1.本发明涉及车削加工技术领域,具体为合金钢法兰自动定位车削装置。
背景技术:
2.车床加工属于机加工的一种,主要通过车刀对旋转工件削除的方式进行加工,车削所使用的刀具不限于钻头、铰刀、丝锥、板牙及滚花工具等,主要用来加工内外圆柱面、端面、圆锥面、螺纹,车削工艺易于保证零件的位置精度,冲击小,刀具的制造也简单,运用最为广泛。
3.车削加工所包含的问题也对应存在,工人上料后需要对待加工件进行端面已经径向两次对刀,每次对刀后需要测量工件的具体尺寸并记录数值,最后在机床的控制面板上输入测量值形成参考坐标系,人工测量记值的方法不能准确地反应轴向跳动与径向跳动对加工的影响,因此人工对刀不能获得零件较高的精度,加工效率也会降低;每个毛坯件在铸造完成后,其内部或多或少存在残余应力,造成毛坯件的金属晶格不均匀,在车削过程中外层被削除,内部的残余应力向外释放,导致主轴转速受应力释放的影响降低,主轴转速不稳造成刀具更快地磨损,影响成型面的精度。
技术实现要素:
4.本发明的目的在于提供合金钢法兰自动定位车削装置,以解决上述背景技术中提出的问题。
5.为了解决上述技术问题,本发明提供如下技术方案:合金钢法兰自动定位车削装置,包括底座,所述底座上设置有头架、尾架、拖板组件以及对刀组件,所述拖板组件上设置有刀架,所述头架上设置有卡盘,头架的内部与底座的内部连通,连通的区域中设置有稳速组件,所述拖板组件带动刀架移动,所述对刀组件对加工毛坯进行自动定位,所述稳速组件对输出的转速自动地进行调节。
6.进一步的,所述对刀组件包括对刀基架,所述对刀基架设置在底座上,对刀基架靠近头架的一边,对刀基架的中部设置有第一变阻器,所述第一变阻器上滑动安装有壳罩,第一变阻器的滑动头设置在壳罩内。
7.进一步的,所述对刀基架上设置有从动链轮、伺服电机,所述伺服电机的电机轴上连接有主动链轮,所述主动链轮及从动链轮上连接有链条,所述链条中部断开,断开的链条的两端分别与壳罩的两端相连接,伺服电机带动主动链轮进行转动,主动链轮通过链条带动从动链轮转动,链条带动壳罩在第一变阻器上滑移,通过壳罩内的探头对工件毛坯的尺寸进行测量。
8.进一步的,所述壳罩的内部设置转动设置有轴向探头,所述轴向探头与壳罩之间设置有卷簧,所述壳罩的内部滑动设置有第二变阻器、挡块、第一电磁铁,所述第二变阻器上开设有一个缺口,第二变阻器的滑动头安装在壳罩中,所述挡块与壳罩之间设置有弹簧,挡块通过缺口对第二变阻器进行阻挡,所述第一电磁铁设置在第二变阻器的上方,第一电
磁铁与第二变阻器之间设置有探针弹簧,所述轴向探头的顶部转动安装有推杆,所述推杆的一端开设有滑槽,所述挡块上设有短销,所述短销滑动安装在滑槽中,轴向探头在伺服电机的带动下移动,碰到工件毛坯后,轴向探头发生偏转,轴向探头连接着伺服电机的控制电路,偏转的轴向探头使伺服电机断电,轴向探头发不再移动,在卷簧的作用力下轴向探头回正,轴向探头的探测端面紧紧地贴住工件毛坯的端面,主电机带动工件毛坯缓慢旋转,轴向探头对工件毛坯的端面进行跳动检测,滑动头距离卡盘越近,第一变阻器电路中的电流越大,控制系统通过测量第一变阻器电路中的电流大小,从而判断毛坯工件端面距离卡盘装夹位置的距离以及工件毛坯的端面跳动情况;
9.轴向探头发生偏转的同时通过推杆推动挡块移动,挡块解除对第二变阻器上缺口的约束,第二变阻器在探针弹簧的推顶下与工件毛坯的轮廓面相接触,第二变阻器随着工件毛坯的表面轮廓上下移动进行径向跳动的检测,第二变阻器的移动不会带动滑动头一起移动,第二变阻器下沉的越多,第二变阻器电路中的电流越大,控制系统通过测量第二变阻器电路中的电流大小,判断工件毛坯的径向尺寸。
10.测量完成后,控制系统使第一电磁铁通电,第一电磁铁产生磁场吸附第二变阻器上升,挡块重新卡住第二变阻器上的缺口,伺服电机带动壳罩移动离开工件毛坯,机床的控制系统将工件毛坯的尺寸信息反馈到拖板组件,拖板组件带动刀具迅速定位到工件毛坯的轮廓边缘进行车削加工。
11.进一步的,所述底座内部设置有主电机、变速器,所述主电机的电机轴与变速器的输入端相连接,所述变速器输出端连接有副齿轮,所述头架内转动安装有主轴,所述主轴的一端与卡盘进行连接,主轴上设置有主齿轮,所述主齿轮与副齿轮啮合传动,所述底座外设置有调速手柄,所述调速手柄与变速器相连接,主电机的转矩通过变速器经过变速后带动副齿轮进行旋转,副齿轮通过主齿轮带动主轴进行旋转,继而使卡盘带动工件毛坯进行转动。
12.进一步的,所述稳速组件包括离心机构,所述离心机构包括两根固定杆、从动杆,两根所述固定杆对称安装在主轴上,两个固定杆与主轴转动连接,每根固定杆的一端转动安装有重块,两个所述重块上各转动安装有一个活动杆,所述从动杆滑动安装在主轴上,从动杆与主轴之间设置有压力弹簧,从动杆上转动安装有一个环套,两个所述活动杆均与环套转动连接,主轴高速转动时,两个重块由于离心力向外甩出,从而拉动固定杆以及活动杆相互靠近,从动杆在活动杆的拉动下进行移动,压力弹簧被压缩。
13.进一步的,所述头架内设置有大液压缸,所述从动杆的一端与大液压缸的活塞杆相连接,所述底座内设置有小液压缸、擒纵器,所述大液压缸与小液压缸通过管道进行连通,所述擒纵器设置在小液压缸活塞杆伸出的一侧,所述底座内部开设有t型滑槽,所述擒纵器与t型滑槽滑动连接,所述t型滑槽中的两端各设置有一个弹簧,两个所述弹簧对擒纵器进行复位;
14.所述擒纵器的内部设置有第二电磁铁、锁紧滑块,所述锁紧滑块与擒纵器滑动连接,锁紧滑块对小液压缸的活塞杆进行锁紧,所述第二电磁铁设置在锁紧滑块的上方,第二电磁铁对锁紧滑块进行吸附,锁紧滑块与擒纵器之间连接有钩簧,所述钩簧对锁紧滑块进行复位,从动杆移动带动大液压缸的活塞杆移动,大液压缸中的液压油通过管道流入到小液压缸内,由于大液压缸的截面面积大于小液压缸的截面面积,大液压缸活塞杆微小的移
动使小液压缸的活塞杆发生明显的位移,通过大液压缸与小液压缸的设置,将主轴转速的实时状态进行传导,为稳速工作提供前提参照。
15.进一步的,所述擒纵器的下方设置有齿条,所述底座内纵向设置有一根光轴,所述光轴上转动安装有纵向双联齿轮,所述齿条与纵向双联齿轮啮合传动,所述主电机的后方转动安装有横向双联齿轮,所述横向双联齿轮与纵向双联齿轮啮合传动;
16.所述主电机的两侧均转动安装有一个磁块,每个磁块的一端均安装有一个外挂齿轮,两个所述外挂齿轮均与横向双联齿轮啮合,两个所述磁块的极性相反设置。
17.进一步的,所述底座的内部还滑动安装有触发板,所述调速手柄上转动设置有连杆,所述触发板的底部开设有空槽,所述连杆的一端与空槽滑动连接,所述触发板上滑动设置有按钮,所述小液压缸的活塞杆对按钮进行顶推,所述按钮与第二电磁铁设置在同一电路中,操作人员扳动调速手柄调节机床的转速,同时带动触发板位移一段距离,在主轴达到调节的转速后,小液压缸的活塞杆接触到触发板上的按钮,按钮使第二电磁铁的电路接通,第二电磁铁产生磁场对锁紧滑块进行吸附,由于稳速组件仅仅对主轴正常运行时转速的变化进行感应调节,通过设置触发板,使得主轴在启动加速时,小液压缸活塞杆的移动不会影响到稳速组件的工作;
18.锁紧滑块锁住小液压缸的活塞杆后使擒纵器随着小液压缸活塞杆的移动而移动,擒纵器下方的齿条带动纵向双联齿轮进行旋转,纵向双联齿轮继而带动横向双联齿轮转动,横向双联齿轮带动两个外挂齿轮转动,两个外挂齿轮带动磁块转动,主电机通入电流量不变的情况下,通过改变主电机的中的磁通量也能提高主电机的转速,当刀具车削的工件毛坯内部的应力释放时,工件毛坯与刀具之间的摩擦增大,主轴转速失速变慢,通过小液压缸的活塞杆带动两个磁块转动,使主电机内的磁通量增加,稳定主轴的转速,进行实时快速的调节,主轴转速的浮动范围被控制在很小的区间中,降低主轴失速对成型面精度的影响。
19.进一步的,所述底座上设置有导轨,所述拖板组件包括大拖板、小拖板,所述大拖板滑动安装在导轨上,所述小拖板滑动安装在大拖板上,小拖板的滑动方向与大拖板的滑动方向相垂直,所述刀架设置在小拖板上,所述底座上设置有两个移窗,所述移窗对机床进行保护。
20.与现有技术相比,本发明所达到的有益效果是:
21.1、通过设置对刀组件,利用链传动带动对刀组件移动,对刀组件的轴向探头接触到工件毛坯的端面,同时触发第二变阻器接触到工件毛坯的轮廓表面,利用电流信号测量毛坯工件的具体尺寸,主电机带动工件毛坯缓慢旋转,轴向探头对工件毛坯的端面进行跳动检测,第二变阻器对工件毛坯的表面轮廓进行径向跳动的检测,解决了人工测量记值的不能准确地反应轴向跳动与径向跳动的问题,使工件获得较高的精度,机床的控制系统利用工件毛坯的尺寸信息带动刀具迅速定位到工件毛坯的轮廓边缘进行车削加工,提高加工效率。
22.2、通过设置稳速组件,利用离心力反应主轴转速的变化,通过两个液压缸放大转速的变化情况,根据主电机通入电流量不变,改变磁通量也能提高主电机的转速的原理,在主电机的两侧设置可以转动的磁块,当刀具车削的工件毛坯内部的应力释放时,主轴转速失速,小液压缸的活塞杆带动两个磁块转动,使主电机内的磁通量增加,稳定主轴的转速,进行实时快速的调节,主轴转速的浮动范围被控制在很小的区间中,降低主轴失速对成型
面精度的影响,实现了稳速车削,不受工件毛坯影响的效果。
附图说明
23.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
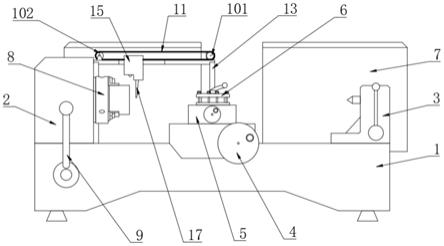
24.图1是本发明的整体结构示意图;
25.图2是本发明的整体结构俯视示意图;
26.图3是本发明壳罩内部的结构示意图;
27.图4是本发明壳罩与对刀基架的位置示意图;
28.图5是本发明头架内部的结构示意图;
29.图6是本发明主电机部分的结构示意图;
30.图7是本发明擒纵器的内部结构示意图;
31.图8是本发明触发板与底座的安装示意图;
32.图中:1、底座;2、头架;3、尾架;4、大拖板;5、小拖板;6、刀架;7、移窗;8、卡盘;9、调速手柄;101、主动链轮;102、从动链轮;11、链条;12、伺服电机;13、对刀基架;141、第一变阻器;142、第二变阻器;15、壳罩;161、探针弹簧;162、第一电磁铁;17、轴向探头;18、卷簧;19、推杆;20、挡块;21、主轴;22、主齿轮;23、副齿轮;24、变速器;251、重块;252、固定杆;253、活动杆;26、压力弹簧;27、从动杆;281、大液压缸;282、小液压缸;29、主电机;301、横向双联齿轮;302、纵向双联齿轮;31、磁块;32、外挂齿轮;33、擒纵器;34、齿条;35、触发板;36、按钮;37、连杆;38、锁紧滑块;39、第二电磁铁;40、钩簧。
具体实施方式
33.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
34.请参阅图1-图8,本发明提供技术方案:合金钢法兰自动定位车削装置,包括底座1,底座1上设置有头架2、尾架3、拖板组件以及对刀组件,拖板组件上设置有刀架6,头架2上设置有卡盘8,头架2的内部与底座1的内部连通,连通的区域中设置有稳速组件,拖板组件带动刀架6移动,底座1上设置有导轨,拖板组件包括大拖板4、小拖板5,大拖板4滑动安装在导轨上,小拖板5滑动安装在大拖板4上,小拖板5的滑动方向与大拖板4的滑动方向相垂直,刀架6设置在小拖板5上,底座1上设置有两个移窗7,移窗7对机床进行保护,对刀组件对加工毛坯进行自动定位,稳速组件对输出的转速自动地进行调节。
35.底座1内部设置有主电机29、变速器24,主电机29的电机轴与变速器24的输入端相连接,变速器24输出端连接有副齿轮23,头架2内转动安装有主轴21,主轴21的一端与卡盘8进行连接,主轴21上设置有主齿轮22,主齿轮22与副齿轮23啮合传动,底座1外设置有调速手柄9,调速手柄9与变速器24相连接,主电机29的转矩通过变速器24经过变速后带动副齿轮23进行旋转,副齿轮23通过主齿轮22带动主轴21进行旋转,继而使卡盘8带动工件毛坯进行转动。
36.对刀组件包括对刀基架13,对刀基架13设置在底座1上,对刀基架13靠近头架2的一边,对刀基架13的中部设置有第一变阻器141,第一变阻器141上滑动安装有壳罩15,第一变阻器141的滑动头设置在壳罩15内,对刀基架13上设置有从动链轮102、伺服电机12,伺服电机12的电机轴上连接有主动链轮101,主动链轮101及从动链轮102上连接有链条11,链条11中部断开,断开的链条的两端分别与壳罩15的两端相连接,伺服电机12带动主动链轮101进行转动,主动链轮101通过链条11带动从动链轮102转动,链条11带动壳罩15在第一变阻器141上滑移,通过壳罩15内的轴向探头17以及第二变阻器142对工件毛坯的尺寸进行测量。
37.壳罩15的内部设置转动设置有轴向探头17,轴向探头17与壳罩15之间设置有卷簧18,壳罩15的内部滑动设置有第二变阻器142、挡块20、第一电磁铁162,第二变阻器142上开设有一个缺口,第二变阻器142的滑动头安装在壳罩15中,第二变阻器142的移动不会带动滑动头一起移动,挡块20与壳罩15之间设置有弹簧,挡块20通过缺口对第二变阻器142进行阻挡,第一电磁铁162设置在第二变阻器142的上方,第一电磁铁162与第二变阻器142之间设置有探针弹簧161,轴向探头17的顶部转动安装有推杆19,推杆19的一端开设有滑槽,挡块20上设有短销,短销滑动安装在滑槽中,轴向探头17在伺服电机12的带动下移动,碰到工件毛坯后,轴向探头17发生偏转,轴向探头17连接着伺服电机12的控制电路,偏转的轴向探头17使伺服电机12断电,轴向探头17发不再移动,在卷簧18的作用力下轴向探头17回正,轴向探头17的探测端面紧紧地贴住工件毛坯的端面,主电机29带动工件毛坯缓慢旋转,轴向探头17对工件毛坯的端面进行跳动检测,滑动头距离卡盘8越近,第一变阻器141电路中的电流越大,控制系统通过测量第一变阻器141电路中的电流大小,从而判断毛坯工件端面距离卡盘8装夹位置的距离以及工件毛坯的端面跳动情况,轴向探头17发生偏转的同时通过推杆19推动挡块20移动,挡块20解除对第二变阻器142上缺口的约束,第二变阻器142在探针弹簧161的推顶下与工件毛坯的轮廓面相接触,第二变阻器142随着工件毛坯的表面轮廓上下移动进行径向跳动的检测,第二变阻器142下沉的越多,第二变阻器142电路中的电流越大,控制系统通过测量第二变阻器142电路中的电流大小,判断工件毛坯的径向尺寸。
38.测量完成后,控制系统使第一电磁铁162通电,第一电磁铁162产生磁场吸附第二变阻器142上升,挡块20重新卡住第二变阻器142上的缺口,伺服电机12带动壳罩15移动离开工件毛坯,机床的控制系统将工件毛坯的尺寸信息反馈到拖板组件,拖板组件带动刀具迅速定位到工件毛坯的轮廓边缘进行车削加工。
39.稳速组件包括离心机构,离心机构包括两根固定杆252、从动杆27,两根固定杆252对称安装在主轴21上,两个固定杆252与主轴21转动连接,每根固定杆252的一端转动安装有重块251,两个重块251上各转动安装有一个活动杆253,从动杆27滑动安装在主轴21上,从动杆27与主轴21之间设置有压力弹簧26,从动杆27上转动安装有一个环套,两个活动杆253均与环套转动连接,主轴21高速转动时,两个重块251由于离心力向外甩出,从而拉动固定杆252以及活动杆253相互靠近,从动杆27在活动杆253的拉动下进行移动,压力弹簧26被压缩。
40.头架2内设置有大液压缸281,从动杆27的一端与大液压缸281的活塞杆相连接,底座1内设置有小液压缸282、擒纵器33,大液压缸281与小液压缸282通过管道进行连通,擒纵器33设置在小液压缸282活塞杆伸出的一侧,底座1内部开设有t型滑槽,擒纵器33与t型滑
槽滑动连接,t型滑槽中的两端各设置有一个弹簧,两个弹簧对擒纵器33进行复位,擒纵器33的内部设置有第二电磁铁39、锁紧滑块38,锁紧滑块38与擒纵器33滑动连接,锁紧滑块38对小液压缸282的活塞杆进行锁紧,第二电磁铁39设置在锁紧滑块38的上方,第二电磁铁39对锁紧滑块38进行吸附,锁紧滑块38与擒纵器33之间连接有钩簧40,钩簧40对锁紧滑块38进行复位,底座1的内部还滑动安装有触发板35,调速手柄9上转动设置有连杆37,触发板35的底部开设有空槽,连杆37的一端与空槽滑动连接,触发板35上滑动设置有按钮36,小液压缸282的活塞杆对按钮36进行顶推,按钮36与第二电磁铁39设置在同一电路中,从动杆27移动带动大液压缸281的活塞杆移动,大液压缸281中的液压油通过管道流入到小液压缸282内,由于大液压缸281的截面面积大于小液压缸282的截面面积,大液压缸281活塞杆微小的移动使小液压缸282的活塞杆发生明显的位移。
41.擒纵器33的下方设置有齿条34,底座1内纵向设置有一根光轴,光轴上转动安装有纵向双联齿轮302,齿条34与纵向双联齿轮302啮合传动,主电机29的后方转动安装有横向双联齿轮301,横向双联齿轮301与纵向双联齿轮302啮合传动,主电机29的两侧均转动安装有一个磁块31,每个磁块31的一端均安装有一个外挂齿轮32,两个外挂齿轮32均与横向双联齿轮301啮合,两个磁块31的极性相反设置。
42.操作人员扳动调速手柄9调节机床的转速,同时带动触发板35位移一段距离,在主轴21达到调节的转速后,小液压缸282的活塞杆接触到触发板35上的按钮36,按钮36使第二电磁铁39的电路接通,第二电磁铁39产生磁场对锁紧滑块38进行吸附,由于稳速组件仅仅对主轴21正常运行时转速的变化进行感应调节,通过设置触发板35,使得主轴21在启动加速时,小液压缸282活塞杆的移动不会影响到稳速组件的工作;
43.锁紧滑块38锁住小液压缸282的活塞杆后使擒纵器33随着小液压缸282活塞杆的移动而移动,擒纵器33下方的齿条34带动纵向双联齿轮302进行旋转,纵向双联齿轮302继而带动横向双联齿轮301转动,横向双联齿轮301带动两个外挂齿轮32转动,两个外挂齿轮32带动磁块31转动,主电机29通入电流量不变的情况下,通过改变主电机29的中的磁通量也能提高主电机29的转速,当刀具车削的工件毛坯内部的应力释放时,工件毛坯与刀具之间的摩擦增大,主轴21转速失速变慢,通过小液压缸282的活塞杆带动两个磁块31转动,使主电机29内的磁通量增加,稳定主轴21的转速,进行实时快速的调节,主轴21转速的浮动范围被控制在很小的区间中,降低主轴21失速对成型面精度的影响。
44.本发明的工作原理:在使用本发明中的车削装置时,操作人员将工件毛坯装夹到卡盘8上,伺服电机12带动主动链轮101进行转动,主动链轮101通过链条11带动从动链轮102转动,链条11带动壳罩15在第一变阻器141上滑移,利用轴向探头17以及第二变阻器142对工件毛坯的尺寸进行测量,轴向探头17在伺服电机12的带动下移动,碰到工件毛坯后,轴向探头17发生偏转,轴向探头17连接着伺服电机12的控制电路,偏转的轴向探头17使伺服电机12断电,轴向探头17发不再移动,在卷簧18的作用力下轴向探头17回正,轴向探头17的探测端面紧紧地贴住工件毛坯的端面,主电机29的转矩通过变速器24经过变速后带动副齿轮23进行旋转,副齿轮23通过主齿轮22带动主轴21进行旋转,继而使卡盘8带动工件毛坯进行转动,工件毛坯缓慢地旋转,轴向探头17对工件毛坯的端面进行跳动检测,滑动头距离卡盘8越近,第一变阻器141电路中的电流越大,控制系统通过测量第一变阻器141电路中的电流大小,从而判断毛坯工件端面距离卡盘8装夹位置的距离以及工件毛坯的端面跳动情况,
轴向探头17发生偏转的同时通过推杆19推动挡块20移动,挡块20解除对第二变阻器142上缺口的约束,第二变阻器142在探针弹簧161的推顶下与工件毛坯的轮廓面相接触,第二变阻器142随着工件毛坯的表面轮廓上下移动进行径向跳动的检测,第二变阻器142下沉的越多,第二变阻器142电路中的电流越大,控制系统通过测量第二变阻器142电路中的电流大小,判断工件毛坯的径向尺寸,测量完成后,控制系统使第一电磁铁162通电,第一电磁铁162产生磁场吸附第二变阻器142上升,挡块20重新卡住第二变阻器142上的缺口,伺服电机12带动壳罩15移动离开工件毛坯,机床的控制系统将工件毛坯的尺寸信息反馈到拖板组件,拖板组件带动刀具迅速定位到工件毛坯的轮廓边缘进行车削加工。
45.主轴21高速转动时,两个重块251由于离心力向外甩出,从而拉动固定杆252以及活动杆253相互靠近,从动杆27在活动杆253的拉动下进行移动,压力弹簧26被压缩,从动杆27移动带动大液压缸281的活塞杆移动,大液压缸281中的液压油通过管道流入到小液压缸282内,由于大液压缸281的截面面积大于小液压缸282的截面面积,大液压缸281活塞杆微小的移动使小液压缸282的活塞杆发生明显的位移,操作人员扳动调速手柄9调节机床的转速,同时带动触发板35位移一段距离,在主轴21达到调节的转速后,小液压缸282的活塞杆接触到触发板35上的按钮36,按钮36使第二电磁铁39的电路接通,第二电磁铁39产生磁场对锁紧滑块38进行吸附,由于稳速组件仅仅对主轴21正常运行时转速的变化进行感应调节,通过设置触发板35使主轴21在启动加速时,小液压缸282活塞杆的移动不会影响到稳速组件的工作;
46.锁紧滑块38锁住小液压缸282的活塞杆后使擒纵器33随着小液压缸282活塞杆的移动而移动,擒纵器33下方的齿条34带动纵向双联齿轮302进行旋转,纵向双联齿轮302继而带动横向双联齿轮301转动,横向双联齿轮301带动两个外挂齿轮32转动,两个外挂齿轮32带动磁块31转动,主电机29通入电流量不变的情况下,通过改变主电机29的中的磁通量也能提高主电机29的转速,当刀具车削的工件毛坯内部的应力释放时,工件毛坯与刀具之间的摩擦增大,主轴21转速失速变慢,通过小液压缸282的活塞杆带动两个磁块31转动,使主电机29内的磁通量增加,稳定主轴21的转速,进行实时快速的调节,主轴21转速的浮动范围被控制在很小的区间中,降低主轴21失速对成型面精度的影响。
47.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
48.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。