1.本实用新型属于电子元件加工设备领域,尤其涉及一种翻转式工作台及浸锡装置。
背景技术:
2.电子产品的生产过程中,大部分工作是将各种各样的电子元件通过手插件流水线组装集成于电路板上,再利用锡炉进行自动化焊接。电子元件的预加工和组装一般通过人工完成,对于带有引线的电子元件,通常需要将引线末端的线皮去掉并进行浸助焊剂、浸锡等工序,便于在锡炉中自动焊接到电路板上。在这个过程中,引线浸助焊剂、浸锡的长度由人工控制,很难稳定,还容易造成助焊剂残留在线皮上,造成线皮的局部腐蚀。沾锡质量也直接影响焊接效果。在沾锡过程中作业员近距离接触助焊剂和锡液,需要做好充分的安全防护,作业过程麻烦,且对人体有害。
3.在自动化作业中,电子元件由机械手放置于工作台上,此时线材与工作台呈平行状态,在浸助焊剂、浸锡时需要将电子元件旋转一定角度,才能使线材端部到达助焊剂或锡液中。目前,对于电子元件的转动一般通过设置专门的机械手来实现,工作过程复杂,电子元件经过夹取、搬运、翻转、再次搬运等过程,严重影响工作效率。另外,机械手的夹取力控制要求严格,负责可能造成电子元件受损,表面产生压痕等。
4.因此,有必要提供一种翻转式工作台实现自动翻转浸锡。
技术实现要素:
5.鉴于以上所述现有技术的不足,本实用新型的目的在于:提供一种能够自动完成浸锡的翻转式工作台,使电子元件不受外力作用,在工作台的翻转作用下翻转一定角度。
6.为实现上述实用新型目的,本实用新型提供以下技术方案:
7.一种翻转式工作台,包括安装台和工作台,所述工作台通过转轴连接于所述安装台上,所述转轴的轴线平行于所述安装台的水平面,所述工作台在外力作用下随转轴翻转。工作时,工件或者工件及其夹具放置于工作台上,当需要工件翻转时在工作台上施加一定的外力,工件随着工作台一起翻转,工件或其夹具本身不受外力。
8.所述安装台上设有一组正对的轴承座;所述工作台一端为用于承载工件的托载端,另一端为支撑端,两者之间设有第一通孔,所述转轴通过所述第一通孔与所述轴承座连接,将工件放置于承载工件的托载端,将支撑端作为受力端,外力施加于支撑端,防止在施力时触碰到工件。
9.所述工作台下方设有顶升机构,用于为支撑端提供外力。所述顶升机构包含直线电缸和顶升杆,所述顶升杆连接在所述直线电缸的滑块上;所述顶升杆在运动方向上正对所述支撑端,所述工作台上设有用于所述顶升杆穿过的穿孔。当需要工作台翻转时,顶升杆在直线电缸的作用下向上顶起支撑端,工作台绕转轴旋转,托载端向下运行,工件随之翻转,通过控制顶升杆的运行距离,实现工作台翻转角度的控制。所述顶升杆顶部通过轴承连
接有滚轮,将所述顶升杆与所述工作台之间的滑动摩擦转为滚动摩擦,减小摩擦力,降低磨损。
10.所述转轴两端设有复位弹簧,所述复位弹簧为涡卷弹簧,所述涡卷弹簧的中心端连接转轴,外端连接轴承座。在转动过程中,涡卷弹簧受力变形,在去除外力后,工作台可在涡卷弹簧的弹性势能作用下复位。
11.所述转轴两侧设有径向槽,所述复位弹簧中心端插入所述径向槽内;所述复位弹簧外端设有回转结构,所述轴承座对应回转结构设有连接孔,所述复位弹簧外端由螺钉穿过所述回转结构连接于所述连接孔上;所述转轴上还设有防止所述复位弹簧脱出的销钉,所述销钉安装于转轴上垂直于所述径向槽的孔内,作用为防止复位弹簧中心端从所述径向槽脱出。
12.所述转轴上还套装有挡盘,所述挡盘位于所述复位弹簧和所述销钉之间,使复位弹簧位于挡盘内部,防止异物落入复位弹簧内,影响使用效果。
13.一种浸锡装置,包含若干组上述翻转式工作台,所述若干组翻转式工作台的安装台集成为一体,其中两组所述工作台下侧分别设有助焊剂供给平台、锡液供给平台,完成工件的自动上料、浸助焊剂、浸锡、下料等工序。
14.所述若干组翻转式工作台呈中心对称分布,所述安装台中心连接凸轮分度器的输出端,所述凸轮分度器由电机驱动,形成多工位转盘结构,实现自动化控制。
15.所述安装台上设有用于感应所述工作台是否翻转的光电传感器,所述光电传感器的感应方向正对所述工作台上支撑端的端面,当光电传感器能感应到工作台端面时,说明工作台不在翻转状态下,安装台可以转动;当光电传感器不能感应到工作台端面时,通过反馈信号阻止安装台转动。
16.与现有技术相比,本实用新型的有益效果:
17.1、本实用新型提供的翻转式工作台,利用转轴将工作台连接于安装台,转轴的轴线平行于安装台的水平面,使得工作台相对于安装台翻转,从而使得工作台上的工件相对于初始放置状态能够倾斜一定角度。
18.2、本实用新型提供的翻转式工作台,在工作台下方设置顶升机构,实现工作台翻转的自动化控制,并通过控制顶升杆的升降距离保证翻转角度的精度,保证工件浸锡质量。
19.3、本实用新型提供的翻转式工作台,在转轴上设有复位弹簧,在施力翻转过程中,复位弹簧可提供一定的阻尼力,防止工作台因重力作用发生冲击力;在外力去除后,工作台在复位弹簧的弹性势能作用下复位。
20.4、本实用新型提供的浸锡装置,将若干组翻转式工作台的安装台集成为一体,再利用凸轮分度器形成转盘,并设置助焊剂供给平台、锡液供给平台,实现自动化浸锡,工作过程简单可控,提高工作效率。
附图说明
21.为了更清楚地说明本实用新型具体实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
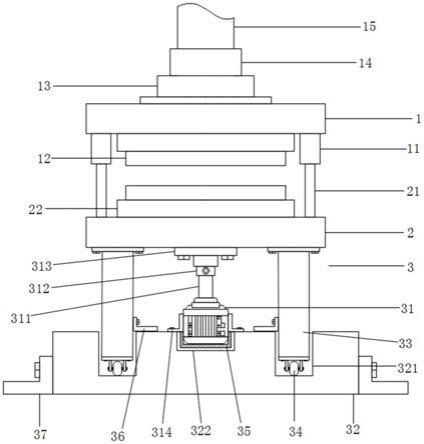
22.图1为本实用新型翻转式工作台的结构示意图;
23.图2为本实用新型中工作台的安装分解结构示意图;
24.图3为本实用新型中顶升机构的结构示意图;
25.图4为本实用新型中复位弹簧、挡盘的安装结构示意图;
26.图5为本实用新型浸锡装置的俯视图;
27.图6为本实用新型浸锡装置的结构示意图;
28.图7为本实用新型中助焊剂供给平台的结构示意图;
29.图8为本实用新型中锡液供给平台的结构示意图。
30.附图标记:100
‑
夹具,1
‑
安装台,11
‑
穿孔,12
‑
安装槽,13
‑
连接板,14
‑
限位板,2
‑
工作台,21
‑
托载端,211
‑
定位销,22
‑
支撑端,23
‑
第一通孔,24
‑
第二通孔,3
‑
转轴,31
‑
轴承座,311
‑
连接孔,32
‑
第三通孔,33
‑
径向槽,34
‑
复位弹簧,341
‑
回转结构,35
‑
销钉,36
‑
挡盘,4
‑
顶升机构,41
‑
直线电缸,411
‑
第一极限传感器,412
‑
原点传感器,413
‑
第二极限传感器,42
‑
顶升杆,43
‑
滚轮,44
‑
连接块,45
‑
感应片,5
‑
凸轮分度器,51
‑
驱动电机,6
‑
平台,61
‑
第四通孔,7
‑
光电传感器,8
‑
助焊剂供给平台,81
‑
助焊剂桶,82
‑
蠕动泵,83
‑
助焊剂槽,9
‑
锡液供给平台,91
‑
喷口,92
‑
回流孔。
具体实施方式
31.下面将对本实用新型具体实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
32.实施例一:
33.结合图1和图2所示的翻转式工作台,包括安装台1和工作台2,工作台2通过转轴3连接于安装台1上,转轴3的轴线平行于安装台1的水平面,工作台2在外力作用下随转轴3翻转。如图1所示,安装台1上设有用于放置工作台2的安装槽12。如图2所示,安装台1上设有一组正对的轴承座31,轴承座31通过连接板13可拆卸安装于安装槽12内;工作台2一端为用于承载工件的托载端21,另一端为支撑端22,两者之间设有第一通孔23,转轴3通过第一通孔23与轴承座31连接。在本实施例中,转轴3独立成型后套装于工作台2,在工作台2上设有第二通孔24,在转轴3对应位置设有第三通孔32,利用销钉或螺钉穿过第二通孔24、第三通孔32使工作台2与转轴3固定连接。在另外的实施例中,转轴3可在工作台2两侧延伸出,两者一体成型。
34.工作时,如图2所示,将夹装有电子元件的夹具100放置在托载端21上,在托载端21上设有定位销钉211,用于对夹具100的定位。对支撑端22施力,使支撑端22向上转动,工作台2以转轴3为轴心旋转,从而使得托载端21向下转动,在这个过程中,定位销钉211还起到防止夹具100在重力作用下脱落的作用。在本实施例中,翻转式工作台主要作用在于使电子元件的引线朝下进行浸助焊剂或浸锡,为了使引线在翻转后接近竖直状态,工作台2设为“z”型,且在连接板13的前端还设置了限位板14,防止翻转角度过大。
35.结合图1和图3所示,工作台2下方设有顶升组件4,用于为支撑端22向上运动施加顶升力。顶升组件4包含直线电缸41和顶升杆42,顶升杆42连接在直线电缸41的滑块上;顶
升杆42在运动方向上正对支撑端22。如图1所示,工作台2上设有用于顶升杆42穿过的穿孔11。顶升杆42顶部通过轴承连接有滚轮43。如图3所示,在直线电缸41上设有第一极限传感器411、原点传感器412和第二极限传感器413,在直线电缸41的滑块上还连接有感应片45。第一极限传感器411和第二极限传感器413用于限定顶升杆42的极限位置;原点传感器412靠近第二极限传感器413,用于确定原点,便于以原点为参考点进行运动控制。第一极限传感器411、第二极限传感器413、原点传感器412均为槽型光电传感器,感应片45在所述滑块的带动下运行于槽型光电感应器的感应槽中。顶升组件4的设置不仅实现了对支撑端22的自动化施力,还实现了工作台翻转角度的自动化控制,提高了工作效率及运动精度。
36.如图4所示,转轴两端设有复位弹簧34,复位弹簧34为涡卷弹簧,涡卷弹簧的中心端连接转轴3,外端连接轴承座31。具体的连接方式在本实施例中为:转轴3两侧设有径向槽33,复位弹簧34中心端插入径向槽33内;复位弹簧34外端设有回转结构341,轴承座31对应回转结构341设有连接孔311,复位弹簧34外端由螺钉穿过回转结构341连接于连接孔311上。转轴3上还设有防止复位弹簧34脱出的销钉35,销钉35安装于转轴3上垂直于径向槽33的孔内。转轴3上还套装有挡盘36,挡盘36位于复位弹簧34和销钉35之间,使复位弹簧34容纳于挡盘36内。
37.实施例二:
38.结合图5和图6所示,将若干组上述的翻转式工作台的安装台1集成为一体,形成自动化生产线,并在其中两组工作台2下侧分别设置助焊剂供给平台8、锡液供给平台9,完成自动化浸锡作业。在本实施例中,若干组翻转式工作台呈中心对称分布,安装台1中心连接凸轮分度器5的输出端,凸轮分度器5由电机51驱动,将电机51的连续转动转换为间歇运动输出至安装台1,形成转盘式工作台。在另外的实施例中,也可以呈直线设置,形成直线传送式生产线。
39.如图6(省略了助焊剂供给平台8和锡液供给平台9)所示,在安装台1下方设有平台6,凸轮分度器5安装于平台6上。在平台6上还设有第四通孔61,如图3所示,在直线电缸41上安装有连接块44,直线电缸41通过连接块44安装于平台6上。如图5所示,助焊剂供给平台8和锡液供给平台9也可以放置于平台6上。
40.如图7所示,助焊剂供给平台8上设有通过管道连接的助焊剂桶81、蠕动泵82和助焊剂槽83。助焊剂槽83呈“回”字形,助焊剂在蠕动泵82的作用下供给至助焊剂槽83的中心位置,溢出于四周后可回流至助焊剂桶81,循环利用,避免浪费。
41.如图8所示,锡液供给平台9上设有10mm圆形喷口91,采用流量可调氮气喷嘴,保证锡液面平稳,从而保证浸锡质量。在喷口91的一侧设有回流口92,调节氮气喷嘴使锡液从固定方向溢出到回流口92,尽量防止锡氧化、循环利用。
42.助焊剂供给平台8、锡液供给平台9设于相邻两工作台2下侧,工作台2翻转后,电子元件上的引线浸入助焊剂供给平台8、锡液供给平台9,完成自动浸锡。如图5所示,在安装台1上设有用于感应工作台2是否翻转的光电传感器7,光电传感器7的感应方向正对工作台2上支撑端22的端面。当工作台2翻转状态下,光电传感器7无法感应到工作台2,设置程序使安装台1在这种情况下无法转动,防止发生危险。
43.以上对本实用新型所提供的翻转式工作台及浸锡装置进行了详细介绍,本文中应用了具体个例对本实用新型的结构及工作原理进行了阐述,以上实施例的说明只是用于帮
助理解本实用新型的方法及核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以对本实用新型进行若干改进和修饰,这些改进和修饰也落入本实用新型权利要求保护的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。