技术特征:
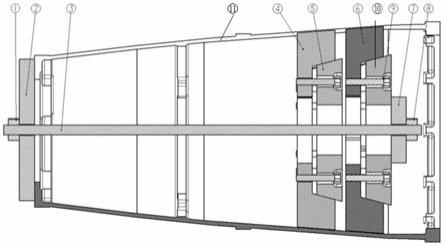
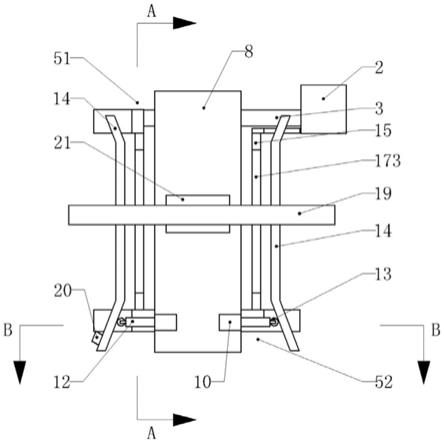
1.一种筒体类钛合金铸件校形装置,其特征在于:包括定位板(2)、螺杆(3)、第一外锥环(4)、第一内锥环(5)、第二外锥环(6)、第二内锥环(10)和若干夹紧螺栓(9),所述的螺杆(3)的一端自待校形工件(11)的轴线穿入待校形工件(11)的内部,另一端设置在待校形工件(11)的外部,螺杆(3)的另一端通过定位板(2)和第一定位螺母定位安装在待校形工件(11)的小径端处,所述的第一外锥环(4)、第一内锥环(5)、第二外锥环(6)和第二内锥环(10)自待校形工件(11)的小径端至大径端方向依次套设在螺杆(3)上,所述的第一内锥环(5)嵌套在第一外锥环(4)内,且通过若干半球型螺栓连接,所述的第二内锥环(10)嵌套在第二内锥环(10)内,且通过若干夹紧螺栓(9)连接,通过在螺杆(3)的一端套设垫块(7)和配合第二螺母(8)实现两个外锥环的定位;所述的第一外锥环(4)和第二外锥环(6)依次安装在待校形工件(11)的变形位置处,所述的第一外锥环(4)和第二外锥环(6)均为等分分瓣结构,第一外锥环(4)和第二外锥环(6)的外形分别与待校形工件(11)的对应变形位置处的内形相适应,第一外锥环(4)和第二外锥环(6)的内凹槽的槽面形状分别与对应的第一内锥环(5)和第二内锥环(10)的外形相适应。2.根据权利要求1所述的一种筒体类钛合金铸件校形装置,其特征在于:所述第一外锥环(4)和第二外锥环(6)均为四等分分瓣结构,且相邻的两瓣之间设有5mm间隙。3.根据权利要求1或2所述的一种筒体类钛合金铸件校形装置,其特征在于:在第一内锥环(5)和第二内锥环(10)上均圆周均布若干螺钉安装槽,且螺钉安装槽为长圆槽,相应的,在第一外锥环(4)和第二外锥环(6)的内凹槽底面上均匀开设若干螺纹孔,通过夹紧螺杆(3)穿过螺钉安装槽与对应位置的螺纹孔连接使外锥环与相应的内锥环连接,且通过调整夹紧螺杆(3),使第一外锥环(4)和第二外锥环(6)膨胀定位在待校形工件(11)的对应变形位置处。4.根据权利要求3所述的一种筒体类钛合金铸件校形装置,其特征在于:所述第一内锥环(5)和第二内锥环(10)上的长圆槽均向心布置。5.根据权利要求3或4所述的一种筒体类钛合金铸件校形装置,其特征在于:所述垫块(7)的外径大于第二内锥环(10)的内径,且小于第二内锥环(10)上的所有螺钉安装槽所围成内轮廓环线的直径,所述垫块(7)的外径大于第一内锥环的内径,且小于第一内锥环上的所有螺钉安装槽所围成内轮廓环线的直径。6.根据权利要求5所述的一种筒体类钛合金铸件校形装置,其特征在于:所述定位板(2)的外径大于待校形工件(11)的小径端内径。7.根据权利要求1、2或6所述的一种筒体类钛合金铸件校形装置,其特征在于:所述夹紧螺栓(9)为半球型内六角螺栓。8.根据权利要求1所述的一种筒体类钛合金铸件校形装置的校形方法,其特征在于:具体包括以下步骤:步骤1、安装定位板(2)和螺杆(3),并通过第一螺母(1)将螺杆(3)的一端定位在待校形工件(11)的小径端;步骤2、在位于待校形工件(11)内部的螺杆(3)上依次安装第一外锥环(4)和第一内锥环(5),且将第一外锥环(4)安装在待校形工件(11)的校形位置处,通过若干夹紧螺栓(9)初步将第一内锥环(5)安装在第一外锥环(4)内,然后在螺杆(3)上安装垫块(7)和第二螺母
(8),且转动第二螺母(8)使垫块(7)压紧第一内锥环(5),从而使第一外锥环(4)定位在待校形工件(11)的校形位置处;然后转动第一外锥环(4)和第一内锥环(5)之间的若干夹紧螺栓(9),第一内锥环(5)和第一外锥环(4)相向运动,第一外锥环(4)离心运动撑起待校形工件(11)的表面,直至第一外锥环的膨胀量达到所需要求;步骤3、拆除第二螺母(8)和垫块(7),在螺杆(3)上安装第二外锥环(6)和第二内锥环(10),且将第二外锥环(6)安装在待校形工件(11)的另一校形位置处,通过若干夹紧螺栓(9)初步将第一内锥环(5)安装在第一外锥环(4)内,然后在螺杆(3)上安装垫块(7)和第二螺母(8),且转动第二螺母(8)使垫块(7)压紧第二内锥环(10),从而使第二外锥环(6)定位在待校形工件(11)的另一校形位置处;然后转动第二外锥环(6)和第二内锥环(10)之间的若干夹紧螺栓(9),第二内锥环(10)和第二外锥环(6)相向运动,第二外锥环(6)离心运动撑起待校形工件(11)的表面,直至第二外锥环的膨胀量达到所需要求;至此完成校形装置的安装;步骤4、校形装置安装完成后,将校形装置连同待校形工件(11)一起放入加热炉中,加热至730
±
10℃,保温1.5-2.5h,随炉冷却至250℃以下后出炉,至此完成待校形工件(11)的校形。
技术总结
本发明提供了一种筒体类钛合金铸件校形装置及其校形方法,校形装置包括定位板、螺杆、第一外锥环、第一内锥环、第二外锥环、第二内锥环和若干夹紧螺栓,螺杆的一端穿入待校形工件的内部,另一端设置在外部,两个外锥环和两个内锥环均套设在螺杆上,第一内锥环嵌套在第一外锥环内,第二内锥环嵌套在第二内锥环内,均通过若干半球型螺栓连接,通过在螺杆的一端套设垫块和配合第二螺母实现两个外锥环的定位;第一外锥环和第二外锥环依次安装在待校形工件的变形位置处,两个外锥环均为等分分瓣结构,第一外锥环和第二外锥环的外形分别与待校形工件的对应变形位置处的内形相适应。本发明通过工装校形加热处理有效控制了铸件变形区域的圆度和轮廓度。域的圆度和轮廓度。域的圆度和轮廓度。
技术研发人员:桑海亮 李东芳 刘爽 齐林 刘俊宝
受保护的技术使用者:航天海鹰(哈尔滨)钛业有限公司
技术研发日:2021.12.23
技术公布日:2022/4/8
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。