1.本发明涉及一种异形截面管的制备方法,具体涉及采用径向连续挤压制备轴向变截面管材的方法。
背景技术:
2.随着汽车、航空航天工业的迅速发展,对材料的使用性能及可靠性提出了更高的要求。管材相对于板材具有更高的刚度和承弯能力,金属薄壁管的需求不断加大。由于需要满足不同的使用条件,金属薄壁管的形状、材料种类和力学性能等都存在一定差异,其制备方法也各不相同。金属薄壁管常被加工成具有异形截面的管材/管件。根据材料不同,主要分为铝、镁合金管及钢管等。
3.对于铝、镁合金异形截面管,通常采用拉拔、挤压等方法制备。拉拔制备的管件,其截面形状与模具形状一致,每道次变形量小、成形道次多,生产效率低,且每次只能成形特定形状尺寸的管件。挤压方法可以制备规则截面和各种非规则截面的管件,但是所制备的管件沿长度方向都是相同的截面形状,无法获得沿长度方向连续变化的截面形状。对于钢管,主要采用拉拔、轧制、卷焊工艺制造。拉拔、轧制主要用于有特殊性能和尺寸要求的管材制备。更多的是采用卷焊的工艺进行大批量制管。uoe成形是一种卷焊制备管材的工艺,先将板材弯曲成c形,随后使用u形模具将坯料弯曲成近u形状,再将u形坯料放入o形模具中制成封闭o形,最后完成管材的焊接和机械扩径动作。该工艺适用于圆截面、定尺寸管件的大批量生产,生产效率高。对于异形截面管件的制备,可以用辊压成形方法,通过若干
4.不同形状的辊轮进行一定宽度带材的逐步弯卷,最后形成封闭截面管坯并进行焊接。该工艺可以连续生产具有各种异形截面的管材。但是,该工艺制备的管坯,沿长度方向的截面形状是相同的,无法获得沿长度方向截面形状不断变化的管材。
5.综合而言,现有的制备金属管材的工艺,包括拉拔、挤压、卷管焊接(uoe制管、辊压制管),都只能制备出沿长度方向相同截面形状的管材,无法获得沿长度方向截面形状不断变化的管材。虽然可以通过内高压成形或刚性模具压形等工艺将圆截面的管材进一步加工成截面形状不断变化的管材,但是这些方法属于零件/构件成形方法,生产效率低、制造成本高,不适用于金属管材的大批量连续生产。简要来说,本发明制造的管材,是内高压成形或刚性模具成形制造构件时所用的原材料。
6.为解决现有的制管工艺无法直接获得沿长度方向截面连续变化的管材、现有管材成形工艺在成形此类零件/构件时存在生产效率低、制造成本高的问题,需要开发一种新的制备轴向变截面管材的方法。
技术实现要素:
7.本发明的目的是提供一种径向连续挤压制备轴向变截面管材的方法,以解决现有制管工艺无法直接获得沿长度方向截面连续变化的管材、现有管材成形工艺在成形此类零件/构件时存在生产效率低、制造成本高的问题,从而优化制管工艺,提高制管的生产效率,
降低生产成本,生产出满足不同使用条件的管件。
8.为实现上述目的,本发明提供了如下方案:
9.一种径向连续挤压制备轴向变截面管材的方法包括径向进给单元、夹持单元、轴向送料单元;
10.所述径向进给单元包括夹具6、滚轮模具7、推力机构8;滚轮模具7固定在夹具6上,推力机构8推动夹具6和滚轮模具7作径向进给运动;
11.所述夹持单元即夹具6;
12.所述轴向送料单元包括夹管机构3、卡轮4、导轨5;卡轮4通过连杆固定连接在夹管机构3上,卡轮4与管坯接触,辅助管坯轴向进给,夹管机构3进给时夹紧管坯退回时松开管坯,在导轨4上进行往复运动实现连续送料。
13.本发明提供了一种径向连续挤压制备轴向变截面管材的方法,具体包括以下步骤:
14.步骤一、异形截面管材特征分析。通过对所需异形截面管材的不同截面形状和尺寸进行分析,根据各截面的等效周长最大值选取原始圆形截面管坯,根据异形截面管材截面的连续变化确定径向进给单元的工作位置及其工作时的动作、工作参数,包括进给距离、进给速度、进给时刻。径向进给单元的进给距离为异形截面管的始末两端等效半径的差值;径向进给单元的进给速度等于上述进给距离除以预计的加工时间;若异形截面管为连续变截面管(如本方法中的图2图3所示),则径向进给单元的进给时刻即为加工开始时刻;若异形截面管一部分为等截面管,另一部分为连续变截面管,则径向进给单元的进给时刻为等截面部分长度除以管材的送料速度。
15.步骤二、模具工装设计加工。根据步骤一中对各截面的分析结果,设计径向进给单元中各零件的形状及尺寸并加工。进给单元的组成部件个数可根据异形截面管的棱面个数进行调整,如本方法中的图2图3所示为加工四个棱面的异形截面管,则进给单元有四个组成部件。
16.步骤三、原始管坯的装配与定位。将步骤二中设计加工的径向进给单元的各零件固定到夹持单元上。将步骤一中所选取的管坯置于轴向送料单元与径向进给单元中夹紧定位,使管坯两端处于同一直线上。
17.步骤四、异形截面管材连续挤压成形。轴向送料单元将管坯向前推送,径向进给单元由初始位置开始按照步骤一中确定的参数带动各滚轮进行径向进给,使圆截面管坯的截面发生连续变形,得到所需的异形截面管材。
18.步骤五、取出异形截面管材。径向挤压单元退回到初始位置,轴向送料单元退回,取出成形后的异形截面管材。
19.本发明的有益效果:
20.(1)本发明通过采用径向连续挤压制备轴向变截面管材的方法,在管坯沿轴向进给的过程中,径向进给单元中各滚轮模具实时进行径向进给,使原始圆截面管坯的截面发生实时变化,从而加工出异形变截面管材,在加工目标零件的过程中灵活可控,只需要各滚轮模具连续进行径向进给动作,不需要复杂工序,不需要大尺寸模具,加工成本低,操作简单,加工效率高。
21.(2)本发明通过采用径向连续挤压制备轴向变截面管材的方法,可方便拆卸模具,
在加工不同截面形状管材时,只需更换相应滚轮模具,不需要拆卸整套模具,通过径向运动的不同组合方式,在不更换模具的情况下可以加工出不同截面形状的异形截面管材,方便快捷,简单高效,加工范围广。
22.(3)本发明通过采用径向连续挤压制备轴向变截面管材的方法,根据加工管材的状态不同,可以用不同材料的滚轮模具对应加工,且方便拆卸更换,对于目标零件表面要求较高时,通过更换滚轮模具的材料种类,如替换成柔性模具,提高成形后的零件表面质量,从而避免后续的表面处理工作,缩短挤压成形工艺链的同时降低生产成本。
23.(4)本发明通过采用径向连续挤压制备轴向变截面管材的方法,制备室温强度较高、塑性较差的管件时,可以通过将其加热,在材料具备较好的变形能力的情况下完成管材的制备,避免了材料加工种类受限等问题,该发明扩宽了材料的应用范围,具有较好的生产前景。
附图说明
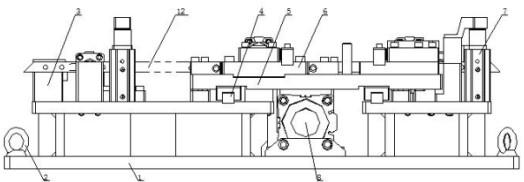
24.图1为本发明径向连续挤压制备轴向变截面管材的方法的结构示意图;
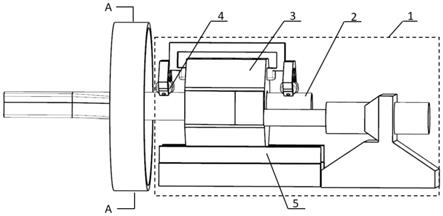
25.图2为图1中a-a的结构示意图;
26.图3为本发明径向连续挤压制备轴向变截面管材的方法制备的异形变截面管材。
27.图中:1送料单元,2管坯,3夹管机构,4卡轮,5导轨,6夹具,7滚轮模具,8推力机构。
具体实施方式
28.以下结合附图和技术方案,进一步说明本发明的具体实施方式。
29.实施例一:结合图1~图2说明。本发明提出的采用径向连续挤压制备异形截面薄壁管的方法,该方法是按照以下步骤进行的:
30.步骤一、异形截面管材特征分析。通过对所需异形截面管的不同截面形状和尺寸进行分析,根据各截面的等效周长最大值选取原始圆形截面管坯,根据所需异形截面管材不同截面形状的连续变化,进而确定径向进给单元中各个滚轮模具7的工作位置,及在加工过程中的具体动作。根据所需异形截面管材不同截面尺寸的连续变化,确定各滚轮模具的具体工作参数,包括步进距离、进给时刻和进给速度。其中选取的管材的形状可根据最终所需的异形截面管材的截面形状选取圆形管材、方形管材或其他形状的管材,尽可能减小变形,降低加工难度,扩大加工范围。
31.步骤二、模具工装设计加工。根据步骤一中的分析结果,设计径向进给单元中各滚轮模具7的形状及尺寸,并进行加工。
32.步骤三、原始管坯的装配与定位。将步骤二中设计加工的各滚轮模具7固定到夹具6上,将步骤一中所选取的管坯2一端置于轴向送料单元的夹管机构3和卡轮4中夹紧,用推力机构8推动夹具6滚轮模具7将其另一端预夹紧,使管坯两端处于同一轴线上,实现管坯2六个自由度的限制,使管坯2完全定位夹紧。
33.步骤四、异形截面管材连续挤压成形。轴向送料单元1将管坯2向前推送,各滚轮模具7由步骤三中的预夹紧位置开始,按照步骤一中确定的进给参数带动各滚轮模具7进行径向进给,使圆截面管坯2的截面随着各滚轮模具位置的变化连续变形,得到所需的异形截面管材。其中各滚轮模具可根据需要单独动作,径向的进给或退回,也可以同步进行不同的动
作,共同控制管坯的截面变化。如加工等截面管材,则各滚轮模具7在加工过程中不需要径向进给,只需由步骤三中的预夹紧位置径向进给至加工位置进行加工即可。必要时管坯内部可增加均布的支撑介质或设置刚性模具支撑,与外部径向挤压模具配合,共同控制截面变化,以防止出现起皱等缺陷。
34.步骤五、取出异形截面管材。推力机构8带动夹具6和各滚轮模具7退回到初始位置,轴向送料单元1中的夹管机构和卡轮4松开管坯2后退回,取出成形后的异形截面管材。
35.本实施例采用径向连续挤压制备轴向变截面管材的方法,可以加工异形变截面管材,也可以加工异形等截面管材,且只需通过改变各滚轮模具工作时的径向进给参数即可控制截面形状,不需设计复杂的模具,大大节约了成本,实用性更强,适用性更广,在加工时稳定可控。
36.实施例二:在加工室温强度较高、塑性较差的管件时,由于该类材料在成形过程中延伸率低,如果在常温下直接径向挤压成形,容易损伤滚压模具,降低模具寿命,在提高生产成本的同时对设备能力也提出了更高的要求。所以在步骤三中将管坯2先进行预热处理,提高其变形能力,然后将加热过的管坯2一端固定在夹管机构3和卡轮4上,另一端置于滚轮模具中,推力机构8动作推动各模具径向进给,将管材另一端夹紧,使管坯两端处于同一轴线上之后,其它步骤,与实施方式一相同。
37.本实施例采用径向连续挤压制备轴向变截面管材的方法,制备室温强度较高、塑性较差的管件时,通过将其加热,在材料具备较好的变形能力的情况下完成管件的制备,避免了材料加工种类受限等问题,该发明扩宽了材料的应用范围,具有较好的生产前景。
38.实施例三:本发明的采用径向连续挤压制备异形截面薄壁管的方法,制备异形变截面管时,滚轮模具7与管坯2实时接触,二者之间存在较大摩擦力,如果使用刚性材料的挤压模具进行挤压可能会对成形管材表面造成损伤。所以常温加工异形变截面管材时,步骤二中设计加工的滚轮模具可采用柔性材料,从而提高成形后目标零件的表面质量,其它步骤,与实施方式一相同。
39.本实施例采用径向连续挤压制备轴向变截面管材的方法,对于目标零件表面要求较高时,通过更换滚轮模具的材料种类,如替换成柔性模具,提高成形后的零件表面质量,从而避免了后续的表面处理工作,缩短挤压成形工艺链的同时降低生产成本。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。