1.本实用新型涉及汽车制造技术领域,特别是一种用于起拔预装小车定位销的工具。
背景技术:
2.在车辆装配线上,预装小车是用于在装配线上支撑车架的工具,如附图1和附图2所示,预装小车的底部横梁上固定焊接有定位销套筒101,定位销套筒101内设置有定位销102,定位销102在外力作用下能在定位销套筒101内向下移动插入下方地板拖链103的孔内,实现与地板拖链103的连接,然后在地板拖链103的带动下在生产线上移动。从附图1和附图2的结构可以看出,定位销102的外周面上沿径向设置有一个限位销轴1021,当定位销102下移时,限位销轴1021随之沿定位销套筒101上的l形导向槽的较长导向槽下移到底部,然后旋转定位销102,使限位销轴1021向右移动到l形导向槽的较短导向槽内,在下部的弹簧104回复力作用下,限位销轴1021被固定在较短导向槽内,此时,定位销102插入地板拖链103的孔内与地板拖链103连接;当地板拖链103带动预装小车就位,且将需要装配的车架放置在预装小车上固定妥当后,需要将预装小车与地板拖链103的连接解除,此时需要下压并反向旋转定位销102,使限位销轴1021从l形导向槽的较短导向槽移动到较长导向槽内,然后在弹簧104回复力的作用下,定位销102向上移动从地板拖链103的孔内拔出。然而,由于起拔定位销102时,预装小车上放置有车架,特别是商用车的车架尺寸较大,车架伸出预装小车的部分较长,加上预装小车的高度较低,操作人员的操作空间非常有限,很难钻到预装小车下起拔定位销,仅靠徒手操作费时费力,严重影响生产效率。
技术实现要素:
3.针对背景技术的问题,本实用新型提供一种用于起拔预装小车定位销的工具,以解决现有技术中直接起拔预装小车定位销困难,费时费力,严重影响生产效率的问题。
4.为实现本实用新型的目的,本实用新型提供了一种用于起拔预装小车定位销的工具,其创新点在于:所述工具包括压头、压套和压杆;所述压头包括芯轴和压盘,所述芯轴为圆柱形结构体,所述芯轴的上端面上固定设置有端挡板,所述芯轴的下端面与压盘的上端面固定连接,所述压盘的下端面上设置有第一圆形凹槽,所述第一圆形凹槽的径向尺寸大小与所述预装小车定位销的头部直径大小匹配,所述第一圆形凹槽的轴心线与所述芯轴的轴心线共线,所述芯轴的外周面上沿轴向设置有螺旋槽;
5.所述压套为圆筒形结构体,所述压套的内孔由下孔段和上孔段组成,所述下孔段的直径与所述芯轴的直径匹配,所述上孔段的直径比下孔段的直径大,上孔段与下孔段之间形成台阶面;所述下孔段的孔壁上设置有第二圆形凹槽,第二圆形凹槽的开口沿下孔段的径向设置;所述端挡板的直径大于下孔段的直径且小于上孔段的直径;所述下孔段的长度小于所述芯轴的长度;
6.所述压套的下孔段套装在所述芯轴上,所述压杆的一端与所述压套的上端铰接连
接;所述压套与芯轴之间设置有滚珠,所述滚珠的直径大小与所述螺旋槽的横向尺寸大小匹配,所述滚珠的直径大小与所述第二圆形凹槽的径向尺寸大小匹配;所述滚珠的一部分设置在所述第二圆形凹槽内,所述滚珠的另一部分设置在所述螺旋槽内,当压套在芯轴上上下滑动时,所述滚珠即能在所述第二圆形凹槽内自由转动,还能在所述螺旋槽内来回滚动。
7.作为优化,所述第一圆形凹槽的底面上固定设置有橡胶垫圈。
8.作为优化,所述第二圆形凹槽和滚珠均有多个,多个所述滚珠与多个所述第二圆形凹槽一一对应。
9.作为优化,所述螺旋槽为双头螺旋槽,所述双头螺旋槽由相互平行的两个单螺旋槽组成,将多个滚珠分为两组,两组滚珠分别设置在两个单螺旋槽内。
10.作为优化,所述第二圆形凹槽的底部设置有螺纹通孔,所述螺纹通孔的直径大于所述滚珠的直径;所述压套的外周面上还设置有螺塞,所述螺塞套装在所述螺纹通孔内。
11.作为优化,所述端挡板与所述芯轴通过螺栓连接。
12.作为优化,所述压杆的外周面上套装有橡胶套。
13.本实用新型的原理如下:
14.由于车架的遮挡,操作人员很难直接靠近预装小车下部的定位销进行起拔操作,发明人为本工具设计了压杆,压杆的长度可根据实际需要设定,以便于操作人员在小车外即能将压头和压套部分伸入预装小车底部的定位销上方对定位销进行起拔操作。
15.由于操作人员不能近距离直接对定位销进行起拔操作,而定位销的起拔操作需要下压-旋转这两个连续的动作,且定位销的头部通常为圆头,没有用于旋转的止口等结构,同时由于预装小车下部结构空间小,往往没有让操作人员旋转压杆的空间,操作人员很难远距离利用压杆对定位销实现旋转这个动作。发明人通过研究和多次试验,创造性地发明了本技术所述的带螺旋槽结构的芯轴和带滚珠的压套配合来解决了上述技术难题;
16.当操作人员通过压杆将压头伸入小车底部定位销的上方时,只需要将第一圆形凹槽卡套在定位销的头部上,然后下压压套,压套上的滚珠即会通过螺旋槽对压头施加向下和沿螺旋方向的两个分力,此时,压头即会向下压定位销,同时通过第一圆形凹槽与定位销头部的摩擦力带动定位销旋转,然后定位销即可在自身弹簧力的作用下从地板拖链中拔出,整个操作过程,操作人员只需要使压头套在定位销上,给压头施加向下的力即可,不需要旋转压杆来带动定位销旋转,操作步骤极为简化,使得定位销的起拔变得非常便捷和轻松,极大提高了生产效率。
17.由此可见,本实用新型具有如下的有益效果:采用本实用新型所述的工具对预装小车的定位销进行起拔,解决了预装小车下部操作空间小,操作人员无法进入操作的问题,同时整个操作过程简单,省时省力,极大提高了生产效率。
附图说明
18.本实用新型的附图说明如下。
19.附图1 预装小车定位销的结构示意图;
20.附图2为附图1的剖视图;
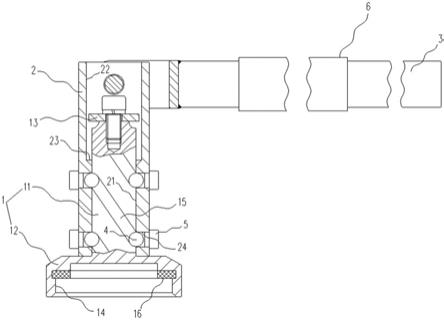
21.附图3为本实用新型的结构示意图;
22.附图4为压杆和压套铰接结构示意图;
23.附图5为将压头卡套在定位销头部的示意图;
24.附图6为将压套压下后定位销的状态示意图;
25.附图7为定位销从地板拖链中拔出的结构示意图。
26.图中:1、压头;2、压套;3、压杆;4、滚珠;5、螺塞;6、橡胶套;11、芯轴;12、压盘;13、端挡板;14、第一圆形凹槽;15、螺旋槽;16、橡胶垫圈;21、下孔段;22、上孔段;23、台阶面;24、第二圆形凹槽;101、定位销套筒;102、定位销;103、地板拖链;104、弹簧;105、支点;1021、限位销轴。
具体实施方式
27.下面结合实施例对本实用新型作进一步说明。
28.如附图3所示的用于起拔预装小车定位销的工具包括压头1、压套2和压杆3;所述压头1包括芯轴11和压盘12,所述芯轴11为圆柱形结构体,所述芯轴11的上端面上固定设置有端挡板13,本实施例中,为了便于安装和更换,所述端挡板13与所述芯轴11通过螺栓连接;所述芯轴11的下端面与压盘12的上端面固定连接,所述压盘12的下端面上设置有第一圆形凹槽14,所述第一圆形凹槽14的径向尺寸大小与所述预装小车定位销102的头部直径大小匹配,为了增大第一圆形凹槽14与定位销102的头部之间的摩擦力,以使压头压在定位销102上时能更有效地带动定位销102沿轴向旋转,所述第一圆形凹槽14的底面上固定设置有橡胶垫圈16。所述第一圆形凹槽14的轴心线与所述芯轴11的轴心线共线,所述芯轴11的外周面上沿轴向设置有螺旋槽15,螺旋槽的螺旋方向可根据定位销套筒上的l形导向槽的较短和较长的导向槽二者设置的左右方向来定,其目的是使压套下压通过螺旋槽带动芯轴旋转时,定位销上的限位销轴能从较短的导向槽中移动到较长的导向槽中,本实施例中,较短导向槽设置在较长导向槽的右侧,螺旋槽15采用左旋结构;
29.所述压套2为圆筒形结构体,所述压套2的内孔由下孔段21和上孔段22组成,所述下孔段22的直径与所述芯轴11的直径匹配,所述上孔段22的直径比下孔段21的直径大,上孔段22与下孔段21之间形成台阶面23;所述下孔段21的孔壁上设置有第二圆形凹槽24,所述第二圆形凹槽24的开口沿下孔段21的径向设置;
30.所述端挡板13的直径大于下孔段21的直径且小于上孔段22的直径;所述下孔段21的长度小于所述芯轴11的长度,以便给压套在芯轴的上下移动留出空间,当压套在芯轴上向下移动时,压套的下端面与压盘的上端面接触到达下极限位,当压套在芯轴上向上移动时,所述台阶面23与端挡板13的下侧面接触到达上级限位;
31.所述压套2的下孔段21套装在所述芯轴11上,所述压杆3的一端与所述压套2的上端铰接连接,如附图4所示,本实施例中,压杆3的一端为叉头结构,利用螺栓螺母将叉头和压套2的上端部按图示结构连接起来形成铰接连接,除本实施例所示的铰接结构外,还可以采用其他现有技术的铰接连接结构;
32.所述压套2与芯轴11之间设置有滚珠4,所述滚珠4的直径大小与所述螺旋槽15的横向尺寸大小匹配,所述滚珠4的直径大小与所述第二圆形凹槽24的径向尺寸大小匹配;所述滚珠4的一部分设置在所述第二圆形凹槽24内,所述滚珠4的另一部分设置在所述螺旋槽15内,当压套2在芯轴11上上下滑动时,所述滚珠4既能在所述第二圆形凹槽24内自由转动,
还能在所述螺旋槽15内来回滚动。
33.为了使压套对芯轴的施力各方向更平衡,施力效果更好更可靠,所述第二圆形凹槽24和滚珠4均有多个,多个所述滚珠4与多个所述第二圆形凹槽24一一对应,所述螺旋槽15为双头螺旋槽,所述双头螺旋槽由相互平行的两个单螺旋槽组成,将多个滚珠4分为两组,两组滚珠分别设置在两个单螺旋槽内,如附图3所示,多个滚珠在压套上可以按前、后、左、右四个方向对称设置,本实施例中,设置了6个滚珠,左右对称设置各2个,前后对称设置各1个。为了便于第二圆形凹槽24的加工和滚珠4的安装,所述第二圆形凹槽24的底部设置有螺纹通孔,所述螺纹通孔的直径大于所述滚珠4的直径;所述压套的外周面上还设置有螺塞5,所述螺塞5套装在所述螺纹通孔内。
34.另外,为了在操作过程中保护包括车架在内的其他零部件表面质量,所述压杆3的外周面上套装有橡胶套6。
35.如附图5所示,使用过程中,操作人员首先手持压杆的一端将压头、压套伸入预装小车的下部,将压盘的第一圆形凹槽套装在定位销的头部上,然后利用车架或预装小车上的结构体作为支点105,将压杆的中部靠在支点105上,对压杆的自由端施加向上的力f,此时,压套沿芯轴向下移动;如附图6所示,当压套下移时,利用滚珠通过螺旋槽同时对芯轴施加向下和向左旋转的力,定位销上的限位销轴向下移动同时向左旋转,限位销轴从较短导向槽移动到较长导向槽内;如附图7所示,在弹簧回复力的作用下,限位销轴沿较长导向槽向上移动,同时定位销也向上移动,直到定位销从地板拖链的孔中拔出,操作人员将本工具从定位销上取下即完成对定位销的起拔操作。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。