1.本发明涉及火工品大药柱加工的技术领域,具体涉及一种火工品大药柱加药装置。
背景技术:
2.随着国防能力的提高,一些大型防爆防恐用的药柱产品应运而生。某型号药柱是一种防爆防恐用的催泪弹,该药柱燃烧后产生大量刺激性气体,能够使人瞬间丧失战斗能力,使用者可以较短时间内控制混乱的场面。某型号的药柱其压制特点是需要先将微量易燃易爆颗粒填入大直径中模腔底面,且需要分布均匀。
3.而用于该类产品的压制生产设备,现行单向液压机无法满足自动加药的要求,需要人工称量微量炸药颗粒,人工填入模腔中,人工摇晃模腔使易燃易爆颗粒均匀分布与模腔底部,而后进行压制。需要操作者面对面操作,存在很大的安全隐患,操作者的人身安全得不到有效保障。
技术实现要素:
4.基于上述表述,本发明提供了一种火工品大药柱加药装置,通过远程控制伺服电机工作,带动定量盘旋转,加料器内物料自动落入定量盘定容孔中,而后随着定量盘旋转落入中模腔中,全程自动,无需人员干预,最大限度的保护人员的安全。
5.本发明解决上述技术问题的技术方案如下:一种火工品大药柱加药装置,包括底盘、定量盘、驱动机构和加药机构;所述底盘上设置有一个落料口;所述定量盘设置于所述底盘的顶面上,且所述定量盘连接所述驱动机构,所述驱动机构用于驱动所述定量盘在所述底盘上转动;所述定量盘上设置有至少两个定容孔,所述定容孔绕所述定量盘的转轴依次圆周排列;所述加药机构固定于所述定量盘的一侧上方;在所述定量盘转动的过程中,所述定容孔依次先与所述加药机构相适配,再与所述落料口相适配。
6.在上述技术方案的基础上,本发明还可以做如下改进。
7.进一步的,所述驱动机构包括伺服电机、减速器和连接轴;所述连接轴的顶部通过所述减速器连接所述伺服电机的输出轴,所述连接轴的底部固定连接所述定量盘。
8.进一步的,所述连接轴的底部穿过所述定容盘,并通过轴承连接所述底盘。
9.进一步的,所述连接轴上套设有压盘,所述压盘压紧在所述定量盘的顶面;所述连接轴上还螺纹设置有调节螺母,所述调节螺母压紧在所述压盘的顶面。
10.进一步的,所述加药机构包括料斗和加料器,所述加料器安装于所述料斗的底部,且所述加料器的底部与所述定容孔相适配。
11.进一步的,所述加料器的底部还设置有刮粉板,所述刮粉板紧贴所述定量盘的顶面。
12.进一步的,所述加药装置还包括安装座,安装座位于中模的一侧;所述底盘和所述刮粉板均固定于所述安装座上。
13.进一步的,所述落料口之前设置有等待工位,所述定容孔离开所述加料器下方后,停留在所述等待工位,当中模腔移动至所述落料口正下方后,所述定容孔移动至所述落料口上方。
14.与现有技术相比,本技术的技术方案具有以下有益技术效果:
15.1、本发明通过远程控制伺服电机工作,带动定量盘旋转,加料器内物料自动落入定量盘定容孔中,而后随着定量盘旋转落入中模腔中,全程自动,无需人员干预,最大限度的保护人员的安全;
16.2、通过设置定容孔提取固定重量的物料,省去了操作者压制药柱前提前称药的时间,药柱产量是单向液压机2-3倍,效率得到大幅度提高;
17.3、定量盘旋转至等待工位等待,当中模腔旋转至落料口13下方时,定量盘5再次转动。通过改变定量盘5再次转动的时机,可以控制物料落入中模腔内的分布状态。
附图说明
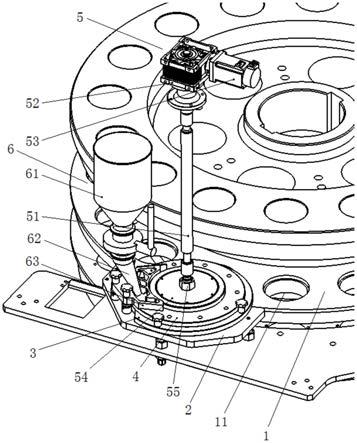
18.图1为本发明实施例提供的一种火工品大药柱加药装置的结构示意图;
19.图2为图1的局部放大剖视示意图;
20.图3为本发明实施例中定量盘的结构示意图;
21.图4为本发明实施例中底盘的结构示意图;
22.附图中,各标号所代表的部件列表如下:
23.1、中模;11、中模腔;2、安装座;3、底盘;31、落料口;4、定量盘;41、定容孔;5、驱动机构;51、连接轴;52、减速器;53、伺服电机;54、压盘;55、调节螺母;6、加药机构;61、药仓;62、加料器;63、刮粉板。
具体实施方式
24.为了便于理解本技术,下面将参照相关附图对本技术进行更全面的描述。附图中给出了本技术的实施例。但是,本技术可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使本技术的公开内容更加透彻全面。
25.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术。
26.需要说明的是,当一个元件被认为是“连接”另一个元件时,它可以是直接连接到另一个元件,或者通过居中元件连接另一个元件。以下实施例中的“连接”,如果被连接的电路、模块、单元等相互之间具有电信号或数据的传递,则应理解为“电连接”、“通信连接”等。
27.一种火工品大药柱加药装置,包括定量机构、驱动机构5和加药机构6。
28.其中定量机构包括安装座2、底盘3和定量盘4。安装座2固定于中模1的一侧,底盘3固定在安装座2上,并且底盘3的偏心处设置有贯穿底盘3的落料口31,落料口31与中模1上中模腔11的轨迹圆相适配,在中模1转动的过程中,中模腔11依次经过落料口31的正下方。定量盘4同轴地设置于底盘3的上方,并且定量盘4紧贴底盘3。定量盘4上设置有至少两个贯穿定量盘4的定容孔41,定容孔41的大小均相等,定容孔41绕定量盘4的轴心线等距地圆周排列。定量盘4可绕自己的轴心线转动,落料口31与定容孔41的轨迹圆相适配,在定量盘4转
动地过程中,定容孔41依次经过落料口31的正上方。
29.驱动机构5用于驱动定量盘4转动,驱动机构5包括连接轴51、减速器52和伺服电机53。减速器52和伺服电机53安装在定量盘4的上方。连接轴51竖直设置,连接轴51的顶端通过减速器52传动连接于伺服电机53的输出端,连接轴51的底端固定于定量盘4的轴心处,伺服电机53通过驱动连接轴51转动,进而驱动定量盘4转动。具体的,连接轴51的底部沿定量盘4的轴心线穿过定量盘4,与定量盘4的轴心处固定连接后,通过轴承与底盘3的轴心处转动连接,使连接轴51的上下两端均保持稳定地转动。
30.另外,连接轴51上还套设有压盘54和调节螺母55。压盘54压紧与定量盘4的顶面上,调节螺母55通过螺纹与连接轴51相配合,并且调节螺母55压紧在压盘54的顶面上。通过上下拧动调节螺母55来调整调节螺母55和压盘43之间的预紧力的大小,即可调节定量盘5与底盘6之间的预紧力的打下,从而调节定量盘5和底盘6的配合间隙,防止漏料。
31.加药机构6包括药仓61、加料器62和刮粉板63。药仓61固定在定量盘4的侧上方。加料器62的顶部通过阀门固定于药仓61的底部,加料器62的底部与定容孔41的轨迹圆相配,使定容孔41在定量盘4的转动过程中依次经过加料器62的底部下方。刮粉板63固定在加料器62的底端,并且刮粉板63紧贴定量盘4的顶面。优选的,刮粉板63还通过螺栓固定连接于安装座2,使整个结构更加稳定。
32.本实施例的工作过程如下:
33.(1)将易燃易爆的物料加入料斗8,打开料斗8底部的阀门,物料落入加料器62中等待加料。之后操作人员撤出压片间,远程开启药柱机和伺服电机53,使药柱机的中模开始转动,同时伺服电机53开始驱动定量盘4转动。
34.(2)伺服电机53驱动定量盘4转动一定角度,使其中一个定容孔41移动至加料器62的底部下方。加料器62内的物料落入定容孔41中。
35.(3)落料口31的上方和加料器62的底部下方之间设置有等待工位,伺服电机53驱动定量盘4转动一定角度后,在装有物料的定容孔41移动至落料口31的上方之前,使定容孔41停留在等待工位42而不与落料口31连通。在移动的过程中,定容孔41经过刮料板63的下方,刮料版63刮走定容孔41内多于的物料,使定容孔41内填满物料,并且定容孔41内的物料顶部与定量盘4的顶面平齐,保证每次加入各个定容孔41的物料的量相等,
36.(4)当中模1转动使一个中模腔11移动至落料口11的下方时,伺服电机53继续驱动定量盘4转动一定角度,使装有物料的定容孔41移动至落料口的上方,定容孔41内的物料通过落料口31落入中模腔11中,完成易燃易爆物料的一次装药。
37.通过改变定量盘5再次转动的时机,可以控制物料落入中模腔11内的分布状态,从而保证物料在中模腔11内均匀分布。如图2所示,如提前转动,则物料落入中模腔11右侧;若延后转动,则物料落入中模腔11左侧;若不提前不延后,则物料落入中模腔11中间,且由于落料口31与中模腔11底面的高度差,物料落入中模腔11底面时会自动散开,均匀分布于中模腔11底面。
38.通过伺服电机53反复驱动定量盘4转动,使各个定容孔41依次经过加药器62的底部下方、刮板料55的下方、等待工位和落料口31的上方,即可使本实施例的加药装置连续地不断向各个中模腔11中加药。
39.本发明通过远程控制伺服电机53工作,带动定量盘4旋转,加料器62内物料自动落
入定量盘4的定容孔41中,而后随着定量盘4旋转落入中模腔11中,全程自动,无需人员干预,最大限度的保护人员的安全。另外,本发明通过设置定容孔41提取固定重量的物料,省去了操作者压制药柱前提前称药的时间,药柱产量是单向液压机2-3倍,效率得到大幅度提高。
40.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。