1.本发明涉及模具的技术领域,尤其涉及一种一体成型电感冷压模具。
背景技术:
2.一体成型电感是一种将线圈预埋在金属软磁粉末里的新型大功率电感器件,具备了与传统环形及组合铁芯电感不同的优越特性。使用频率高达3mhz,产品环保无铅,具备大功率、抗干扰、耐冲压、损耗低、小体积等优良特性。满足电子产品对高功能、小型化、高频化、高精度、集成化、便于安装的电子元器件需求。
3.一体成型电感外形较小,制程生产工艺要求极高,尤其冷压成型工段模具部件外形较小、加工精度要求到小数点后3位,整套模具部件繁多且相互组配间隙较小,生产中组配费时费力并且对作业人员操作技能要求很高,稍有不慎就会发生模具部件意外损坏或试模不合格,严重影响生产效率和生产成本。
4.目前的电感冷压模具,大多是分开操作,每个装置完成一部分的加工过程,不但需要耗费人力去操作和监测机器而且使用不同的模具完成加工的过程中经常会有操作误差的情况出现。目前急需一种整体设计合理、运行可靠,装配更换便捷,节省时间,提高效率的一体成型电感冷压模具。
技术实现要素:
5.有鉴于此,本发明的目的在于提供一种一体成型电感冷压模具。
6.为了实现上述目的,本发明采取的技术方案为:
7.一种一体成型电感冷压模具,其中,包括:
8.上型模块、下型模块、母型模块和填粉模块;
9.其中,所述上型模块设于所述下型模块的正上方,所述母型模块设于所述上型模块和所述下型模块之间,所述填粉模块设于所述母型模块上,所述填粉模块设于所述上型模块的一侧。
10.上述的一体成型电感冷压模具,其中,所述上型模块包括:上型固定板、t形凸台和上型盖板,所述上型固定板的上表面上连接有两所述t形凸台,所述上型固定板的下表面上连接有所述上型盖板,所述上型固定板和所述上型盖板可拆卸地连接。
11.上述的一体成型电感冷压模具,其中,所述上型固定板上开设有定位孔、表面固定孔和第一固定孔,所述定位孔和所述表面固定孔开设于所述上型固定板的上表面上,所述定位孔和所述表面固定孔贯穿所述上型固定板,所述第一固定孔和所述定位孔垂直开设,两所述第一固定孔开设于所述上型固定板的第一侧面上,每一所述第一固定孔均开设与一所述t形凸台的正下方。
12.上述的一体成型电感冷压模具,其中,所述母型模块包括:母型模块板和母型穴位块,所述母型模块板上开设有母型槽,所述母型槽贯穿所述母型模板,所述母型穴位块的形状和尺寸与所述母型槽的形状和尺寸均相同,所述母型穴位块嵌于所述所述母型槽中,所
述母型模块板上还开设有两观察孔,两所述观察孔开设于所述母型槽的两侧。
13.上述的一体成型电感冷压模具,其中,所述母型模块的一端开设有导槽,所述导槽沿着所述母型模块的一上棱线开设,所述导槽自所述母型模块的上表面开设至所述母型模块的一侧面上,所述导槽在所述母型模块上形成一斜面,所述斜面和所述母型模块的上表面之间具有第一夹角。
14.上述的一体成型电感冷压模具,其中,所述下型模块包括:固定底盘、第一下型模块和第二下型模块,所述第二下型模块包裹所述固定底盘的一部分,所述第一下型模块设于所述第二下型模块的上方。
15.上述的一体成型电感冷压模具,其中,所述固定底盘包括:底盘座和底盘柱,所述底盘柱垂直于所述底盘座的上表面设置,所述底盘座上开设有若干沉头固定孔,所述第二下型模块包裹所述底盘柱。
16.上述的一体成型电感冷压模具,其中,所述第二下型模块设于所述母型穴位块的正下方,所述母型穴位块设于所述上型盖板的正下方。
17.上述的一体成型电感冷压模具,其中,所述填粉模块包括:填粉盒、注粉口盖板和观察口盖板,所述填粉盒的上端开设有注粉口,所述注粉口的形状和尺寸与所述注粉口盖板的形状和尺寸均相同,所述注粉口盖板覆盖所述注粉口,所述填粉盒的侧面还开设有观察口,所述观察口的形状和尺寸与所述观察口盖板的形状和尺寸均相同,所述观察口盖板覆盖所述观察口,所述填粉盒上还开设有前进气动进气口、前进气动出气口、吹料进气口、吹料出气口、复位进气口和复位出气口。
18.本发明由于采用了上述技术,使之与现有技术相比具有的积极效果是:
19.(1)本发明中的上型模块整体可从导轨中抽出,进行拆解维修和装配,拆组方便,便于更换;大大提升生产效率和维修保养时间,节约生产运营成本。
20.(2)本发明将不同轴工位相关部件按功能整合在统一模块中,分部对应控制,环环相扣,组配精准,整体模具结构简单,装配便捷,精简了装配流程和作业难度,极大的提升了组模、试模效率和生产效率。
21.(3)本发明的填粉模块采用气动控制移动和复位,准确有效,运行走位精准稳定,同时前端设制的气动吹料装置,采用单独管路控制,气压大小可根据产品规格变化通过气动电磁阀控制调节,最大限度的保证使吹入料盒的产品外观不受损伤,保证工作效率和产品质量的同时,运行精准稳定,节能环保,后期维护成本较低。
22.(4)本发明整体设计合理、运行可靠,装配更换便捷,节省时间,提高效率。
23.(5)本发明将冷压模具部件按照功能整合设计制成模块,装配、拆解十分快捷方便,大大节约更换模具时间,提升生产效率。同时使冷压模具组配拆解趋于流程化,在保证装配精度的条件下极大减轻了作业人员组模的工作量,使操作简单化。
附图说明
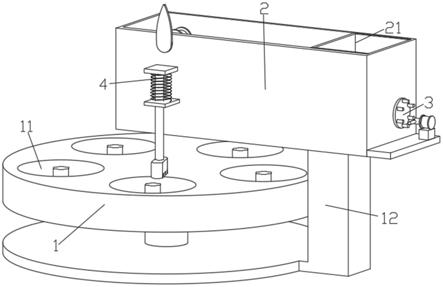
24.图1是本发明的一体成型电感冷压模具的整体示意图。
25.图2是本发明的一体成型电感冷压模具的填粉模块的示意图。
26.图3是本发明的一体成型电感冷压模具的母型模块示意图。
27.图4是本发明的一体成型电感冷压模具的上型模块的示意图。
28.图5是本发明的一体成型电感冷压模具的下型模块的示意图。
29.附图中:1、上型模块;2、母型模块;3、填粉模块;4、下型模块;11、上型固定板;12、t形凸台;13、上型盖板;14、定位孔;15、表面固定孔;16、第一固定孔;21、母型穴位块;22、导槽;23、观察孔;31、观察口盖板;32、注粉口盖板;33、复位进气口;34、复位出气口;35、前进前进气动进气口;36、前进前进气动出气口;37、吹料进气口;41、固定底盘;42、第一下型模块;43、第二下型模块;411、底盘座;412、底盘柱。
具体实施方式
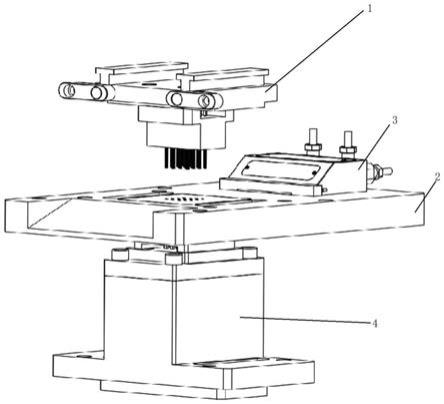
30.下面结合附图和具体实施例对本发明作进一步说明,但不作为本发明的限定。图1是本发明的一体成型电感冷压模具的整体示意图;
31.图2是本发明的一体成型电感冷压模具的填粉模块的示意图;图3是本发明的一体成型电感冷压模具的母型模块示意图;图4是本发明的一体成型电感冷压模具的上型模块的示意图;图5是本发明的一体成型电感冷压模具的下型模块的示意图。参见图1至图5所示,示出较佳实施例的一种一体成型电感冷压模具,包括:
32.上型模块1、下型模块4、母型模块2和填粉模块3;
33.其中,上型模块1设于下型模块4的正上方,母型模块2设于上型模块1和下型模块4之间,填粉模块3设于母型模块2上,填粉模块3设于上型模块1的一侧。
34.在一种优选的实施例中,上型模块1包括:上型固定板11、t形凸台12和上型盖板13,上型固定板11的上表面上连接有两t形凸台12,上型固定板11的下表面上连接有上型盖板13,上型固定板11和上型盖板13可拆卸地连接。
35.在一种优选的实施例中,上型固定板11上开设有定位孔14、表面固定孔15和第一固定孔16,定位孔14和表面固定孔15开设于上型固定板11的上表面上,定位孔14和表面固定孔15贯穿上型固定板11,第一固定孔16和定位孔14垂直开设,两第一固定孔16开设于上型固定板11的一侧面上,每一第一固定孔16均开设与一t形凸台12的正下方。
36.如图4所示,t形凸台12和定位机械滑配嵌于粉末压机轴上模座相配合,第一固定孔16用于固定上型模块1防止其在作业运行中移位。
37.在一种优选的实施例中,母型模块2包括:母型模块板和母型穴位块21,母型模块板上开设有,母型槽,母型槽贯穿母型模块板,母型穴位块21的形状和尺寸与母型槽的形状和尺寸均相同,母型穴位块21嵌于母型槽中。
38.以上仅为本发明较佳的实施例,并非因此限制本发明的实施方式及保护范围。
39.本发明在上述基础上还具有如下实施方式:
40.本发明的进一步实施例中,母型模块2的一端开设有导槽22,导槽22沿着母型模块2的一上棱线开设,导槽22自母型模块2的上表面开设至母型模块2的一侧面上,导槽22在母型模块2上形成一斜面,斜面和母型模块2的上表面之间具有第一夹角。
41.如图3所示,导槽22用于压力成型后产品导入产品料盒内,观察孔23用于下型模块4与对应模架固定时观察对位螺栓和固定,母型模块2上还开设有若干固定孔用于母型模块2和下型模块4组装完成移模上模架时零时对位固定,防止母型模块2和下型模块4之间发生对接错位损坏模具部件。
42.本发明的进一步实施例中,下型模块4包括:固定底盘41、第一下型模块42和第二
下型模块43,第二下型模块43包裹固定底盘41的一部分,第一下型模块42设于第二下型模块43的上方。
43.本发明的进一步实施例中,固定底盘41包括:底盘座411和底盘柱412,底盘柱412垂直于底盘座411的上表面设置,底盘座411上开设有若干沉头固定孔,第二下型模块43包裹底盘柱412。
44.本发明的进一步实施例中,第二下型模块43设于母型穴位块21的正下方,母型穴位块21设于上型盖板13的正下方。
45.本发明的进一步实施例中,填粉模块3包括:填粉盒、注粉口盖板32和观察口盖板31,填粉盒的上端开设有注粉口,注粉口的形状和尺寸与注粉口盖板32的形状和尺寸均相同,注粉口盖板32覆盖注粉口,填粉盒的侧面还开设有观察口,观察口的形状和尺寸与观察口盖板31的形状和尺寸均相同,观察口盖板31覆盖观察口,填粉盒上还开设有前进气动进气口35、前进气动出气口36、吹料进气口37、吹料出气口、复位进气口33和复位出气口34。
46.在一种优选的实施例中还包括:气动装置,气动装置采用电磁气动阀控制,通过吹料进气口37和吹料出气口将压制成型退模后的产品吹至相应的位置。
47.在一种优选的实施例中,本发明还包括其使用办法,将产品规格相对应的模具组模完成后按要求装配在母型模块2上;手动试模合格后开启自动模式,填粉盒在气下移动至模具母型穴位处填粉,后自动复位;上型模块1和下型模块4向母型模块2处移动施加压力,而后复位。
48.以上仅为本发明较佳的实施例,并非因此限制本发明的实施方式及保护范围,对于本领域技术人员而言,应当能够意识到凡运用本发明说明书及图示内容所作出的等同替换和显而易见的变化所得到的方案,均应当包含在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。