1.本发明涉及真空扩散焊技术领域,具体涉及一种用于分瓣结构形成回转体结构的扩散焊接工装及方法。
背景技术:
2.扩散焊接技术通过施加压力,使被连接表面紧密贴合,局部发生微观塑性变形,或者被连接表面产生的微观液相而扩大被连接表面的物理接触,在一定温度下结合层原子之间经过一定时间的相互扩散,形成可靠连接。扩散焊接可进行内部、多点及大端面构件的高精密连接,接头变形小,不存在具有过热组织的热影响区,广泛应用于活性金属、耐热金属、陶瓷和复合材料等的焊接连接。对于物理性能差异大、不互溶或在焊接时容易形成脆性金属间化合物的异种材料,扩散焊接技术是一种可靠的焊接方法。
3.由于扩散焊接工艺接头变形小,可实现内部、多点及大端面构件的高精密连接,被广泛应用于航空航天零部件的制造中。在航空新结构中,液压伺服阀射流盘组件、空心离心叶轮、多孔层板结构等构件上,扩散焊接技术都有其优势。
4.随着技术的发展,扩散焊在新型的航空产品上的应用越来越广泛。尤其异形结构的扩散焊接,在航空领域的应用越来越多。传统的扩散焊为单一方向加压,能实现单层或多层结构的焊接。但是对分瓣结构形成回转体结构的构件,无法直接实现焊接。
5.真空扩散焊设备通过压头对构件施加压力,在真空环境下,通过压头对零件施加压力,所施加的力为单一方向压力,无法实现多瓣拼圆结构的焊接。
6.因此,发明人提供了一种用于分瓣结构形成回转体结构的扩散焊接工装及方法。
技术实现要素:
7.(1)要解决的技术问题
8.本发明实施例提供了一种用于分瓣结构形成回转体结构的扩散焊接工装及方法,解决了复杂结构的回转体构件分瓣焊接难度大的技术问题。
9.(2)技术方案
10.本发明的实施例提供了一种用于分瓣结构形成回转体结构的扩散焊接工装,包括底板、外环壳体、多个第一楔形块、多个第二楔形块及上盖板;
11.所述外环壳体围设于所述底板的边缘部,每个所述第一楔形块远离所述底板的一端均与所述上盖板接触,每个所述第二楔形块均放置于所述底板上,所述外环壳体的内型面为圆锥面,每个所述第一楔形块的第一楔面均与所述外环壳体的内型面贴合,每个所述第一楔形块的第二楔面与对应的第二楔形块的第一楔面贴合,每个所述第二楔形块的第二楔面用于与对应的被焊接零件贴合;
12.所述上盖板罩设于所述底板、所述外环壳体、每个所述第一楔形块、每个所述第二楔形块及每个所述被焊接零件。
13.进一步地,所述第二楔形块的第二楔面与所述底板的回转中心的轴线之间的夹角
为1~10
°
。
14.进一步地,所述底板与所述外环壳体为一体式结构。
15.进一步地,所述第一楔形块及所述第二楔形块为强度大于所述被焊接零件的合金材质。
16.进一步地,所述第一楔形块的第一楔面和/或所述第一楔形块的第二楔面与所述底板的回转中心的轴线之间的夹角为2~20
°
。
17.进一步地,所述外环壳体的内型面的表面粗糙度ra≤1.6。
18.进一步地,所述外环壳体的内型面与所述底板的回转中心的轴线之间的夹角为2~20
°
。
19.进一步地,所述底板为圆环状。
20.进一步地,所述上盖板为圆环状,且其圆心与所述底板的圆心的连线与所述底板的回转中心的轴线重合。
21.本发明的实施例还提供了一种分瓣结构形成回转体结构的扩散焊接方法,包括以下步骤:
22.对每个待焊接零件的表面进行处理;
23.将每个所述待焊接零件按照装配关系装入所述扩散焊接工装中;
24.将每个所述待焊接零件与所述扩散焊接工装整体放置于扩散焊设备炉中,抽真空后进行扩散焊接。
25.进一步地,所述将每个所述待焊接零件按照装配关系装入所述扩散焊接工装中,具体为:
26.按顺序依次将每个所述被焊接零件形成回转体结构装配于所述扩散焊接工装中,依次配对安装好每个第一楔形块及每个第二楔形块,并安装上盖板;其中,在所述回转体结构与所述扩散焊接工装的接触面之间涂设有止焊剂。
27.(3)有益效果
28.综上,本发明通过在分瓣式的待焊接零件外表面设置第二楔形块,焊接时,在焊接过程中,第一楔形块向下运动,由于自身的楔形结构特征,在外环壳体的拘束下,对第二楔形块形成水平方向的推力,在第一楔形块和底板的共同作用下,第二楔形块带动被焊接零件向心运动,由于直径收缩,被焊接的分瓣结构侧向相互挤压,在真空高温环境下,形成界面间的微观变形和元素扩散,形成扩散焊接接头。在温度和压力共同作用下,实现扩散焊接。该扩散焊接工装突破传统扩散焊为单一方向加压,只能实现单层或多层结构的焊接的局限,满足回转体结构制造对扩散焊技术的需求。
附图说明
29.为了更清楚地说明本发明实施例的技术方案,下面将对本发明实施例中所需要使用的附图作简单地介绍,显而易见地,下面所描述的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
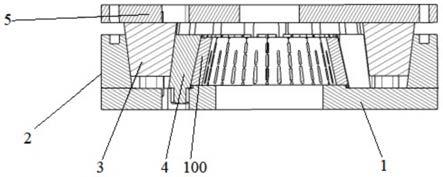
30.图1是本发明实施例提供的一种用于分瓣结构形成回转体结构的扩散焊接工装的剖视图;
31.图2是本发明实施例提供的一种用于分瓣结构形成回转体结构的扩散焊接工装的俯视图;
32.图3是图2的a
‑
a剖视图;
33.图4是本发明实施例提供的一种分瓣结构形成回转体结构的扩散焊接方法的流程示意。
34.图中:
[0035]1‑
底板;2
‑
外环壳体;3
‑
第一楔形块;4
‑
第二楔形块;5
‑
上盖板;100
‑
待焊接零件。
具体实施方式
[0036]
下面结合附图和实施例对本发明的实施方式作进一步详细描述。以下实施例的详细描述和附图用于示例性地说明本发明的原理,但不能用来限制本发明的范围,即本发明不限于所描述的实施例,在不脱离本发明的精神的前提下覆盖了零件、部件和连接方式的任何修改、替换和改进。
[0037]
需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参照附图并结合实施例来详细说明本技术。
[0038]
图1是本发明实施例提供的一种用于分瓣结构形成回转体结构的扩散焊接工装的剖视图,如图1
‑
3所示,该用于分瓣结构形成回转体结构的扩散焊接工装可以包括底板1、外环壳体2、多个第一楔形块3、多个第二楔形块4及上盖板5;外环壳体2围设于底板1的边缘部,每个第一楔形块3远离底板1的一端均与上盖板5接触,每个第二楔形块4均放置于底板1上,外环壳体2的内型面为圆锥面,每个第一楔形块3的第一楔面均与外环壳体2的内型面贴合,每个第一楔形块3的第二楔面与对应的第二楔形块4的第一楔面贴合,每个第二楔形块4的第二楔面用于与对应的被焊接零件100贴合;上盖板5罩设于底板1、外环壳体2、每个第一楔形块3、每个第二楔形块4及每个被焊接零件100。
[0039]
在上述实施方式中,该工装能够将单一方向力,转化成周向施加压力的方法,并利用直径收缩产生的变形,实现多瓣拼圆结构的扩散焊接。在焊接过程中,第一楔形块3向下运动,由于自身的楔形结构特征,在外环壳体2的拘束下,对第二楔形块4形成水平方向的推力,在第一楔形块3和底板1的共同作用下,第二楔形块4带动被焊接零件100向心运动,由于直径收缩,被焊接的分瓣结构侧向相互挤压,在真空高温环境下,形成界面间的微观变形和元素扩散,形成扩散焊接接头。在温度和压力共同作用下,实现扩散焊接。该扩散焊接工装突破传统扩散焊为单一方向加压,只能实现单层或多层结构的焊接的局限,满足回转体结构制造对扩散焊技术的需求。
[0040]
其中,外环壳体2的刚性需满足焊接的变形抗力,可以通过计算获得,也可通过试验验证的方式获得。
[0041]
在一些可选的实施例中,第二楔形块4的第二楔面与底板1的回转中心的轴线之间的夹角为1~10
°
。
[0042]
在一些可选的实施例中,第一楔形块3及第二楔形块4为强度大于被焊接零件100的合金材质。其中,设置两个楔形块的目的是防止在焊接过程中待焊接零件变软后导致塑性增强发生形变。第一楔形块3在上盖板5压力的作用下向下移动,从而带动第二楔形块4发生水平移动,整个过程中第二楔形块4相对于第一楔形块3是相对静止的。
[0043]
在一些可选的实施例中,底板1与外环壳体2为一体式结构。其中,一体式成型的结构可以使得加工更加方便。
[0044]
在一些可选的实施例中,第一楔形块3的第一楔面和/或第一楔形块3的第二楔面与底板1的回转中心的轴线之间的夹角为2~20
°
。具体地,该角度的目的主要是实现上盖板5向下施压压力时,产生对第二楔形块4的侧向压力,驱动第二楔形块4向心运动,同时角度不宜过大,以防止摩擦力太大,影响上盖板5的向下运动。
[0045]
在一些可选的实施例中,外环壳体2的内型面的表面粗糙度ra≤1.6。其中,该表面粗糙度的设置是为了降低在施压过程中的摩擦力。
[0046]
在一些可选的实施例中,外环壳体2的内型面与底板1的回转中心的轴线之间的夹角为2~20
°
。其中,圆锥面母线与回转中心的轴线之间的夹角不宜过大,以防止在施压过程中摩擦力过大,影响焊接效果。
[0047]
在一些可选的实施例中,底板1为圆环状。其中,圆环状的底板1有助于其减轻重量,同时有助于将其放置在扩散焊炉内与焊炉内的安装台配合进行旋转,方便于同一个焊头依次对相邻的两个待焊接零件100进行焊接。
[0048]
在一些可选的实施例中,上盖板5为圆环状,且其圆心与底板1的圆心的连线与底板1的回转中心的轴线重合。其中,圆环状的上盖板5有助于减轻其重量,同时有助于将其放置在扩散焊炉内与焊炉内的安装台配合进行旋转,方便于同一个焊头依次对相邻的两个待焊接零件100进行焊接。
[0049]
图4是本发明实施例提供的一种分瓣结构形成回转体结构的扩散焊接方法的流程示意图,该方法可以包括以下步骤:
[0050]
s100、对每个待焊接零件100的表面进行处理;
[0051]
s200、将每个待焊接零件100按照装配关系装入扩散焊接工装中;
[0052]
s300、将每个待焊接零件100与扩散焊接工装整体放置于扩散焊设备炉中,抽真空后进行扩散焊接。
[0053]
在上述实施方式中,采取机械或化学方法对上述待焊分瓣式回转体结构工件表面进行处理,将分瓣式回转体结构件按照装配关系装入工装中,工装和零件间涂覆止焊剂,将安装好的工装整体放置于扩散焊设备炉中,抽真空,然后按照相应材料的扩散焊工艺进行焊接。
[0054]
该分瓣结构形成回转体结构的扩散焊接方法为异形结构的扩散焊接提供了一种可行性的思维方式。当然,分瓣结构形成回转体结构可采用异种材料,以满足对构件特殊性能的需求。
[0055]
在一些可选的实施例中,步骤s200中,将每个待焊接零件100按照装配关系装入扩散焊接工装中,具体为:
[0056]
按顺序依次将每个被焊接零件100形成回转体结构装配于扩散焊接工装中,依次配对安装好每个第一楔形块3及每个第二楔形块4,并安装上盖板5;其中,在回转体结构与扩散焊接工装的接触面之间涂设有止焊剂。
[0057]
实施例
[0058]
tc4钛合金
‑
分瓣式回转体结构扩散焊接。
[0059]
实施步骤具体如下:
[0060]
步骤1、将tc4钛合金板块机械加工成分瓣式回转体结构,表面粗糙度不大于ra=1.6;
[0061]
步骤2、将304不锈钢机械加工成锥面工装底板、第一楔形块、第二楔形块及上盖板;
[0062]
步骤3、焊前打磨焊接接触面,并进行酸洗,清洗后干燥;
[0063]
步骤4、按顺序依次将被焊接零件(分瓣结构钛合金块)形成回转体结构装配于工装中,依次配对安装好锥面楔形块对,并盖上盖板。装配过程中,在回转体结构与第二楔形块、工装接触面之间,以及工装接触面之间涂刷止焊剂。
[0064]
步骤5、将安装好工件放置扩散焊炉,关炉门,抽真空;
[0065]
步骤6、装置内真空压力小于由于1.0*10
‑2pa,然后按照钛合金扩散焊工艺曲线进行升温焊接;
[0066]
步骤7、随炉冷却至300℃以下后,充入氩气,冷却至200℃以下时,将完成扩散焊接将焊接后的分瓣式回转体结构工装取出,完成焊接过程。
[0067]
需要明确的是,本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同或相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。本发明并不局限于上文所描述并在图中示出的特定步骤和结构。并且,为了简明起见,这里省略对已知方法技术的详细描述。
[0068]
以上仅为本技术的实施例而已,并不限制于本技术。在不脱离本发明的范围的情况下对于本领域技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本技术的权利要求范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。