1.本实用新型涉及自动化生产设备技术领域,特别是涉及一种摄像头智能安装设备。
背景技术:
2.数码相机,是一种利用电子传感器把光学影像转换成电子数据的照相机。为了便于携带与使用,人们发明了能放置于口袋的数码相机,其结构精简,体积小,一般的口袋式数码相机包括前盖、按键、pcb板、摄像头、电池支座、电池和后盖,其组装工序为依次将按键、pcb板、摄像头、电池支座和电池固定安装在前盖上,最后盖上后盖完成组装。现有的摄像头安装工序一般依靠人工操作,生产效率低,另外摄像头需要与pcb板电性连接,因此其安装需要很高的安装精度,而人工操作存在误差容易导致精度不足,影响产品的生产质量。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种自动安装,安装精度高,生产效率高的摄像头智能安装设备。
4.为了实现上述目的,本实用新型提供了一种摄像头智能安装设备,包括用于输送工件的输送线、位于所述输送线的一侧的机械手、工作台、用于摆放摄像头配件的物料盘以及视觉识别定位装置,所述机械手用于夹取与输送工件和用于夹取与输送摄像头配件,所述机械手设有用于夹取工件的第一夹具和用于夹取摄像头配件的第二夹具,所述视觉识别定位装置包括设于所述机械手上的第一摄像机。
5.作为本实用新型的优选方案,所述视觉识别定位装置还包括用于检测摄像头配件是否完好的第二摄像机。
6.作为本实用新型的优选方案,所述工作台上设有固定在所述工作台上的固定块、可移动的定位块和与所述定位块连接的第一动力装置,所述固定块设于所述工作台的横向的一侧和纵向的一侧,所述定位块设于所述工作台的横向的另一侧和纵向的另一侧,所述第一动力装置驱动所述定位块移动与所述固定块配合固定工件。
7.作为本实用新型的优选方案,所述输送线的侧部设有多个限位柱、驱动所述限位柱伸缩的第二动力装置以及用于检测工件的传感器,所述传感器和所述限位柱沿所述输送线的输送方向依次设置。
8.作为本实用新型的优选方案,所述第一夹具包括相向设置的第一夹爪和第二夹爪以及分别驱动所述第一夹爪和所述第二夹爪横向移动的第三动力装置。
9.作为本实用新型的优选方案,所述第二夹具设有用于将摄像头配件压紧在工件上的压紧块以及驱动所述压紧块竖向移动的第四动力装置。
10.作为本实用新型的优选方案,还包括用于放置工件的工件料盘,所述工件料盘上设有与工件配合的放置槽,所述放置槽的两侧设有与所述第一夹具配合的开口。
11.本实用新型实施例一种摄像头智能安装设备,与现有技术相比,其有益效果在于:
机械手先将位于输送线上的工件输送至工作台上,随后第一摄像机检测识别工件的摄像头安装位置,接着第一摄像机检测识别物料盘上的摄像头配件的位置,然后机械手准确夹取摄像头配件并安装在工件上,最后机械手将装配了摄像头配件的工件输送回输送线上,整个装配过程均为自动化操作,生产效率高,此外视觉识别定位装置的设置有助于摄像头配件精准安装在工件上,装配精度高。
附图说明
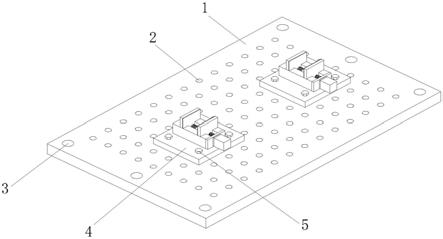
12.图1是本实用新型提供的一种摄像头智能安装设备的结构示意图;
13.图2是图1中的第一夹具和第二夹具的结构示意图;
14.图3是图1中的工件料盘的结构示意图;
15.图中,1、输送线;11、限位柱;12、第二动力装置;13、传感器;2、机械手;21、第一夹具;211、第一夹爪;212、第二夹爪;213、第三动力装置;22、第二夹具;221、压紧块;222、第四动力装置;3、工作台;31、固定块;32、定位块;33、第一动力装置;4、物料盘;41、摄像头配件;5、第一摄像机;6、第二摄像机;7、工件料盘;71、放置槽;72、开口;8、工件。
具体实施方式
16.下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
17.如图1-3所示,本实用新型优选实施例的一种摄像头智能安装设备,包括用于输送工件8的输送线1、位于输送线1的一侧的机械手2、工作台3、用于摆放摄像头配件41的物料盘4以及视觉识别定位装置,机械手2能沿多个方向移动和转动,本实施例中机械手2为六轴机械手,机械手2用于夹取与输送工件8和用于夹取与输送摄像头配件41,机械手2设有用于夹取工件8的第一夹具21和用于夹取摄像头配件41的第二夹具22,视觉识别定位装置包括设于机械手2上的第一摄像机5。
18.本实用新型的工作过程为:工件8在输送线1上输送,当工件8输送到位后,机械手2通过第一夹具21将输送线1上的工件8夹取并输送至工作台3上,然后机械手2转动将第一摄像机5设于工件8的上方,摄像头对工件8进行拍摄后将图像传输至视觉识别定位装置的处理器进行图像对比,以检测识别工件8的摄像头安装位置,随后机械手2移动至物料盘4上方,第一摄像机5对物料盘4的摄像头配件41进行拍摄以检测识别摄像头配件41的位置,确保第二夹具22正确夹取摄像头配件41,接着机械手2通过第二夹具22将物料盘4上的摄像头配件41夹取并输送至位于工作台3上的工件8上,根据之前检测的工件8的摄像头安装位置准确将摄像头配件41安装在工件8上,最后机械手2通过第一夹具21将位于工作台3上的工件8夹取并输送回输送线1上,完成摄像头配件41的自动组装,生产效率高,精度高。
19.示例性的,视觉识别定位装置还包括用于检测摄像头配件41是否完好的第二摄像机6,当机械手2夹取摄像头配件41后,机械手2将摄像头配件41移动至第二摄像机6上,第二摄像机6拍摄图像后传输至处理器进行图片对比,以检测摄像头配件41是否正常。
20.示例性的,工作台3上设有固定在工作台3上的固定块31、可移动的定位块32和与定位块32连接的第一动力装置33,固定块31设于工作台3的横向的一侧和纵向的一侧,定位块32设于工作台3的横向的另一侧和纵向的另一侧,第一动力装置33驱动定位块32移动与
所与固定块31配合固定工件8,当机械手2将工件8从输送线1夹取输送至工作台3上后,第一动力装置33驱动定位块32移动,从而将工件8固定定位,纵向两侧的固定块31和定位块32分别设有供第一夹具21夹取工件8的间隙。
21.示例性的,输送线1的侧部设有多个限位柱11、驱动限位柱11伸缩的第二动力装置12以及用于检测工件8的传感器13,传感器13和限位柱11沿输送线1的输送方向依次设置,传感器13检测到工件8时,反馈信号控制第二动力装置12动作驱动限位柱11伸出,限位柱11拦阻工件8,使工件8停留,此时工件8输送到位,便于确定工件8被夹取的位置。
22.示例性的,第一夹具21包括相向设置的第一夹爪211和第二夹爪212以及分别驱动第一夹爪211和第二夹爪212横向移动的第三动力装置213,第一夹爪211和第二夹爪212相向移动以夹持工件8,第二夹具22的夹爪结构与第一夹具21的夹爪结构相似,此外第二夹具22将摄像头配件41夹取放置在工件8上后,需要对摄像头配件41进行初步压紧,以确保摄像头配件41的端口与pcb板的端口连接(上一个组装工序以完成pcb板的装配),因此第二夹具22设有用于将摄像头配件41压紧在工件8上的压紧块221以及驱动压紧块221竖向移动的第四动力装置222。
23.示例性的,本实施例还包括用于放置工件8的工件料盘7,工件料盘7上设有与工件8配合的放置槽71,工件8放置在工件料盘7上,工件料盘7放置在输送线1上,这样输送线1输送工件8时,能有效防止工件8发生偏移和振动,确保第一夹具21能准确夹取工件8以及避免已经组装好的工件8内的零部件因振动而松动,放置槽71的两侧设有与第一夹具21配合的开口72,便于第一夹具21在工件料盘7上夹取工件8。
24.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。