一种s32760超级双相不锈钢无缝管的制造方法
技术领域
1.本发明涉及一种不锈钢无缝管的制造,具体涉及一种s32760超级双相不锈钢无缝管的制造方法,属于材料加工技术领域。
背景技术:
2.s32760是美标中的超级双相不锈钢,从成分来看,它的cr、mo和n的含量均要高于普通双相钢,且在普通双相钢的基础上添加了少量的wu和cu元素,所以它的抗点蚀当量pren也较高,一般在40-45。s32760超级双相钢对比普通双相钢,它的耐孔蚀耐缝隙腐蚀和耐晶间腐蚀的性能也要更优秀,主要应用在石油、天然气、化学加工、核能等腐蚀环境严峻的领域。
3.相比奥氏体不锈钢,uns s32760超级双相钢无缝钢管的热加工塑性差,冷加工变形抗力大。基于此,研发一种能克服上述缺陷的s32760超级双相钢无缝钢管的生产工艺,研制出化学成分、力学性能、金相组织、耐腐蚀性能等均能满足技术要求的s32760成品管成为本领域技术人员亟待解决的技术问题。
技术实现要素:
4.本发明所要解决的技术问题是,克服现有技术的缺点,提供一种s32760超级双相不锈钢无缝管的制造方法,该方法通过对工艺优化进行严格限定,解决了s32760热加工塑性差,冷加工变形抗力大所导致的成品质量不佳、成材率低等问题,该方法生产的产品尺寸精度高、表面质量好、组织性能稳定、实用性强,利于批量性生产。
5.为了解决以上技术问题,本发明提供一种s32760超级双相不锈钢无缝管的制造方法,具体包括以下步骤:
6.(一)将对应圆钢进行剥皮、切断、定芯,将圆钢采用穿孔机进行穿孔;
7.穿孔温度为1150-1200℃,加热时间为4-6小时,保温时间10-15min;
8.(二)将步骤(一)所得的毛管酸洗去除氧化皮;
9.(三)将步骤(二)所得的钢管进行变形工艺的冷轧,再热处理至成品规格,具体为:
10.将钢管在冷轧机组上进行两道次冷轧,每个道次冷轧后均进行去油、热处理、矫直、切管、酸洗、修磨,然后再进行超声、水压、取样、理化检验、终切,得到成品管;
11.轧制时冷轧变形量40-50%,延伸系数<2,轧制速度控制在60-110次/min,送进量为1-3mm/次,q值>1.2;
12.第一道次冷轧后外径偏差控制在
±
0.25mm,壁厚偏差控制在
±
0.25mm;
13.第二道次冷轧后外径偏差控制在
±
0.55mm,壁厚偏差控制在
±
0.30mm;
14.热处理时控制热处理温度为1080~1120℃,保温时间为壁厚
×
1~3min;
15.(四)将步骤(三)所得的成品管进行目视、渗透、尺寸检验、清洁、喷标及精整工序,最后进行包装入库。
16.本发明进一步限定的技术方案是:
17.进一步的,前述s32760超级双相不锈钢无缝管的制造方法中,步骤(一)中将对应圆钢进行剥皮,单边剥皮>1.5mm,剥皮结束的钢坯切棒,并在棒料一端钻φ(24
±
2)mm台阶状的定心孔,随后将定心结束的棒料送入斜底炉中加热穿孔,穿孔结束后,管子滚入冷却池中进行冷却,然后至检验台上进行检验。
18.前述s32760超级双相不锈钢无缝管的制造方法中,穿孔采用钼顶头穿孔。
19.前述s32760超级双相不锈钢无缝管的制造方法中,步骤(三)热处理时钢管均放在辊底炉内进行,炉内气氛为氧化性。
20.前述s32760超级双相不锈钢无缝管的制造方法中,该无缝管室温拉伸性能为:屈服强度控制在621-724mpa,抗拉强度≥793mpa,断后延伸率≥20%,hrc硬度≤30。
21.前述s32760超级双相不锈钢无缝管的制造方法中,制造出的无缝管其奥氏体-铁素体组织控制为:铁素体含量占比35-55%。
22.本发明的有益效果是:
23.本发明该方法通过对穿孔机参数、穿孔温度、中间品变形工艺、钢管过程热处理、成品变形工艺、成品热处理进行规定;解决了s32760热加工塑性差,冷加工变形抗力大所导致的成品质量不佳、成材率低等问题。
24.采用本发明的方法制备出的无缝管室温拉伸性能:屈服强度控制在621~724mpa,抗拉强度≥793mpa,断后延伸率≥20%,hrc硬度≤30。该方法生产的产品尺寸精度高、表面质量好、组织性能稳定、实用性强,利于批量性生产。
附图说明
25.图1为本发明s32760超级双相不锈钢无缝管的制造方法中冷加工流程图;
26.图2为对穿孔后毛管进行取样分析后有害相析出图;
27.图3为对穿孔后毛管进行取样分析后铁素体的含量图;
28.图4为不同变形量冷轧后双相钢材料的微观组织形貌图;
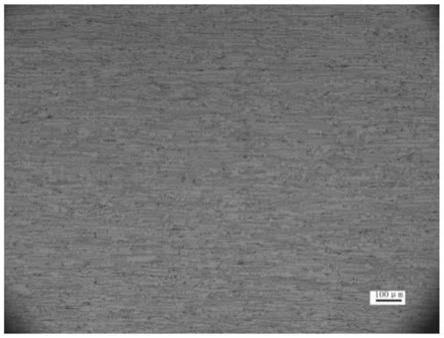
29.图5为使用本发明s32760超级双相不锈钢无缝管的制造方法制造出的s32760管成品100倍金相组织图。
具体实施方式
30.实施例1
31.本实施例提供的一种s32760超级双相不锈钢无缝管的制造方法,具体包括以下步骤:
32.(一)将φ130mm圆钢进行剥皮、切断、定芯,将圆钢采用穿孔机进行穿孔,具体为:
33.将φ130mm圆钢进行剥皮,单边剥皮2mm,剥皮结束的钢坯切棒,并在棒料一端钻φ(24
±
2)mm台阶状的定心孔,随后将定心结束的棒料送入斜底炉中加热穿孔,穿孔温度为1170℃,加热时间为4小时,保温时间10~15min,穿孔结束后,管子滚入冷却池中进行冷却,然后至检验台上进行检验;
34.穿孔全程采用钼顶头穿孔,穿孔机根据圆钢规格及成品规格不同采用不同设定参数,本实施例穿孔机设定参数如下表1所示:
35.表1穿孔机设定参数
[0036][0037]
本实施例穿孔温度为1170℃时,穿出来的一批s32760毛管内外表面较好,无明显裂纹缺陷,外表面轻微导板印,局部粘钢,内壁局部轻微顶头印;
[0038]
对穿孔后毛管进行取样分析,如图2-3所示,图2为有害相析出,图3为铁素体的含量,有图可见金相组织无明显夹杂和析出,铁素体质量分数为50%,毛管平均硬度约为28hrc;
[0039]
(二)将步骤(一)所得的毛管酸洗去除氧化皮;
[0040]
(三)将步骤(二)所得的钢管进行特定变形工艺的冷轧,特定制度下的热处理至成品规格,流程如图1所示,具体为:
[0041]
穿孔后φ128
×
14mm的s32760合格荒管在lg110冷轧机组上进行两道次轧制,两次轧制尺寸分别为φ108
×
9mm和φ88.9
×
5.49mm,每个道次冷轧后均进行去油、热处理、矫直、切管、酸洗、修磨,然后再进行超声、水压、取样、理化检验、终切,得到成品管;
[0042]
s32760材料冷加工比普通奥氏体不锈钢的屈服强度高,冷加工变形抗力大,延伸系数较普通奥氏体钢也要小;因此,我们采用两道次冷轧时需要合理的分配变形量,本实施例严格选取延伸系数<2,变形量40-50%的冷轧工艺参数的同时,选用合理的轧制速度60-110次/min和相对较小的送进量1-3mm/次确保其内外表面质量,通过q值>1.2来确保壁厚方向上的组织均匀性,从而提高尺寸精度和改善内壁质量,具体冷轧参数见下表2,技术要求尺寸精度和实际尺寸见表3,实际测量尺寸满足技术要求。
[0043]
表2冷轧参数
[0044][0045]
表3技术要求尺寸精度和实际测量尺寸
[0046][0047]
s32760φ108
×
9mm中间品管和φ88.9
×
5.49mm成品管热处理均放在辊底炉内进行,炉内气氛为氧化性(钢管热处理分为三种,还原性气氛、氧化性气氛、真空气氛,本发明采用氧化性气氛热处理,表面会生成氧化皮,酸洗后表面形成钝化膜,可以避免表面锈蚀),φ108
×
9mm中间品管加热温度1100℃,保温时间20min,快速冷却,φ88.9
×
5.49mm成品管加热温度1080℃,保温时间8min,快速冷却。
[0048]
图4为双相钢经不同变形量(5%、10%、15%、20%、30%、40%、60%、80%)冷轧后管材的透射电镜(tem)照片,从中可以看到,随着变形量的增加,达到15%以上的变形量时,
变形的晶粒内部出现明显的滑移带和孪晶带,且具一定的方向性;当变形量超过40%时,晶粒得到充分“粉碎”,晶界附近出现了高密度位错,且随着变形进一步增大,位错密度进一步提高。这些高密度位错的形成使晶粒产生了严重的晶格畸变,不仅在晶粒内部积累了大量的内能,同时使材料的强度、硬度急剧升高,即产生了所谓的“冷作硬化”;可见本发明变形量40-50%既能充分粉碎晶粒,又不使钢管冷作硬化过高导致加工塑性差的情况出现。
[0049]
在变形工艺确定的基础上,热处理是决定材料组织及性能的主要因素,s32760热处理工艺的选择必须建立在保证其金相两相比和力学性能的基础上,本实施例在φ88.9
×
5.49mm成品管热处理严格控制热处理温度为1080~1120℃,保温时间为壁厚乘以1~3(min),得到的无缝管其室温性能、高温性能、腐蚀性能、两相组织比例等均符合技术要求,具体如下表4-5所示;
[0050]
试验方法:astm a370-20:
[0051]
表4拉伸试验结果
[0052][0053]
试验方法:astm e18-20:
[0054]
表5硬度试验结果
[0055][0056]
试验方法:astm e407-07(2015)εl astm e562-19εl;
[0057]
试验过程:试样经磨制光腐蚀后按照astm e562-19εl在400x下的金相显微镜下检验10个视场铁素体面积百分含量,铁素体含量原始结果与统计分析结果见下面6-7,铁素体形貌见图3所示;
[0058]
表6铁素体含量原始结果
[0059]
[0060]
表7铁素体含量统计分析结果铁素体含量统计分析结果
[0061][0062]
试验方法:astm e407-07(2015)
εl
[0063]
试验过程:试样经磨制抛光后在金相显微镜下检验氮化物和碳氮化物,重新抛光腐蚀后检验晶间析出相、金属间相和σ相,检验结果见下表8,金相照片见图5;
[0064]
表8金相检验结果
[0065][0066]
(四)将步骤(三)所得的成品管进行目视、渗透、尺寸检验、清洁、喷标及精整工序,最后进行包装入库。
[0067]
在本实施例中,该无缝管室温拉伸性能为:屈服强度控制在645mpa,抗拉强度控制在840mpa,断后延伸率为34%,hrc硬度平均为22.2。
[0068]
制造的s32760样管显微组织为奥氏体-铁素体两相组织,铁素体仪测出铁素体质量分数为50%,满足铁素体含量35%~55%的技术条件要求,有害相σ相析出为0.2%,满足技术条件要求的≤0.5%,本发明该方法通过对穿孔机参数、穿孔温度、中间品变形工艺、钢管过程热处理、成品变形工艺、成品热处理进行规定;
[0069]
解决了s32760热加工塑性差,冷加工变形抗力大所导致的成品质量不佳、成材率低等问题,该方法生产的产品尺寸精度高、表面质量好、组织性能稳定、实用性强,利于批量性生产。
[0070]
通过成品力学性能中延伸率达到30%以上,hrc硬度平均值仅为22.2,证明通过此工艺生产的s32760无缝钢管提高了热加工塑性,降低冷加工变形抗力。
[0071]
除上述实施例外,本发明还可以有其他实施方式。凡采用等同替换或等效变换形成的技术方案,均落在本发明要求的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。