1.本发明涉及面料处理技术领域,具体是涉及一种光管磨毛设备、磨毛面料及面料制造方法。
背景技术:
2.磨毛织物是布料通过磨毛机和金刚砂皮的磨擦作用,所形成的一种仅在外观加以质变的品种,是印染的一个后整理,手感柔软、舒适、质感丰厚,悬垂感强、易于护理、绒面丰盈。磨毛布料产品属于一种功能性产品也就是说,在保留织物原有性能的同时,使织物表面形成了一层具有短绒毛层感觉,在赋予织物新风格的同时,既降低了磨毛织物的导热性,又增加了保暖性和柔软性,其色泽醒目、手感柔和、外观丰满悦目;磨毛的种类有很多,譬如普通的磨毛、水磨毛、碳水刷毛等等,磨毛有砂皮磨毛,如市场上常见的全涤纶几皮绒,桃皮绒,全棉的意大利绒等,钢刺磨毛如莱卡拉架绒,经纬编各种磨毛布。
3.现有的磨毛面料抗菌性能和舒适度差,同时采用的纤维柔韧度差,基于此需进一步的对面料进行改进处理,此外现有的磨毛设备往往难以更换转辊外部的沙皮,通常都采用多个转辊才能够完成对不同号数的加工需求,使得磨毛设备往往占地面积较大,且成本较高。
技术实现要素:
4.本发明的目的在于提供一种光管磨毛设备、磨毛面料及面料制造方法,旨在解决现有的技术问题。
5.为实现上述目的,本发明提供如下技术方案,一种磨毛面料,所述磨毛面料采用经线和纬线编织而成,经线采用1-2股改性竹纤维和1-3股腈纶纤维加捻形成一股纱线,形成经线,纬线采用1-2股改性竹纤维和1-3股腈纶纤维加捻形成一股纱线;经线、纬线进行编织处理,得到磨毛面料;
6.所述改性竹纤维的改性方法为:将竹纤维送入到质子辐照箱内辐照,辐照强度为100-500w,辐照时间为10-20min;辐照结束,然后送入到改性液内改性处理,改性结束,得到改性竹纤维。
7.优选地,所述改性液的制备方法为:将10-50份十二烷基硫酸钠与10-20份纳米银粉混合,然后再加入硫酸,调节溶液ph至5.0-6.0,然后再加入5-10份海藻酸钠,进行搅拌分散处理,搅拌转速为100-500r/min,搅拌时间为10-20min。
8.一种磨毛面料的制造方法,包括以下步骤:
9.步骤一:改性竹纤维的制备:将改性液处理的限位,进行纺丝处理,控制纺丝计量泵供量为650-850g/min,纺丝温度为290℃-300℃,纺丝速度为800-1000m/min,牵伸倍数为2.7-3.0倍,
10.步骤二:将经线、纬线进行编织处理,编织中经向密度200-220根/in;纬向密度为100-120根/in;
11.步骤三:编织结束,采用等离子体辐照处理,辐照结束,再采用光管磨毛设备进行绒毛磨出处理,用于面料柔软、舒适的提高。
12.优选地,所述辐照功率为500-1000w,辐照10-20min。
13.优选地,所述辐照功率为750w,辐照15min。
14.一种磨毛面料制造用的光管磨毛设备,包括:
15.柜体,外部为矩形结构,且柜体的内部开设有矩形腔室;
16.配合组件,包括第一支板、第二支板、第一连接轴和配合辊,所述第一支板和第二支板分别安装在柜体的顶端两侧,所述第一支板和第二支板之间活动连接有第一连接轴,所述第一连接轴上安装有配合辊;
17.磨毛组件,包括电动推杆、固定板、旋转电机、第二连接轴、磨毛辊和磨毛沙皮,所述电动推杆的底端连接有柜体,所述电动推杆的移动端安装有固定板,所述固定板的一侧安装有旋转电机,所述旋转电机的旋转端贯穿固定板连接有第二连接轴,所述第二连接轴上安装有磨毛辊,所述磨毛辊的表面套有磨毛沙皮,所述磨毛辊位于配合辊的正下方,所述磨毛辊与配合辊长度相同且两端对齐。
18.优选地,所述柜体的底端四角均安装有支脚,所述支脚的底端安装有防滑垫;
19.优选地,所述柜体的前面壁两侧均安装有柜门,所述柜门的前面壁安装有把手;柜体的后面壁安装有九个散热槽,且九个所述散热槽等距矩形设置。
20.优选地,所述第一支板的顶端开设有第一定位槽,所述第二支板的顶端开设有第二定位槽,所述磨毛辊的一侧固定安装有第一限位板,所述磨毛辊的另一侧活动连接有第二限位板,所述第一限位板和第二限位板分别位于第一定位槽和第二定位槽的上方,且所述第一限位板和第二限位板的直径分别与第一定位槽和第二定位槽的宽度相互匹配。
21.优选地,所述第二限位板的两侧均开设有扣拉槽,所述扣拉槽的内壁开设有防滑纹路。
22.优选地,所述第一连接轴的两端外部均安装有轴承,两个所述轴承的外圈分别连接有第一支板和第二支板。
23.综上所述,本发明的有益效果是:
24.1、本发明的磨毛面料,采用竹纤维进行改性,竹纤维经过辐照后,活性能增强,同时再经过改性液处理后,改性液中的十二烷基硫酸钠能够对竹纤维进行活化处理,再通过纳米银粉的改性,可提高产品的抗菌性能。
25.2、经线、纬线进行编织处理后,采用等离子体处理,方便后续的磨毛设备磨毛,进而便于提高面料的舒适度。
26.3、能够通过可以移动的磨毛组件,在需要更换磨毛辊上的磨毛沙皮时,只需要驱动电动推杆带动那个磨毛辊整体向上移动,使得磨毛辊的一端不在受到阻挡,再将磨毛沙皮从磨毛辊上取下,从而更换不同号数的磨毛沙皮。
27.4、该光管磨毛设备,能够快速完成磨毛沙皮的更换,从而只需要一个磨毛辊即可以提供不同号数的磨毛加工,占地面积较小,成本较低。
附图说明
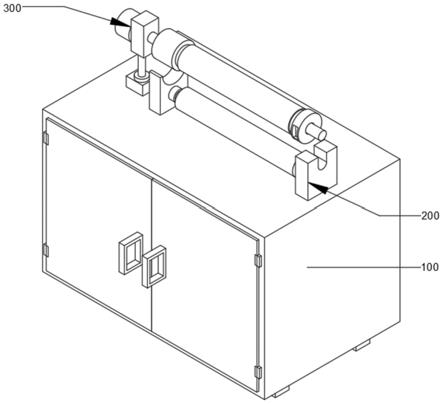
28.图1为本发明正视的结构示意图;
29.图2为本发明后视的结构示意图;
30.图3为本发明的正视图;
31.图4为本发明的后视图;
32.图5为本发明的俯视图;
33.图6为本发明的侧视图;
34.图7为本发明磨毛组件放下时的结构示意图。
35.图中:100柜体、110支脚、111防滑垫、120柜门、121把手、130散热槽、200配合组件、210第一支板、211第一定位槽、220第二支板、221第二定位槽、230第一连接轴、231轴承、240配合辊、300磨毛组件、310电动推杆、320固定板、330旋转电机、340第二连接轴、341第一限位板、342第二限位板、343扣拉槽、350磨毛辊、360磨毛沙皮。
具体实施方式
36.为了使本发明的目的、技术方案及优点更加清晰,以下结合附图及具体实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
37.在本发明的描述中,术语“中心”、“横向”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
38.以下结合具体实施例对本发明的具体实现进行详细描述。
39.请参阅图4至图7,
40.实施例1:
41.本实施例的一种磨毛面料,所述磨毛面料采用经线和纬线编织而成,经线采用1股改性竹纤维和1股腈纶纤维加捻形成一股纱线,形成经线,纬线采用1股改性竹纤维和1股腈纶纤维加捻形成一股纱线;经线、纬线进行编织处理,得到磨毛面料;
42.所述改性竹纤维的改性方法为:将竹纤维送入到质子辐照箱内辐照,辐照强度为100w,辐照时间为10min;辐照结束,然后送入到改性液内改性处理,改性结束,得到改性竹纤维。
43.本实施例的改性液的制备方法为:将10份十二烷基硫酸钠与10份纳米银粉混合,然后再加入硫酸,调节溶液ph至5.0,然后再加入5份海藻酸钠,进行搅拌分散处理,搅拌转速为100r/min,搅拌时间为10min。
44.本实施例的一种磨毛面料的制造方法,包括以下步骤:
45.步骤一:改性竹纤维的制备:将改性液处理的限位,进行纺丝处理,控制纺丝计量泵供量为650g/min,纺丝温度为290℃℃,纺丝速度为800m/min,牵伸倍数为2.7倍,
46.步骤二:将经线、纬线进行编织处理,编织中经向密度200根/in;纬向密度为100根/in;
47.步骤三:编织结束,采用等离子体辐照处理,辐照结束,再采用光管磨毛设备进行绒毛磨出处理,用于面料柔软、舒适的提高。
48.本实施例的辐照功率为500w,辐照10min。
49.实施例2:
50.本实施例的一种磨毛面料,所述磨毛面料采用经线和纬线编织而成,经线采用2股改性竹纤维和3股腈纶纤维加捻形成一股纱线,形成经线,纬线采用2股改性竹纤维和3股腈纶纤维加捻形成一股纱线;经线、纬线进行编织处理,得到磨毛面料;
51.所述改性竹纤维的改性方法为:将竹纤维送入到质子辐照箱内辐照,辐照强度为500w,辐照时间为20min;辐照结束,然后送入到改性液内改性处理,改性结束,得到改性竹纤维。
52.本实施例的改性液的制备方法为:将50份十二烷基硫酸钠与20份纳米银粉混合,然后再加入硫酸,调节溶液ph至6.0,然后再加入10份海藻酸钠,进行搅拌分散处理,搅拌转速为500r/min,搅拌时间为20min。
53.本实施例的一种磨毛面料的制造方法,包括以下步骤:
54.步骤一:改性竹纤维的制备:将改性液处理的限位,进行纺丝处理,控制纺丝计量泵供量为850g/min,纺丝温度为300℃,纺丝速度为1000m/min,牵伸倍数为3.0倍,
55.步骤二:将经线、纬线进行编织处理,编织中经向密度220根/in;纬向密度为120根/in;
56.步骤三:编织结束,采用等离子体辐照处理,辐照结束,再采用光管磨毛设备进行绒毛磨出处理,用于面料柔软、舒适的提高。
57.本实施例的辐照功率为1000w,辐照20min。
58.实施例3:
59.本实施例的一种磨毛面料,所述磨毛面料采用经线和纬线编织而成,经线采用1股改性竹纤维和2股腈纶纤维加捻形成一股纱线,形成经线,纬线采用1股改性竹纤维和3股腈纶纤维加捻形成一股纱线;经线、纬线进行编织处理,得到磨毛面料;
60.所述改性竹纤维的改性方法为:将竹纤维送入到质子辐照箱内辐照,辐照强度为300w,辐照时间为15min;辐照结束,然后送入到改性液内改性处理,改性结束,得到改性竹纤维。
61.本实施例的改性液的制备方法为:将30份十二烷基硫酸钠与15份纳米银粉混合,然后再加入硫酸,调节溶液ph至5.5,然后再加入7.5份海藻酸钠,进行搅拌分散处理,搅拌转速为300r/min,搅拌时间为15min。
62.本实施例的一种磨毛面料的制造方法,包括以下步骤:
63.步骤一:改性竹纤维的制备:将改性液处理的限位,进行纺丝处理,控制纺丝计量泵供量为700g/min,纺丝温度为295℃,纺丝速度为900m/min,牵伸倍数为2.85倍,
64.步骤二:将经线、纬线进行编织处理,编织中经向密度210根/in;纬向密度为110根/in;
65.步骤三:编织结束,采用等离子体辐照处理,辐照结束,再采用光管磨毛设备进行绒毛磨出处理,用于面料柔软、舒适的提高。
66.本实施例的辐照功率为750w,辐照15min。
67.实施例4
68.本实施例的一种磨毛面料制造用的光管磨毛设备,包括:
69.柜体100,外部为矩形结构,且柜体100的内部开设有矩形腔室;
70.配合组件200,包括第一支板210、第二支板220、第一连接轴230和配合辊240,所述第一支板210和第二支板220分别安装在柜体100的顶端两侧,所述第一支板210和第二支板220之间活动连接有第一连接轴230,所述第一连接轴230上安装有配合辊240;
71.磨毛组件300,包括电动推杆310、固定板320、旋转电机330、第二连接轴340、磨毛辊350和磨毛沙皮360,所述电动推杆310的底端连接有柜体100,所述电动推杆310的移动端安装有固定板320,所述固定板320的一侧安装有旋转电机330,所述旋转电机330的旋转端贯穿固定板320连接有第二连接轴340,所述第二连接轴340上安装有磨毛辊350,所述磨毛辊350的表面套有磨毛沙皮360,所述磨毛辊350位于配合辊240的正下方,所述磨毛辊350与配合辊240长度相同且两端对齐。
72.本实施例的柜体100的底端四角均安装有支脚110,所述支脚110的底端安装有防滑垫111;
73.所述柜体100的前面壁两侧均安装有柜门120,所述柜门120的前面壁安装有把手121;柜体100的后面壁安装有九个散热槽130,且九个所述散热槽130等距矩形设置。
74.本实施例的第一支板210的顶端开设有第一定位槽211,所述第二支板220的顶端开设有第二定位槽221,所述磨毛辊350的一侧固定安装有第一限位板341,所述磨毛辊350的另一侧活动连接有第二限位板342,所述第一限位板341和第二限位板342分别位于第一定位槽211和第二定位槽221的上方,且所述第一限位板341和第二限位板342的直径分别与第一定位槽211和第二定位槽221的宽度相互匹配。
75.本实施例的第二限位板342的两侧均开设有扣拉槽343,所述扣拉槽343的内壁开设有防滑纹路。
76.本实施例的第一连接轴230的两端外部均安装有轴承231,两个所述轴承231的外圈分别连接有第一支板210和第二支板220。
77.本当加工布料时,通过将布料置于配合辊240和磨毛辊350之间,通过旋转电机330带动磨毛辊350旋转,从而对布料进行磨毛工作,当需要更换不同号数的磨毛沙皮时,通过关闭旋转电机330,打开电动推杆310,电动推杆310将固定板向上推动,同时带动固定板320上的旋转电机330及其连接的第二连接轴340向上移动,使得磨毛辊350的一端不在受到阻挡,再将第二限位板取下,更换不同号数的沙皮套在磨毛辊上,完成后通过电动推杆310将磨毛辊复位,使第一限位板341和第二限位板342分别卡入第一定位槽211和第二定位槽221中,卡合紧密,完成对磨毛沙皮360的更换。
78.对比例1.
79.与实施例3的材料及制备工艺基本相同,唯有不同的是竹纤维未进行改性液处理。
80.对比例2.
81.与实施例3的材料及制备工艺基本相同,唯有不同的是,未采用光管磨毛设备。
82.将实施例1-3及对比例1-2的面料采用gb/t30706-2014标准进行试验,测试产品的杀菌率;测试结果取平均值:
[0083] 大肠杆菌杀菌率(%)实施例199.2实施例299.1实施例399.8
对比例193.2对比例294.6
[0084]
从实施例1-3及对比例1-2可看出,本发明的产品具有优异的杀菌性能,同时竹纤维未进行改性液处理,未采用光管磨毛设备,杀菌性能均变差。
[0085]
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
