1.本发明涉及加工夹具技术领域,尤其涉及中强梁拉铆夹具。
背景技术:
2.作为新能源汽车动力系统的重要零部件,电池托盘主要起着放置电池,且与其他部件连接的作用,电池托盘总装主要包括梁、底板等。根据实际装配情况,需要对电池托盘中间的梁进行拉铆,拉铆作业是利用手工或压缩空气作为动力,通过专用工具使特殊的铆钉变形,将铆接件铆合的一种铆接方法。现有技术的拉铆方式主要是人工拉铆,手工对孔,拉铆孔位在工件上的位置会极大的影响操作的难易度,手工对孔易造成拉铆精度不高,产品质量难以保证。
技术实现要素:
3.本发明目的是解决上述技术问题,提供中强梁拉铆夹具。
4.为了实现上述技术目的,达到上述的技术要求,本发明所采用的技术方案是:中强梁拉铆夹具,包括底座,所述底座四角设置有吊环螺栓,其特征在于:所述底座中部设置有气缸组件,所述底座左侧设置有第一定位压紧组件,所述底座右侧设置有第二定位压紧组件,所述底座前侧设置有顶紧组件;所述底座中部通过滑轨连接有移动平台,所述移动平台与气缸组件连接,所述移动平台上设置有定位组件、手柄,所述移动平台前端左右两侧阶梯处分别连接有小垫块a、小垫块b,所述小垫块a一侧底座上设置有限位a,所述小垫块b一侧底座上设置有限位b;所述移动平台设置有工件,所述工件上设置有第一支架、第二支架。
5.优选的:所述第一定位压紧组件包括定位a、定位d、支撑a,所述支撑a一侧的底座上设置有压紧气缸a;所述第二定位压紧组件包括定位b、定位c、支撑b,所述定位b上设置有第二限位块,所述定位b一侧的底座上设置有压紧气缸b;所述定位组件包括小定位块c、小定位块b,所述小定位块c的左右两侧通过螺栓连接对称设置有小定位块d,所述小定位块c上设置有定位板b,螺栓穿过小定位块a、垫片a与定位板b一侧连接,所述小定位块b上设置有定位板a,螺栓穿过小定位块e、垫片b与定位板a一侧连接;所述顶紧组件包括第三顶紧组件a、第二顶紧组件、第一顶紧组件、第三顶紧组件b,所述第三顶紧组件a包括固定座a,所述固定座a上设置有气缸a,所述第二顶紧组件包括固定座b,所述固定座b上设置有气缸b,所述第一顶紧组件包括固定座c,所述固定座c上设置有气缸c,所述气缸a、气缸b、气缸c的前端均设置有圆压头,所述第三顶紧组件b与第三顶紧组件a结构相同。
6.优选的:所述压紧气缸a、压紧气缸b的有杆腔、无杆腔分别通过气管连接节流阀后与第二电磁阀a连接,气缸a、气缸d的有杆腔、无杆腔分别通过气管连接节流阀后与第二电磁阀b连接,所述气缸b、气缸c的有杆腔、无杆腔分别通过气管连接节流阀后与第二电磁阀c连接,所述第二电磁阀a、第二电磁阀b、第二电磁阀c的另一端通过气管与三联件连接。
7.优选的:所述第二电磁阀a、第二电磁阀b、第二电磁阀c设置为三位五通中位封闭电磁阀。
8.优选的:所述定位板a的前端面设置有卡槽,第二支架的l型短边设置在卡槽内;所述定位板b的前端设置为开口式,第一支架的l型短边设置在开口阶梯处。
9.优选的:所述气缸组件包括气缸,所述气缸的有杆腔、无杆腔分别通过气管连接节流阀后与第一电磁阀连接,所述第一电磁阀的另一端通过气管连接三联件后与气源连接。
10.优选的:所述第一电磁阀设置为中位排气电磁阀。
11.优选的:所述气管外圈设置有耐高温套管。
12.与传统结构相比,本发明的有益效果:1、本发明结构紧凑,设计合理,通过顶紧组件、第一定位压紧组件、第二定位压紧组件等对工件进行多处同时定位压紧,提高了拉铆的精度,保证了产品质量的稳定性。
13.2、本发明操作简单,便于实现自动化控制,采用气动压紧工件,反应速度快,压紧力稳定可调,生产过程中能缩短辅助时间,提高工作效率。
14.3、采用acq系列超薄气缸、qckl系列压紧气缸,具有结构简单、高效、低成本、安全可靠等优点,安装维护方便。
附图说明
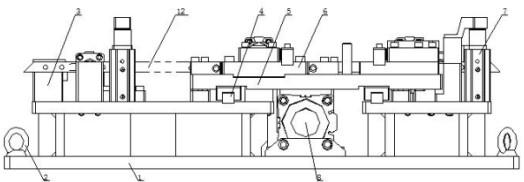
15.图1为本发明主视图;图2为本发明俯视图;图3为本发明左视图;图4为本发明气路图;在图中:1.底座,2.吊环螺钉,3.第一定位压紧组件,31.定位d,32.支撑a,33.定位a,34.压紧气缸a,4.滑轨,5.移动平台,6.定位组件,61.小定位块d,62.小定位块c,63.定位板b,64.垫片a,65.小定位块a,66.小定位块b,67.小定位块e,68.垫片b,69.定位板a,7.第二定位压紧组件,71.定位b,72.第二限位块,73.压紧气缸b,74.支撑b,75.定位c,8.气缸组件,81.气缸,9.顶紧组件,91.第三顶紧组件a,911.气缸a,912.固定座a,92.第二顶紧组件,921.固定座b,922.气缸b,93.第一顶紧组件,931.固定座c,932.气缸c,94.第三顶紧组件b,941.气缸d,10.限位a,11.限位b,12.工件,121.第一支架,122.第二支架,13.小垫块a,14.小垫块b,15.节流阀,16.第一电磁阀,17.三联件,18.第二电磁阀c,19.第二电磁阀b,20.第二电磁阀a,21.手柄。
具体实施方式
16.下面对本发明作进一步说明。
17.参照附图,中强梁拉铆夹具,包括底座1,所述底座1四角设置有吊环螺栓2,其特征在于:所述底座1中部设置有气缸组件8,所述底座1左侧设置有第一定位压紧组件3,所述底座1右侧设置有第二定位压紧组件7,所述底座1前侧设置有顶紧组件9;所述底座1中部通过滑轨4连接有移动平台5,所述移动平台5与气缸组件8连接,所述移动平台5上设置有定位组件6、手柄21,所述移动平台5前端左右两侧阶梯处分别连接有小垫块a13、小垫块b14,所述小垫块a13一侧底座1上设置有限位a10,所述小垫块b14一侧底座1上设置有限位b11;所述移动平台5上设置有工件12,所述工件12上设置有第一支架121、第二支架122。
18.本优选实施例中,所述第一定位压紧组件3包括定位a33、定位d31、支撑a32,所述
支撑a32一侧的底座上设置有压紧气缸a34;所述第二定位压紧组件7包括定位b71、定位c75、支撑b74,所述定位b71上设置有第二限位块72,所述定位b71一侧的底座上设置有压紧气缸b73;所述定位组件6包括小定位块c62、小定位块b66,所述小定位块c62的左右两侧通过螺栓连接对称设置有小定位块d61,所述小定位块c62上设置有定位板b63,螺栓穿过小定位块a65、垫片a64与定位板b63一侧连接,所述小定位块b66上设置有定位板a69,螺栓穿过小定位块e67、垫片b68与定位板a69一侧连接;所述顶紧组件9包括第三顶紧组件a91、第二顶紧组件92、第一顶紧组件93、第三顶紧组件b94,所述第三顶紧组件a91包括固定座a912,所述固定座a912上设置有气缸a911,所述第二顶紧组件92包括固定座b921,所述固定座b921上设置有气缸b922,所述第一顶紧组件93包括固定座c931,所述固定座c931上设置有气缸c932,所述气缸a911、气缸b922、气缸c932的前端均设置有圆压头,所述第三顶紧组件b94与第三顶紧组件a91结构相同。
19.本优选实施例中,所述压紧气缸a34、压紧气缸b73的有杆腔、无杆腔分别通过气管连接节流阀后与第二电磁阀a20连接,气缸a911、气缸d941的有杆腔、无杆腔分别通过气管连接节流阀后与第二电磁阀b19连接,所述气缸b922、气缸c932的有杆腔、无杆腔分别通过气管连接节流阀后与第二电磁阀c18连接,所述第二电磁阀a20、第二电磁阀b19、第二电磁阀c18的另一端通过气管与三联件17连接。
20.本优选实施例中,所述第二电磁阀a20、第二电磁阀b19、第二电磁阀c18设置为三位五通中位封闭电磁阀。
21.本优选实施例中,所述定位板a69的前端面设置有卡槽,第二支架122的l型短边设置在卡槽内;所述定位板b63的前端设置为开口式,第一支架121的l型短边设置在开口阶梯处。
22.本优选实施例中,所述气缸组件8包括气缸81,所述气缸81的有杆腔、无杆腔分别通过气管连接节流阀15后与第一电磁阀16连接,所述第一电磁阀16的另一端通过气管连接三联件17后与气源连接。
23.本优选实施例中,所述第一电磁阀16设置为中位排气电磁阀。
24.本优选实施例中,所述气管外圈设置有耐高温套管。
25.具体实施时,工件12放置在移动平台5上,定位a33、定位b71对工件12进行前后方向的定位,定位c75、定位d31对工件12进行左右方向的定位,压紧气缸a34、压紧气缸b73的前端压头分别压住工件12的左侧上表面和右侧上表面,气缸a911、气缸d941的前端圆压头分别抵住工件12两端的前侧边,气缸b922的前端圆压头抵住第一支架121的l型短边,气缸c932的前端圆压头抵住第二支架122的l型短边;气源通过气管经过三联件17后向气缸81、气缸a911、气缸b922、气缸c932、气缸d941、压紧气缸a34、压紧气缸b73进气,在气缸的推动下顶紧工件12,然后对第一支架121、第二支架122进行拉铆,通过气动压紧工件,反应速度快,压紧力稳定可调,生产过程中能缩短辅助时间,提高工作效率,提高了拉铆的精准度。
26.本发明的上述实施例,仅仅是清楚地说明本发明所做的举例,但不用来限制本发明的保护范围,所有等同的技术方案也属于本发明的范畴,本发明的专利保护范围应由各项权利要求限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。