一种pvc超级透明膜压延设备
技术领域
1.本实用新型涉及一种塑料压延设备流程配置结构,特别是pvc超透薄膜采压延法生产时的后段流程配置结构。
背景技术:
2.目前市场上基本采四轮压延机配置一支压水轮来生产,产品的质量得不到提升,产品宽度只能在2.5米以下,薄膜会出现油渍、色差、含水量高及水斑纹等多种缺陷。本实用新型的一种pvc超级透明膜压延设备配置方法,是将压延机采用四米轮面的六辊压延机,使膜片在压延机上得到更好的塑化后进入六号压延辊下面的过水轮组,对透明薄膜进行水洗后,再向上经压水轮后,进入冷却轮对薄膜进行冷却后,由卷取机卷取。本实用新型的效果是:所生产的pvc超级透明膜其厚度的横向误差控制在0.008mm以内,纵向误差控制在0.01mm以内,薄膜的透明度也显著提升,改善了油渍、水纹、色差等不良现象,成品率显著提升,可见,这一改进的实用新型使产品质量得到一次质的飞跃,是塑胶行业的又一重大突破。
技术实现要素:
3.本实用新型所要解决的技术问题在于,克服现有技术中存在的问题,提供一种pvc超级透明膜压延设备。
4.为了解决上述问题本实用新型的技术方案是这样的:
5.一种pvc超级透明膜压延设备,包括六辊宽幅压延机、过水轮组、压水轮组、吹风组、冷却定型组、裁切组和卷取机;所述六辊宽幅压延机的辊筒是倒l型排列,在下辊的下方设有过水轮组,所述过水轮组的出料端向上设置有压水轮组,压水轮组的输出端设置有吹风组和冷却定型组,冷却定型组上安装有裁切组,裁切组出料端设置有卷取机。
6.所述六辊宽幅压延机上设置有六只辊筒,其中第一、第二辊筒在同一水平面上,第三、第四辊筒在同一水平面上,第二、第三辊筒在同一垂直线上,第四、第五、第六辊筒在同一垂直线上。
7.过水轮组包括水盘和二个不锈钢导轮,二个导轮在同一水平线上,水盘内有循环流动净水,水流方向与透明膜运动方向相反。
8.水盘边缘处设有集油槽。
9.压水轮组由一只橡胶压轮与一支光面轮组成,橡胶压轮采气缸驱动,压力通过电气比例阀自动控制,光面轮内通冷却水。
10.吹风组设置有风速与风温可调的若干横向风刀。
11.冷却定型组包括多支并排辊轮,各辊轮之间水平放置,辊轮内部通温水,水的温度向末端依次递减。
12.裁切组设置在冷却定型组末端。
13.一种pvc超级透明膜生产方法,过程如下:
14.物料经由压延机的第一与第二辊筒之间进入压延机进行塑化;
15.再经过第二、第三、第四、第五、第六辊筒的挤压和塑化,从第六号辊筒的左下方拉出;
16.物料从第六号辊筒出料后进入下方过水槽内;
17.物料从过水槽右边拉出后,向上进入压水轮组;
18.物料从压水轮组拉出后进入冷却定型组,同时上方的吹风组给物料吹风;
19.物料经冷却定型组冷却后进入裁切组进行裁边;
20.物料经裁边后,再进入卷取机,卷成卷材成品。
21.有益效果,本实用新型pvc超级透明膜生产设备中的压延机采六辊排列,可对薄膜进行有效的塑化,明显改善制品厚薄不均的状况;通过过水槽及槽内净水的水温及流速,可有效将薄膜表面的油渍清洗干净,并将料温由压延辊出来时的170
‑
180℃,降低下来;薄膜从过水槽内出料后,垂直向上进入压水轮组,薄膜经过压水轮的挤压,将表面水份挤出,压水轮压力可调,在压干薄膜表面水份的同时可不破坏薄膜本身的性能,有效防止薄膜的被拉伸及收缩的现象;冷却轮的温度采取渐冷的方式,以减少表面的横纹与收缩,更有利于其展平。
附图说明
22.下面结合附图和具体实施方式来详细说明本实用新型;
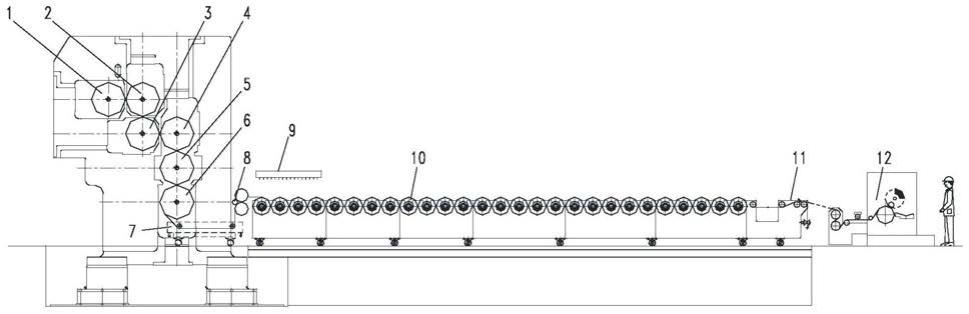
23.图1本实用新型所述的pvc超级透明膜压延设备侧面结构示意图。
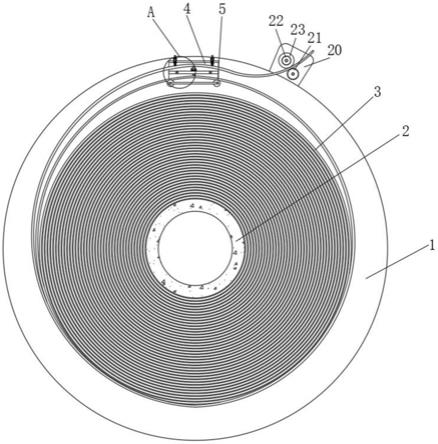
24.图2为图1的俯视结构示意图。。
具体实施方式
25.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示,进一步阐述本实用新型。
26.参看图1和图2,本实施例中,涉及到的部件有第一辊轮1、第二辊轮2、第三辊轮3、第四辊轮4、第五辊轮5、第六辊轮6、过水槽7、压水轮8、吹风组9、冷却定型组10、裁切组11、卷取机12。
27.所述压延机设备是倒l型排列的六个辊筒,在第六滚轮6的下方设有过水槽7,所述过水槽7的上方出料端向上设置有压水轮8,压水轮8的输出端设置有吹风组9,冷却定型组10,冷却定型组10上末端安装有裁切组11,裁切组出料端设置有卷取机12。
28.所述压延机上设置有六只辊筒,是倒l型排列,其中第一、二辊筒在同一水平面上,第三、四辊筒在同一水平面上,第二、三辊筒在同一垂直线上,第四、五、六辊筒在同一垂直线上,辊轮温度约在180
‑
200℃左右。
29.过水轮组包括水盘及不锈钢导轮,两只导轮在同一水平线上,盘内有净水循环流动,水流方向与透明膜运动方向相反。水盘边缘处并设有集油槽,净水进入过水槽的温度在7
‑
15℃,过水槽在正常生产时,需对其水温进行控制,温度必须控制在50
‑
55℃之间。
30.压水轮组由一只橡胶压轮与一支光面轮组成,橡胶压轮采气缸驱动,压力通过电气比例阀自动控制,光面轮内通冷却水。
31.吹风组设置若干横向风刀,风速与风温可调。
32.冷却定型轮组包括25
‑
30支辊轮,各辊轮之间水平放置,内部通温水,温度递减,第一组120℃,第二组100℃,第三组80℃,第四组、第五组60℃。
33.裁刀组将薄膜的两边切平,便于后续卷取。
34.一种pvc超级透明膜生产方法,过程如下:
35.物料经由压延机的第一与第二辊筒之间进入压延机进行塑化;
36.再经过第二、第三、第四、第五、第六辊筒的挤压和塑化,从第六号辊筒的左下方拉出;
37.物料从第六号辊筒出料后进入下方过水槽内;
38.物料从过水槽右边拉出后,向上进入压水轮组;
39.物料从压水轮组拉出后进入冷却定型组,同时上方的吹风组给物料吹风;
40.物料经冷却定型组冷却后进入裁切组进行裁边;
41.物料经裁边后,再进入卷取机,卷成卷材成品。
42.综上所述,本实用新型pvc超级透明膜生产设备中的压延机采六辊排列,可对薄膜进行有效的塑化,明显改善制品厚薄不均的状况;通过过水槽及槽内净水的水温及流速,可有效将薄膜表面的油渍清洗干净,并将料温由压延辊出来时的170
‑
180℃,降低下来;薄膜从过水槽内出料后,垂直向上进入压水轮组,薄膜经过压水轮的挤压,将表面水份挤出,压水轮压力可调,在压干薄膜表面水份的同时可不破坏薄膜本身的性能,有效防止薄膜的被拉伸及收缩的现象;冷却轮的温度采取渐冷的方式,以减少表面的横纹与收缩,更有利于其展平。
43.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型专利要求保护的范围由所附的权利要求书及其等同物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。