固定块13121固定于第一转移板1311,吸盘固定杆13122设于吸盘固定块13121上,吸盘滑块13123位置可调地设于吸盘固定杆13122。条形孔的延伸方向和吸盘固定
杆13122的长度方向垂直。具体地,吸盘滑块13123设有滑孔和贯通至滑孔的切缝,吸盘滑块13123于切缝两侧一侧设有光孔,另一侧设有螺纹孔,滑块套设于吸盘固定杆13122上,固定梁螺栓穿过光孔与螺纹孔螺接,切缝被挤压变窄,使得吸盘滑块13123固定于吸盘固定杆13122,固定梁螺栓松动时,吸盘滑块13123能在吸盘固定杆13122上滑动。第一吸嘴1313固定于吸盘滑块13123。本实施例中,该设置能实现对第一吸嘴1313的位置调整,以适应不同料盘100的底部的结构。
76.可选地,第一转移组件131还包括仿形块1314,仿形块1314设于第一转移板1311的上表面,用于和料盘100的底面结构配合。具体地,料盘100的底面设有圆柱状突起,仿形块1314设有圆形槽,圆柱状突起能插接于圆形槽内。可选地,仿形块1314的数量设有四个,分别位于第一转移板1311的四个角处。
77.作为优选,第一转移组件131还包括两组相对设置的横向限位组件,横向限位组件用于限制料盘100的横向位置。可选地,两组横向限位组件的连线平行于第一转移组件131从第一位置到第二位置的方向,借助横向限位组件的设置,能实现对料盘100的横向限位,即机架7宽度方向的限位,避免第一转移组件131移动位置过程料盘100位置出现偏移。具体地,横向限位组件包括横向限位杆1315和横向限位驱动件1316,横向限位杆1315横向滑动设于第一转移板1311,横向限位驱动件1316固定于第一转移板1311,且横向限位驱动件1316的输出端连接于横向限位杆1315。可选地,横向限位驱动件1316可以为气缸。
78.进一步地,横向限位组件还包括横向压块1317,横向压块1317通过等高螺丝连接于横向限位杆1315,横向压块1317和横向限位杆1315之间设有横向弹性件1318,横向弹性件1318可选为弹簧。具体地,等高螺丝穿过横向限位杆1315上的光孔后螺接于横向压块1317,两个横向压块1317相对设置。该设置使得横向压块1317和料盘100之间的接触为柔性接触,避免横向限位驱动件1316的输出端移动行程过大,导致料盘100被夹破。
79.在本实施例的其他实施方式中,两组横向限位组件中有一个为固定限位板结构,固定限位板固定在第一转移板1311,横向限位组件中的横向压块1317和固定限位板用于夹持料盘100,该设置能在实现柔性夹持的前提下,降低成本。
80.本实施例中,第二转移组件132和第一转移组件131的结构相同,故在此不再赘述。
81.可选地,上料位设于取料架11和收料架12之间,上料位处设有第三承载组件,第三承载组件包括第二承载驱动件、第二承载块和第二承载座,第二承载座固定于机架7,第二承载驱动件固定于第二承载座,第二承载块滑动设于第二承载座且连接于第二承载驱动件的输出端。
82.切断产品201和注塑桥架202时,注塑桥架202会发生移动,进而导致裁切刀22未在产品201和注塑桥架202的连接处进行切割,切割完成后,有些产品201被切掉一部分,有些产品201上带有部分注塑桥架202,上述情况导致产品201无法使用,进而被认定为废品。
83.为避免上述情况的发生,本实施例中,关于裁切机构2的结构,具体地,裁切机构2包括裁切压板21、裁切刀22、第一压载件23、裁切驱动组件29和裁切运输盘24,裁切运输盘24设有裁切滑块,裁切滑块滑动设于固定在机架7上的裁切导轨,运输盘驱动件设于机架7,且其输出端连接于裁切运输盘24,裁切运输盘24用于承载并转移注塑组件200或产品201,裁切驱动组件29设于机架7,裁切压板21连接于裁切驱动组件29的输出端,第一压载件23滑动设于裁切压板21,且用于压载产品201,裁切刀22设于裁切压板21,且用于将产品201和注
塑桥架202切开,裁切驱动组件29包括裁切气缸,用于驱动裁切压板21靠近注塑组件200。该设置能将产品201和注塑桥架202切断分离,并在第一压载件23的作用下,避免裁切过程出现位置偏移,裁切刀22能够在产品201和注塑桥架202的连接处进行切割,且切口整齐,提高了裁切的成功率。
84.优选地,初始状态下,第一压载件23的位置低于裁切刀22的位置,裁切压板21下移过程中,第一压载件23先压载产品201,裁切压板21继续下移,第一压载件23保持不动,裁切刀22后切断产品201和注塑桥架202。该设置能使得裁切刀22切断产品201和注塑桥架202时,产品201已经被压紧,不易在切断过程出现位置偏移。
85.可选地,裁切机构2设有两组,原材料抓手组件51和成品抓手组件52均能抓取两组注塑组件200或两组产品201,两组裁切机构2公用一组裁切导轨,简化结构,节省成本。本实施例中,每组裁切机构2一次可以裁切三个注塑组件200。
86.本实施例中,可选地,裁切机构2还包括第一裁切弹性件234,第一裁切弹性件234设于裁切压板21和第一压载件23之间,用于使第一压载件23压紧产品201。该设置进一步提高了对产品201的压紧力,进一步改善了裁切的效果。不设置第一裁切弹性件234时,第一压载件23通过自重压载产品201。
87.关于第一裁切弹性件234的设置,本实施例中,可选地,裁切机构2还包括第一固定板25和多个等高螺丝,第一固定板25连接于裁切压板21,裁切压板21设有等高螺帽避让孔,等高螺帽避让孔的内径尺寸大于等高螺丝的螺帽的外径尺寸;第一固定板25设有若干贯通其两个端面的第一光孔,等高螺丝穿过第一光孔后螺接于第一压载件23的螺孔内,第一裁切弹性件234包括弹簧,弹簧套设于等高螺丝,且两端分别抵接第一固定板25和第一压载件23。该设置优化了第一压载件23的连接结构,使得裁切机构2的结构紧凑,占用空间小,当第一压载件23抵压注塑桥架202后,等高螺丝穿过等高螺帽避让孔。
88.进一步地,裁切机构2还包括第二固定板251,第二固定板251固定于裁切压板21,第一固定板25固定于第二固定板251的下端面,第二固定板251设有若干第二光孔,若干第二光孔与若干第一光孔数量相同且一一对应设置,弹簧的外径尺寸小于第一光孔的内径尺寸且大于第二光孔的内径尺寸,弹簧部分位于第一光孔内,且弹簧的两端分别抵接于第二固定板251和第一压载件23。第一裁切弹性件234部分位于第一光孔内,一方面能对第一裁切弹性件234起到保护作用,防止其受到外物撞击;另一方面,延长第一裁切弹性件234的长度,使得第一压载件23在和第一固定板25抵接前,第一裁切弹性件234仍在弹性形变范围内。
89.优选地,第二光孔为台阶孔,第二光孔中内径较大的孔的内径尺寸大于等高螺丝的螺帽的外径尺寸,第二光孔中内径较小的孔的内径尺寸小于等高螺丝的螺帽的外径尺寸,且小于第一裁切弹性件234的外径尺寸。该设置使得弹簧的一端抵接在第二固定板251的下端面,进而使得第一固定板25、第二固定板251、第一压载件23和第一裁切弹性件234被等高螺丝连接为一个整体部件,四者连接后作为一个整体连接于裁切压板21,便于装配。
90.为了适应圆环形的产品201结构,关于裁切刀22的位置,本实施例中,可选地,第一固定板25设有贯通其两端面的第一裁切通道,第一压载件23设有贯通其两端面的第二裁切通道,第一裁切通道和第二裁切通道同心设置,裁切刀22设于第一裁切通道和第二裁切通道内,且能相对第一压载件23滑动。该设置使得裁切刀22切下后,注塑桥架202和环形结构
的产品201被切开。
91.为固定裁切刀22,需要在裁切刀22上开孔,由于裁切刀22的材质较硬,后续加工工艺成本高,且开孔会降低裁切刀22的整体强度。本实施例中,优选地,第一固定板25靠近第二固定板251的一端设有避让槽,避让槽和第二固定板251围设成安装腔,裁切刀22远离刀刃的一端设有刀具翻边221,刀具翻边221设于避让槽内。该设置避免了传统的对裁切刀22进行开孔加工,提高了裁切刀22的强度,直接将裁切刀22放置于第一固定板25和第二固定板251之间即可完成裁切刀22的装配,提高了裁切刀22的安装效率,通过第二固定板251下压裁切刀22,通过第一固定板25上抬裁切刀22,进而实现了裁切刀22的下压和抬起驱动动作。
92.另外,上述设置,还使得第一固定板25、第二固定板251和裁切刀22形成一个整体结构,便于装配。
93.可选地,裁切机构2还包括导向件252,裁切刀22的刀具翻边221的外轮廓为圆形,安装腔为环形,导向件252设于第一固定板25和裁切刀22之间。该设置能避免裁切刀22发生转动,进而避免裁切部222和分支桥架之间发生错位,提高的裁切的精准度。
94.具体地,导向件252包括导向条,导向条的一端设有固定块,裁切刀22的外侧壁设有定向滑槽,第一固定板25的内侧壁设有固定滑槽,固定块设于避让槽内,导向条被限位于固定滑槽内,裁切刀22通过定向滑槽沿导向条滑动。该设置使得导向条的安装较为简单,进而提高了导向条的安装效率。另外,由于导向件252为易损件,将导向件252与裁切刀22和第一固定板25分体设置,使得导向条便于更换,降低维护成本。
95.可选地,第一压载件23包括第一上载板231、第一下载板232和第一压载模具233;第一下载板232设有避让部,第一压载模具233的一端设有注塑桥架202的上模具,裁切运输盘24设有注塑桥架202的下模具,第一压载模具233的另一端设有压模翻边,且第一压载模具233的压模翻边的外轮廓为非圆形,所述第一上载板231和第一下载板232螺接后,围设成安装腔体,第一压载模具233的压模翻边安装于安装腔体内。本实施例中,等高螺丝穿过第一上载板231并螺接于第一下载板232。该设置实现了第一压载模具233的分体生产,降低生产难度。
96.本实施例中,裁切机构2还包括定位销钉26,定位销钉26穿过第一固定板25的定位台阶孔、第一上载板231的第一上定位孔和第一下载板232的第一下定位孔后并穿出第一下载板232,穿出第一下载板232的部分能和裁切运输盘24上的定位槽插接。定位台阶孔中较大的孔的内径尺寸大于定位销钉26的止挡端的外径。该设置使得定位销钉26抵接于第二固定板251的下端面,且使得第一固定板25、第二固定板251和定位销钉26连为一体,且便于定位销钉26的安装。
97.优选地,裁切机构2还包括滑套,滑套的一端设有固定翻边,第一下定位孔为台阶孔,固定翻边位于第一下定位孔中的较大的孔内,定位销钉26穿过滑套。该设置使得滑套、第一上载板231和第一下载板232连为一体,且便于滑套的安装。其中,滑套结构,在图中未示出。
98.注塑桥架202包括若干分支桥架,产品201和每个分支桥架连接,裁切刀22可以为环形刃口,但是环形的刃口加工难度较大。可选地,裁切刀22的裁切端绕裁切刀22的中心间隔设有多个裁切部222,裁切部222的数量和分支桥架数量相同且一一对应设置,每个裁切
部222均设有刃口。
99.裁切机构2还包括第二压载件27和第二裁切弹性件271,第二压载件27滑动设于裁切压板21,第二裁切弹性件271设于裁切压板21和第二压载件27之间,第二压载件27用于压载注塑桥架202。具体地,裁切刀22设有贯通裁切刀22两端面的第三裁切通道,第二压载件27滑动设于裁切刀22的第三裁切通道内部,该设置使得裁切机构2的结构更加紧凑,减少空间的占用,节省材料和成本。除此以外,裁切刀22切割时,产品201和注塑桥架202均被压载,产品201和注塑桥架202均不会发生移动,切割刀口更加整齐。
100.进一步地,第二压载件27包括第二压载头2701和第二压载盖2702,第三裁切通道包括自上至下连通的第三上裁切通道、第三中裁切通道和第三下裁切通道,其中,第三上裁切通道和第三下裁切通道内径相同,且大于第三中裁切通道的内径,第二压载头2701包括第二压载部和第二压载连接部,第二压载部设于第二压载连接部的一端,第二压载盖2702连接于第二压载连接部,第二压载盖2702的外径尺寸和第二压载部的外径尺寸相同,且大于第二压载连接部的外径尺寸,第三中裁切通道的内径尺寸小于第二压载盖2702的外径尺寸且大于第二压载连接部的外径尺寸。在第二裁切弹性件271的作用下,第二压载盖2702抵接于裁切刀22的第三上裁切通道与第三中裁切通道的交界处,该设置能实现对第二压载件27的上下极限位置的限位,且能在裁切刀22向上移动过程中,带动第二压载件27向上运动。第二裁切弹性件271设于第二固定板251和第二压载头2701之间。第二固定板251下移,通过第二裁切弹性件271带动第二压载件27下移,当压载注塑桥架202后,第二固定板251继续下移时,第二压载件27保持不动,裁切刀22继续下移完成裁切动作。
101.可选地,裁切驱动组件29还包括第三裁切弹性件291,裁切压板21滑动设于机架7,第三裁切弹性件291设于机架7和裁切压板21之间,用于裁切压板21远离裁切运输盘24。该设置使得裁切压板21能自动复位,减少了裁切驱动组件29的工作量,降低能耗。具体地,第三裁切弹性件291包括弹簧,裁切机构2还包括裁切板滑柱211和固定于裁切板滑柱211一端的固定环,机架7设有裁切板滑槽,裁切板滑柱211穿过裁切板滑槽后连接裁切压板21,弹簧套设于裁切板滑柱211,且两端抵接固定环和机架7。
102.优选地,裁切机构2还包括排废组件28,排废组件28包括排废压板281、排废压载件285、排废弹性件282、排废动力件283和排废成品抓取组件284,排废动力件283设于机架7,排废压板281设于排废动力件283的输出端,排废压载件285滑动设于排废压板281,用于压载产品201,排废弹性件282设于排废压板281和排废压载件285之间,用于使排废压载件285远离排废压板281;排废成品抓取组件284设于排废压板281,用于抓取与产品201分离的注塑桥架202。其中,排废动力件283可以为气缸。借助上述设置,当排废压板281下降时,排废压载件285先与产品201抵接并将产品201压紧于裁切运输盘24,排废压板281继续下降时,排废压载件285保持不动,排废成品抓取组件284继续下降以到能够抓取注塑桥架202的位置,并将注塑桥架202抓起来,排废压板281上升,排废压载件285与产品201分离,裁切运输盘24带着产品201移走,排废成品抓取组件284将注塑桥架202丢掉。
103.关于排废成品抓取组件284的结构,本实施例中,具体地,排废成品抓取组件284包括夹爪气缸2841和若干夹持块2842,夹爪气缸2841设于排废压板281,若干夹持块2842分别设于夹爪气缸2841的若干输出端,夹爪气缸2841用于驱动若干夹持块2842相互靠近或远离。夹持块2842设有三个或四个。进一步地,排废组件28还包括废弃桶,废弃通设于机架7,
且位于排废成品抓取组件284的下方。该设置使得注塑桥架202的抓取和丢弃步骤简单易实现,提高了注塑桥架202的丢弃速度。
104.可选地,排废压板281和排废压载件285之间通过等高螺丝连接,排废弹性件282包括弹簧,等高螺丝穿过排废板上的光孔后螺接于排废压载件285,弹簧套设于等高螺丝,且两端分别抵接排废压板281和排废压载件285。
105.可选地,排废压板281和机架7之间设有排废板弹性件,用于使排废压板281远离裁切运输盘24。
106.由于产品201上设有多个检测点,通常情况下,一次拍摄多个检测点,由于聚焦问题,容易造成多个检测点的结构不能被同时清晰地拍摄,导致分析出现误差。
107.关于检测机构3的具体结构,本实施例中,可选地,检测机构3包括检测相机组件31、检测支架32和检测托盘组件33,检测相机组件31设于机架7,检测相机组件31包括相机,相机位置可调地固定在机架7上。检测支架32能在接收位置和检测位置之间移动,检测托盘组件33转动设于检测支架32,检测支架32位于接收位置时,与注塑桥架202分离的产品201能被放置于检测托盘组件33,检测支架32位于检测位置时,检测托盘组件33每转动一次,产品201上的一个检测点位于相机的焦点位置,能被检测相机组件31中的相机拍摄。其中,检测点为产品201和注塑桥架202的切割刀口。借助上述设置,实现了对产品201的多个检测点的拍摄,避免了同时拍摄多个检测点导致检测出现误差的情况。
108.关于检测托盘组件33的结构,本实施例中,可选地,检测托盘组件33包括检测盘331和检测托盘驱动件332,检测托盘驱动件332设于检测支架32,检测盘331设于检测托盘驱动件332的输出端,检测盘331用于放置产品201。其中,检测托盘驱动件332可以为伺服电机。该设置能实现检测盘331的转动,进而带动产品201转动,产品201转动过程,产品201的检测点被相机一一拍摄。优选地,产品201上具有十个检测点,检测盘331需要转动十次,才能完成一个产品201的全部检测点的检测。
109.为提高相机的拍照质量,本实施例中,可选地,检测机构3还包括补光灯34,补光灯34设于检测支架32,且位于检测盘331下方,检测盘331设有若干透光孔3311,产品201的若干检测点分别位于若干透光孔3311上。其中,透光孔3311设有十个,补光灯34设有一个,检测盘331转动十次完成一周的转动,在转动过程中补光灯34分别透过十个透光孔3311对十个检测点进行补光。优选地,补光灯34的发光面积大于透光孔3311的面积。该设置使得透光孔3311内的光较为均匀,避免检测点出现阴影。
110.检测机构3包括多个检测定位组件35,检测定位组件35包括定位块351,定位块351滑动设于检测盘331,多个检测定位组件35的定位块351均能在定位位置和避让位置之间移动,多个定位块351均在定位位置时能定位产品201。该设置能对产品201进行定位,使得产品201放在预设位置,产品201的检测点在转动到预设位置时,能和相机的焦距重合,提高了拍照精度。
111.关于定位块351的驱动方式,具体地,检测定位组件35还包括多个定位弹性件352,多个定位弹性件352分别设于检测盘331和多个定位块351之间,多个定位弹性件352用于使多个定位块351均止动于定位位置。上述设置结构简单,且能实现对产品201的夹持定位。
112.由于产品201为圆环形结构,关于定位块351相互分离的方式,本实施例中,定位块351包括滑动部3511和设于滑动部3511上的定位部3512,滑动部3511滑动设于检测盘331,
定位弹性件352设于滑动部3511和检测盘331之间,定位部3512远离滑动部3511的一端设有倒角,未放入产品201时,多个定位部3512的倒角处的内接圆的最大直径尺寸大于产品201的外径尺寸,且多个定位部3512的倒角处的内接圆的最小直径尺寸小于产品201的外径尺寸。上述设置,使得产品201下压过程,抵接定位部3512的倒角处,使得定位部3512向外扩张,带动滑动部3511向外扩张,定位弹性件352被压缩,当产品201放置检测盘331的上表面时被多个定位部3512夹紧。
113.当然,关于定位块351相互分离的方式,在其他实施例中,还可以通过多个伺服电机分别驱动。
114.可选地,检测盘331设有定位滑槽,检测定位组件35还包括定位盖板353,定位盖板353盖设于定位滑槽,并围设成定位滑腔,滑动部3511滑动设于定位滑腔内,定位弹性件352也设于定位滑腔内。
115.本实施例中,优选地,检测机构3包括检测固定组件,检测固定组件包括多个吸孔3312,吸孔3312设于检测盘331,用于吸附放置于检测盘331的产品201。该设置能对产品201进行吸附固定,避免检测过程出现位置偏移,提高检测精度。
116.具体地,检测机构3还包括连接柱36和两个密封圈37,连接柱36转动连接于检测支架32,连接柱36设有相互连通的第一通孔361和第二通孔362,第一通孔361设于连接柱36内部,且沿连接柱36的轴线设置,第二通孔362贯通第一通孔361的侧壁,第一通孔361远离第二通孔362的一端连通吸孔3312,第二通孔362远离第一通孔361的一端连通外部气源,两个密封圈37均设于连接柱36和检测支架32之间,两个密封圈37均套设于连接柱36,且分别位于第二通孔362的两侧,连接柱36的一端连接于检测托盘驱动件332,检测盘331固设于连接柱36的另一端。借助上述设置,使得气压能传递至旋转的检测盘331。
117.本实施例中,可选地,检测机构3还包括万向联轴器38,万向联轴器38连接于连接柱36和检测托盘驱动件332之间。万向联轴器38的设置提高了检测托盘驱动件332和连接柱36连接的便利性。
118.进一步地,检测机构3还包括角度检测组件39,角度检测组件39用于检测检测盘331转动的角度。该设置能实现对检测盘331转动角度的检测,当检测托盘驱动件332控制出现故障时,角度检测组件39检测出检测盘331转动的角度与预设值不同,则会向控制器发出反馈信号,进而控制器通过报警器400进行报警,且同时停止检测。可选地,角度检测组件39包括光电传感器和角度盘,角度盘周向设有十个通孔,十个通孔和十个透光孔3311一一对应设置,角度盘固定于连接柱36,光电传感器通过检测通孔的位置检测角度盘转动的角度。
119.可选地,检测托盘组件33设有六个,分为三组,每组中的两个检测托盘组件33中的两个补光灯34位于两个检测盘331的外侧。借助上述设置,能避免补光灯34之间的相互干扰,进而避免了检测点出现阴影。本实施例中,光电传感器和补光灯34关于连接柱36相对称,连接柱36能对补光灯34遮挡,避免影响光电传感器的灵敏性。
120.第一抓取组件5还包括第一升降抓取架和第一横移抓取架,第一横移抓取架沿机架7的长度方向滑动设于机架7,第一升降抓取架沿机架7的高度方向滑动设于第一横移抓取架,原材料抓手组件51和成品抓手组件52分别沿机架7的长度方向设于第一升降抓取架的两端,第一升降抓取架和第一横移抓取架均通过伺服电机驱动、丝杆螺母组件进行驱动。可选地,机架7的高度方向为竖直方向。其中,原材料抓取组件包括原材料支架,原材料连接
件511、原材料吸盘512和原材料弹性件513,原材料支架固定于第一升降抓取架,原材料连接件511沿竖直方向滑动设于原材料支架,原材料弹性件513设于原材料支架和原材料连接件511之间,用于使原材料连接件511远离第一升降抓取架,原材料吸盘512设于原材料连接件511上,原材料吸盘512用于吸附注塑桥架202。该设置使得原材料吸盘512可以吸附注塑桥架202,且在第一升降抓取架下降过程,原材料吸盘512可以在原材料弹性件513的作用下压紧注塑桥架202,进而保证吸嘴能和注塑桥架202贴合,且避免将注塑桥架202压伤。
121.本实施例中,可选地,成品抓手组件52的结构和原材料抓手组件51基本相同,唯一不同的是,成品抓手组件52包括成品吸盘,成品吸盘用于吸附产品201。
122.本实施例中,优选地,无线充电垫片后处理系统还包括原材料定位组件4和第二抓取组件6,第二抓取组件6用于将双工位上下料机构1上的注塑组件200转移至原材料定位组件4,原材料定位组件4用于注塑组件200二次定位,第一抓取组件5位于放料位置时,原材料抓手组件51从原材料定位组件4抓取注塑组件200。
123.关于原材料定位组件4,本实施例中,具体地,原材料定位组件4包括定位壳体41和定位滑块42,定位滑块42设有两个定位条421,定位壳体41固定于机架7,定位滑块42滑动设于机架7且在限位位置和打开位置之间移动,定位滑块42位于限位位置时,两个定位条421和定位壳体41围设成两个限位槽,注塑组件200包括至少两个胶口柱2021,两个胶口柱2021分别被限定在两个限位槽内,此时注塑组件200发生了一定的位移并发生了一定的转动,进而使得后续裁切过程,裁切刀22的刃口位置能对准产品201和注塑桥架202的连接点。胶口柱2021是在注塑过程留下的柱状结构,胶口柱2021和注胶孔结构相同。
124.可选地,定位壳体41设有贯通的限位通道411,定位壳体41罩设于定位滑块42,定位条421穿过限位通道411,且在限位位置时,定位条421和限位通道411的侧壁形成两个限位槽。
125.原材料定位组件4还包括限位弹性件43和升降气缸44,升降气缸44设于机架7,定位滑块42设有沿竖直方向延伸的推动部,推动部设有滚轮,升降气缸44的输出轴设有斜面,斜面在竖直方向沿远离定位滑块42的方向倾斜于滚轮,限位弹性件43设于机架7和定位滑块42之间,用于使定位滑块42止动于打开位置。该设置使得升降气缸44升起时斜面抵接滚轮,进而推动定位滑块42移动至限位位置。可选地,定位滑块42设有限位柱,用于限制定位滑块42在限位位置时的极限位置。
126.关于第二抓取组件6的结构,本实施例中,可选地,第二抓取组件6包括第二横移抓取架、第二升降抓取架、抓取调整组件和若干吸盘,第二横移抓取架沿机架7的长度方向滑动设于机架7,第二升降抓取架沿机架7的高度方向滑动设于第二横移抓取架,抓取调整组件设于第二升降抓取架,若干吸盘位置可调地设于抓取调整组件,抓取调整组件用于调整各个吸盘之间的距离。该设置能实现多种尺寸的注塑组件200的抓取。第二横移抓取架和第二升降抓取架均通过伺服电机和丝杠螺母组件驱动。
127.具体地,抓取调整组件包括抓取调整支架61、宽度调整板62、两个长度调整板63、两个宽度板64和六个安装杆65,两个宽度板64沿机架7的宽度方向间隔设置,且沿机架7的宽度方向滑动设于抓取调整支架61,宽度板64设有宽度销轴,宽度调整板62沿机架7的长度方向滑动设于机架7,宽度调整板62设有两个均贯通宽度调整板62两个端面的宽度调节槽,操作者面向无线充电垫片后处理系统,在沿机架7的长度方向,两个宽度调节槽之间的距离
从左到右逐渐缩小,两个宽度销轴分别穿设于两个宽度调节槽中,宽度调节气缸设于抓取调整支架61,且其输出端连接于宽度调整板62,用于驱动宽度调整板62移动,进而带动两个宽度板64之间的距离扩大或缩小。长度调整板63设有三个长度均贯通长度调整板63的两端面的长度调节槽,中间的长度调节槽沿竖直方向延伸,两侧的两个长度调节槽之间的距离,自上至下逐渐缩小。长度调整板63沿竖直方向滑动设于宽度板64,每个宽度板64上沿机架7的长度方向间隔且滑动设有三个安装杆65,每个安装杆65设有一个吸盘,安装杆65设有长度销轴,中间的安装杆65的长度销轴穿设于中间的长度调节槽中,两侧的两个长度销轴分别穿设于两侧的两个长度调节槽中,长度调节气缸固设于宽度板64,且长度调节气缸的输出端连接于长度调整板63,用于驱动长度调整板63移动,进而带动三个安装杆65之间的距离扩大或缩小,最终完成吸盘之间距离的调整。
128.可选地,无线充电垫片后处理系统还包括显示屏300,显示屏300设于机架7,用于显示系统的运行数据。操作者面向机架7的显示屏300,机架7的长度方向为机架7的左右方向,机架7的宽度方向为前后方向。
129.显然,本发明的上述实施例仅仅是为了清楚说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。