1.本发明涉及扩径工艺技术领域,尤其是一种螺旋钢管全长扩径工艺。
背景技术:
2.近年来,随着石油、天然气的开发、开采向沙漠、极地和海洋等偏远地区延伸,管道经过的地带地理环境、地质条件越来越恶劣。因此为保证管道安全,对焊管产品有了更高的要求,尤其是消除或减少焊缝的残余应力及钢管母材的屈服均匀性的要求提高,这就提出了对螺旋埋弧焊钢管进行全长冷扩径。
3.市场要求和现在状态:现在市场上无论是国内还是国外都无法对螺旋钢管进行全长扩径,只进行钢管端部进行扩径。
4.目前市场上如中俄管线用的是直缝埋弧焊管,直缝埋弧焊管优点是焊缝短,钢管全长冷扩径技术成熟,螺旋埋弧焊管被直缝埋弧焊管逐步替代,就主要原因是一只没有解决全长冷扩径的问题。
5.现在的技术解决方案及工艺过程为:
6.螺旋埋弧焊管冷扩径的难度主要在以下二个方面:
7.(1)螺旋焊管的螺旋焊缝对齐的问题;
8.(2)螺旋焊管焊缝扩径步长怎么确定,怎么设定避让螺旋焊缝;
9.解决方案:
10.(1)激光扫描对焊缝,
11.通过激光头扫描,确定焊缝的起始位置,并转到12点位置方向,便于与扩径工具对正。
12.(2)通过螺距的规律,在扩径模具设计上采用多头螺距方案来确定扩径模具的步长,进行有效避让焊缝。
技术实现要素:
13.本申请人针对上述现有生产技术中的缺点,提供一种螺旋钢管全长扩径工艺,从而可以方便的完成对螺旋钢管的扩径工作,操作简便,工作可靠性好,工作效率高。
14.本发明所采用的技术方案如下:
15.一种螺旋钢管全长扩径工艺,包括如下操作步骤:
16.第一步:生产线的在线检查和准备;
17.第二步:准备好待扩径的螺旋钢管;
18.第三步:利用运管小车将待扩径的螺旋钢管转到扩径工位;
19.第四步:利用扩径加持车夹好待扩径的螺旋钢管,并运送至扩径头位置;
20.第五步:将待扩径的螺旋钢管的端头伸到扩径头位置,通过激光头扫描管端焊缝找到焊缝起始位置;
21.第六步:松开扩径夹持车,通过旋转辊进行调整,调整到需要的焊缝位置后重新夹紧;
22.第七步:再根据扫描数据联动扩径步长逐步扩径,待扩完全长钢管,钢管退出扩径
头组件;
23.第八步:通过运管小车运走已经扩径完的螺旋钢管;
24.第九步:扩径完成;
25.第十步:重复上述第一步至第九步的操作进行下一步循环工作。
26.作为上述技术方案的进一步改进:
27.第七步中,扩径组件的外模具上设置有螺旋槽,所述螺旋槽与螺旋钢管的内部螺纹完全匹配。
28.本发明的有益效果如下:
29.本发明结构紧凑、合理,操作方便,通过在现有的扩径头组件上增加与螺旋钢管匹配的螺旋槽,利用扩径头可以方便的完成螺旋钢管的全场扩径工作,操作简便,工作可靠性好,工作效率高。
30.本发明可以应用在石油、天然气管道等场合中,主要可以对输油、输气管线等螺旋埋弧焊钢管进行冷扩径。
附图说明
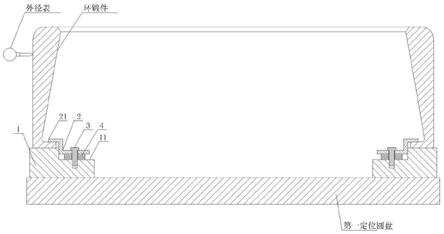
31.图1为本发明采用盲孔法检测的结构示意图。
32.图2为本发明采用环切法对sz25扩径前弹复样的结构示意图。
33.图3为本发明采用环切法对sz25-0.4%扩径率弹复样的结构示意图。
34.图4为本发明采用环切法对sz25-0.6%扩径率弹复样的结构示意图。
35.图5为本发明采用环切法对sz25-1.1%扩径率弹复样的结构示意图。
36.图6为本发明扩径时的结构示意图。
37.图7为本发明扩径时的爆炸图。
38.其中:1、螺旋钢管;2、扩径头组件;3、外模具;4、螺旋槽。
具体实施方式
39.下面结合附图,说明本发明的具体实施方式。
40.如图1-图7所示,本实施例的螺旋钢管全长扩径工艺,包括如下操作步骤:
41.第一步:生产线的在线检查和准备;
42.第二步:准备好待扩径的螺旋钢管;
43.第三步:利用运管小车将待扩径的螺旋钢管转到扩径工位;
44.第四步:利用扩径加持车夹好待扩径的螺旋钢管,并运送至扩径头位置;
45.第五步:将待扩径的螺旋钢管的端头伸到扩径头位置,通过激光头扫描管端焊缝找到焊缝起始位置;
46.第六步:松开扩径夹持车,通过旋转辊进行调整,调整到需要的焊缝位置后重新夹紧;
47.第七步:再根据扫描数据联动扩径步长逐步扩径,待扩完全长钢管,钢管退出扩径头组件2;
48.第八步:通过运管小车运走已经扩径完的螺旋钢管;
49.第九步:扩径完成;
50.第十步:重复上述第一步至第九步的操作进行下一步循环工作。
51.第七步中,扩径组件2的外模具3上设置有螺旋槽4,螺旋槽4与螺旋钢管1的内部螺纹完全匹配。
52.实施例一:
53.对48寸钢级x80壁厚22的钢管进行试验,数据如下:
54.编号说明:sz48xx,sz48试验钢管48寸,00表上扩径率为0%(扩径前),04表上扩径率为0.4%(扩经后),06表上扩径率为0.6%(扩经后),11表上扩径率为1.1%(扩经后)。
55.(一)钢管拉伸性能:
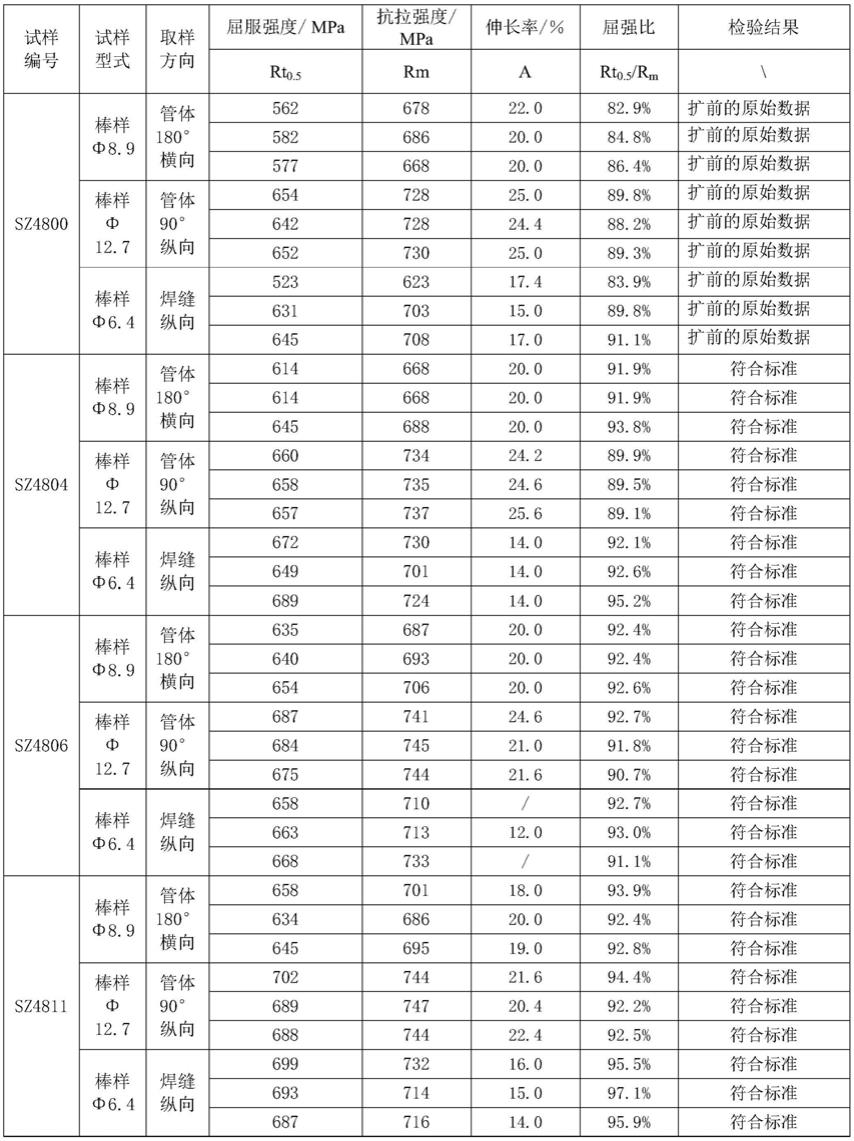
56.表1钢管拉伸性能检测结果
57.58.由表1可以明显看出,采用本发明所述的扩径工艺,所有的钢管在扩径后都可以达到使用要求,符合标准。
59.(二)对sz48钢管进行了残余应力检测,检测方法分为盲孔法和环切法。
60.(1)盲孔法:
61.盲孔布点线在垂直于焊缝方向,在内外表面各10个点布置应变片,打孔检测,如图1所示。
62.检测数据如下:
[0063][0064]
以上数据表明利用本发明所述的扩径工艺扩径后的钢管所有的应力(等效应力、轴向应力和环向应力)都符合要求。
[0065]
(2)环切法
[0066]
分别对sz48钢管扩径前、0.4%扩径率、0.6%扩径率和1.1%扩径率切取了200mm宽度的管环取弹复样的操作,如图2-图5所示。
[0067]
对弹复样的测量数据如下:
[0068][0069]
以上数据表明利用本发明所述的扩径工艺扩径后的钢管都符合要求。
[0070]
以上描述是对本发明的解释,不是对发明的限定,本发明所限定的范围参见权利要求,在本发明的保护范围之内,可以作任何形式的修改。
技术特征:
1.一种螺旋钢管全长扩径工艺,其特征在于:包括如下操作步骤:第一步:生产线的在线检查和准备;第二步:准备好待扩径的螺旋钢管;第三步:利用运管小车将待扩径的螺旋钢管转到扩径工位;第四步:利用扩径加持车夹好待扩径的螺旋钢管,并运送至扩径头位置;第五步:将待扩径的螺旋钢管的端头伸到扩径头位置,通过激光头扫描管端焊缝找到焊缝起始位置;第六步:松开扩径夹持车,通过旋转辊进行调整,调整到需要的焊缝位置后重新夹紧;第七步:再根据扫描数据联动扩径步长逐步扩径,待扩完全长钢管,钢管退出扩径头组件(2);第八步:通过运管小车运走已经扩径完的螺旋钢管;第九步:扩径完成;第十步:重复上述第一步至第九步的操作进行下一步循环工作。2.如权利要求1所述的螺旋钢管全长扩径工艺,其特征在于:第七步中,扩径组件(2)的外模具(3)上设置有螺旋槽(4),所述螺旋槽(4)与螺旋钢管(1)的内部螺纹完全匹配。
技术总结
一种螺旋钢管全长扩径工艺,第一步:生产线的在线检查和准备;第二步:准备好待扩径的螺旋钢管;第三步:利用运管小车将待扩径的螺旋钢管转到扩径工位;第四步:利用扩径加持车夹好待扩径的螺旋钢管,并运送至扩径头位置;第五步:将待扩径的螺旋钢管的端头伸到扩径头位置,通过激光头扫描管端焊缝找到焊缝起始位置;第六步:松开扩径夹持车,通过旋转辊进行调整,调整到需要的焊缝位置后重新夹紧;第七步:再根据扫描数据联动扩径步长逐步扩径,待扩完全长钢管,钢管退出扩径头组件;第八步:通过运管小车运走已经扩径完的螺旋钢管;第九步:扩径完成;第十步:重复上述第一步至第九步的操作进行下一步循环工作;操作方便,工作可靠性好。好。好。
技术研发人员:吴正东 张建军 张昊羽 徐伟 赵东 陈文宝 吴泽 李鑫 翟飞 裴英杰
受保护的技术使用者:江苏双友智能装备科技股份有限公司
技术研发日:2021.12.17
技术公布日:2022/4/5
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。