1.本发明涉及钣金加工成型技术领域,具体为一种钣金成型连接工艺装置。
背景技术:
2.图1为离心风机的蜗壳结构示意图,风机蜗壳包括两侧的侧板和中间的卷曲呈阿基米德线形状的壳板组成。由于是异形件,其生产、安装以及检修都较为复杂,绝大部分厂家直接将其焊接成整体,这样安装较为简便,但由于焊接存在焊接应力及热变形,因此通过此种方式制造的蜗壳材料较厚,使得材料成本较高,另外蜗壳部分为异形件,焊接难度大,生产效率低,特别是后期检修拆卸时极为困难,还有一部分安装时通过在蜗壳上焊接连接件通过螺栓连接,此种方式对于后期检修拆卸较为便捷,但是在安装制作时又较为复杂,耗时耗力,生产效率低。
技术实现要素:
3.本实用新型所要解决的技术问题为:现有两相互垂直的异形钣金件在无重叠面的情况下只能通过焊接的方式连接,焊接难度大,生产效率低,特别是后期检修拆卸时极为困难。
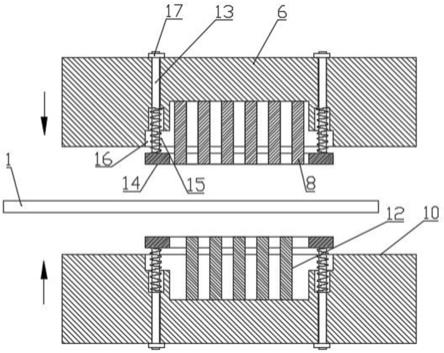
4.为解决以上问题,本实用新型采用的技术方案为:一种钣金成型连接工艺装置,包括上模和下模;所述上模底面和下模顶面设置有安装槽;所述上模的安装槽内呈间距设置有上模凸齿;所述下模的安装槽内呈间距设置有与上模凸齿相互咬合的下模凸齿;所述安装槽内设置有沉槽;所述沉槽内设置有可上下升降的压板框。
5.本实用新型的有益效果为:本装置可以将钣金件的的板面边缘放置在上模和下模之间,上模和下模相互咬合时,上模凸齿和下模凸齿相互咬合,可在钣金件的边缘形成平行于钣金件板面的螺齿工艺孔,螺齿工艺孔可以用于安装螺钉,从而使得相互垂直的两块钣金件可以通过螺钉相互连接。
6.作为本实用新型的进一步改进,所要解决的技术问题为:螺齿工艺孔与螺钉的契合度不高,导致螺钉连接不够牢固。
7.为解决上述技术问题,本实用新型进一步改进采用的技术方案为:所述上模凸齿和下模凸齿的顶面为圆弧面。
8.上述改进产生的有益效果为:使得螺齿工艺孔的内孔保持圆柱状,更加便于螺钉固定,提高固定牢固性。
9.作为本实用新型的进一步改进,所要解决的技术问题为:螺齿工艺孔与螺钉的连接不够牢固,容易松动。
10.为解决上述技术问题,本实用新型进一步改进采用的技术方案为:所述上模凸齿和下模凸齿的顶面设置有防滑纹路或螺纹。
11.上述改进产生的有益效果为:使得成型的螺齿工艺孔内壁上产生防滑纹路或者形成螺纹,进一步提高螺钉与螺齿工艺孔的连接牢固性。
12.作为本实用新型的进一步改进,所要解决的技术问题为:钣金件经本装置冲压形成螺齿工艺孔后,钣金件与模具的模齿容易卡住,不能快速的脱离模齿,导致分离困难。
13.为解决上述技术问题,本实用新型进一步改进采用的技术方案为:所述沉槽内设置有轴孔;所述压板框连接有滑轴;所述滑轴设置在所述轴孔内;所述滑轴上设置有使得压板框伸出来的压缩弹簧;所述滑轴尾端设置有限位件。
14.上述改进产生的有益效果为:当上下模对钣金件进行冲压形成螺齿工艺孔内,上下模分离时,上下模上的压板框在压缩弹簧的作用下,向外挤压钣金件,使得螺齿工艺孔自动与对应的模齿进行快速脱离,提高分离速度。
15.作为本实用新型的进一步改进,所要解决的技术问题为:模齿无法拆卸更换,导致其中一个模齿损坏后,只能将该模具全部替换掉,如此提高为维护成本。
16.为解决上述技术问题,本实用新型进一步改进采用的技术方案为:所述安装槽的两侧设置有用于卡入上模凸齿或下模凸齿的卡槽;所述上模或下模的侧边设置有定位孔;所述定位孔连通对应的卡槽。
17.上述改进产生的有益效果为:模齿与模具采用分离式结构,将模齿两侧卡入到对应卡槽内后,通过安装在定位孔内的紧定螺钉对模齿进行挤压固定住,既可以实现模齿的固定,又可以实现模齿的拆卸更换。
附图说明
18.图1为为蜗壳装置的结构示意图。
19.图2为为本装置的剖视结构示意图。
20.图3为为上模模齿结构示意图。
21.图4为为下模模齿结构示意图。
22.图5为为齿槽结构示意图。
23.图6为为压框的结构示意图。
24.图7为为螺齿工艺孔的结构示意图。
25.图8为为采用本装置加工的钣金成型结构示意图。
26.图9为为两块钣金件通过螺齿工艺孔连接在一起的结构示意图。
27.图中所述文字标注表示为:1、第一钣金件;2、螺齿工艺孔;3、第二钣金件;4、穿孔;5、螺钉;6、上模;7、安装槽;8、上模凸齿;9、圆弧凸齿;10、下模;12、下模凸齿;13、滑轴;14、压板框;15、压缩弹簧;16、沉槽;17、限位件;18、卡槽;19、定位孔;21、第一压边;22、第二压边。
具体实施方式
28.为了使本领域技术人员更好地理解本发明的技术方案,下面结合附图对本发明进行详细描述,本部分的描述仅是示范性和解释性,不应对本发明的保护范围有任何的限制作用。
29.实施例1:
30.如图2-6所示,一种钣金成型连接工艺装置,包括上模6和下模10;所述上模6底面和下模10顶面设置有安装槽7;所述上模6的安装槽7内呈间距设置有上模凸齿8;所述下模
10的安装槽7内呈间距设置有与上模凸齿8相互咬合的下模凸齿12;所述安装槽7内设置有沉槽16;所述沉槽16内设置有可上下升降的压板框14。上模6和下模10安装在机床上,上下模压合对钣金件进行螺齿工艺孔加工;安装槽7为矩形盲孔状;在安装槽7端口还设置有沉槽16,沉槽16为与安装槽7形状相配合的矩形;压板框14为矩形框,压板框14的厚度不高于沉槽16的深度;上下模处于分离状态时,压板框14处于伸出状态;上下模处于压合状态时,压板框14收拢在沉槽16内。
31.实施例2:
32.如图3-4所示,在上述实施例的基础上进一步优化:所述上模凸齿8和下模凸齿12的顶面为圆弧面。上模凸齿8下端为竖直状态,顶端为圆弧凸面9的结构;下模凸齿12为圆弧面结构,上模凸齿8的顶面和下模凸齿12的顶面咬合构成整圆结构。
33.实施例3:
34.如图3-4、7所示,在上述实施例的基础上进一步优化:所述上模凸齿8和下模凸齿12的顶面设置有防滑纹路或螺纹。上模凸齿8与下模凸齿12对钣金件进行压制形成螺齿工艺孔内,可以使得螺齿工艺孔的内壁上形成防滑纹路或者直接形成螺纹面,便于与螺钉5进行配合,提高螺钉5的固定牢固性。
35.实施例4:
36.如图2所示,在上述实施例的基础上进一步优化:所述沉槽16内设置有轴孔;所述压板框14连接有滑轴13;所述滑轴13设置在所述轴孔内;所述滑轴13上设置有使得压板框14伸出来的压缩弹簧15;所述滑轴13尾端设置有限位件17。沉槽16的四角设置有轴孔,压板框14的四角设置有滑轴13,各个滑轴13设置在对应的轴孔内;滑轴13上套接有压缩弹簧15,限位件17可以为螺母,或者卡箍。
37.实施例5:
38.如图5-6所示,在上述实施例的基础上进一步优化:所述安装槽7的两侧设置有用于卡入上模凸齿8或下模凸齿12的卡槽18;所述上模6或下模10的侧边设置有定位孔19;所述定位孔19连通对应的卡槽18。上模凸齿8或者下模凸齿12均为独立部件,可以拆卸安装在卡槽18内;定位孔19内可拧入长螺钉,定位孔19可以为螺纹孔;长螺钉顶端顶住对应的上模凸齿8或者下模凸齿12的侧壁,可以防止上模凸齿8或者下模凸齿12从卡槽18中松动掉落。
39.本实用新型的工作原理为:
40.将钣金件板材一端放入到模具中,上模6和下模10相互咬合压制,使得上模凸齿8和下模凸齿12相互咬合,在钢板上形成了如图7-9所示的螺齿工艺孔,在另一块板材上打上安装孔,将带有螺齿工艺孔的钣金件垂直与另一块板材,将螺钉5穿过安装孔,插入到对应的螺齿工艺孔内拧紧即可实现两块板材的相互垂直可拆卸连接。
41.本装置用于风机蜗壳装配时,在风机蜗壳两侧的侧板上呈阿基米德线形状打上安装孔;在壳板两侧全部打算与各个安装孔相对应的螺齿工艺孔,然后将壳板卷曲呈阿基米德线形状,将螺钉穿过各个安装孔与对应的螺齿工艺孔连接固定,即可完成风机蜗壳的可拆卸固定装配。
42.需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有
的要素。
43.本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实例的说明只是用于帮助理解本发明的方法及其核心思想。以上所述仅是本发明的优选实施方式,应当指出,由于文字表达的有限性,客观上存在无限的具体结构,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进、润饰或变化,也可以将上述技术特征以适当的方式进行组合;这些改进润饰、变化或组合,或未经改进将发明的构思和技术方案直接应用于其它场合的,均应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。