技术特征:
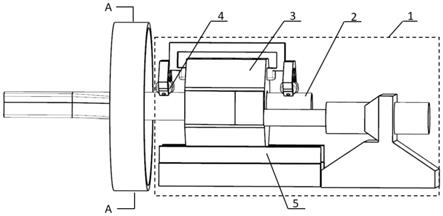
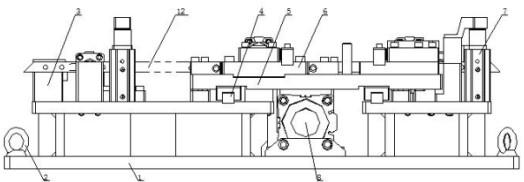
1.一种径向连续挤压制备轴向变截面管材的方法,该方法所用的系统包括径向进给单元、夹持单元和轴向送料单元;所述径向进给单元包括夹具(6)、滚轮模具(7)和推力机构(8);滚轮模具(7)固定在夹具(6)上,推力机构(8)推动夹具(6)和滚轮模具(7)作径向进给运动;所述夹持单元即夹具(6);所述轴向送料单元包括夹管机构(3)、卡轮(4)和导轨(5);卡轮(4)通过连杆固定连接在夹管机构(3)上,卡轮(4)与管坯接触,辅助管坯轴向进给,夹管机构(3)进给时夹紧管坯,退回时松开管坯;夹管机构(3)在导轨(5)上进行往复运动实现连续送料;步骤如下:步骤一、确定异形截面管材特征;通过对所需异形截面管材的不同截面形状和尺寸进行分析,根据各截面的等效周长最大值选取原始圆形截面管坯,根据异形截面管材截面的连续变化确定径向进给单元的工作位置及其工作时的动作、工作参数,包括进给距离、进给速度、进给时刻;径向进给单元的进给距离为异形截面管材的始末两端等效半径的差值;径向进给单元的进给速度等于进给距离除以预计的加工时间;若异形截面管材为连续变截面管,则径向进给单元的进给时刻即为加工开始时刻;若异形截面管材一部分为等截面管,另一部分为连续变截面管,则径向进给单元的进给时刻为等截面部分长度除以管材的送料速度;步骤二、模具工装设计加工;根据步骤一中对各截面的分析结果,设计径向进给单元中各零件的形状及尺寸并加工;径向进给单元的组成部件个数根据异形截面管的棱面个数进行调整;步骤三、原始管坯的装配与定位;将步骤二中设计加工的径向进给单元的各零件固定到夹持单元上;将步骤一中所选取的管坯置于轴向送料单元与径向进给单元中夹紧定位,使管坯两端处于同一直线上;步骤四、异形截面管材连续挤压成形;轴向送料单元将管坯向前推送,径向进给单元由初始位置开始按照步骤一中确定的参数带动各滚轮进行径向进给,使圆截面管坯的截面发生连续变形,得到所需的异形截面管材;步骤五、取出异形截面管材;径向挤压单元退回到初始位置,轴向送料单元退回,取出成形后的异形截面管材。
技术总结
本发明提供了一种径向连续挤压制备轴向变截面管材的方法。本发明的方法在管坯沿轴向进给的过程中,径向进给单元中各滚轮模具实时进行径向进给,使原始圆截面管坯的截面发生实时变化,从而加工出异形变截面管材,在加工目标零件的过程中灵活可控,只需要各滚轮模具连续进行径向进给动作,不需要复杂工序,不需要大尺寸模具,加工成本低,操作简单,加工效率高。同时,加工管材的状态不同,可以用不同材料的滚轮模具对应加工,且方便拆卸更换。对于制备室温强度较高、塑性较差的管件时,通过将其加热,在材料具备较好的变形能力的情况下完成管材的制备,避免了材料加工种类受限等问题,该发明扩宽了材料的应用范围,具有较好的生产前景。前景。前景。
技术研发人员:陈浩 阮祥钢 何祝斌
受保护的技术使用者:大连理工大学
技术研发日:2021.12.20
技术公布日:2022/4/1
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。