1.本发明涉及机械加工技术领域,具体为光伏接线盒全自动一体机。
背景技术:
2.光伏接线盒是介于太阳能电池组件构成的太阳能电池方阵和太阳能充电控制装置之间的连接装置,其主要作用是连接和保护太阳能光伏组件,将太阳能电池产生的电力与外部线路连接,传导光伏组件所产生的电流,光伏接线盒分晶体硅接线盒、非晶硅接线盒、幕墙接线盒。
3.现有的光伏接线盒加工生产机构,需要通过多种安装机构按照加工工艺顺序依次进行加工,多种设备占地面积较大,且无法根据产品要求不同,自由的进行加工顺序快速调整,且加工过程中多数设备加工需要依赖人工操作设备完成,费时费力,灵活性差,加工效率低,为此我们提出了光伏接线盒全自动一体机。
技术实现要素:
4.本发明的目的在于提供光伏接线盒全自动一体机,以解决上述背景技术中提出了现有的光伏接线盒加工生产机构,需要通过多种安装机构按照加工工艺顺序依次进行加工,多种设备占地面积较大,且无法根据产品要求不同,自由的进行加工顺序快速调整,且加工过程中多数设备加工需要依赖人工操作设备完成,费时费力,灵活性差,加工效率低的问题。
5.为实现上述目的,本发明提供如下技术方案:光伏接线盒全自动一体机,包括支撑架、放线架、盒体储料箱、压线块储料箱、第二铆端子机构、连接器散件自动组装机构、冷却工位和料架,所述放线架位于所述支撑架的左后侧,所述盒体储料箱位于所述支撑架的左后侧,且位于所述所述放线架的右侧,所述压线块储料箱位于所述盒体储料箱和所述支撑架之间,所述第二铆端子机构固定连接在所述支撑架的顶部中间后侧,所述连接器散件自动组装机构位于所述支撑架的右后侧,所述冷却工位固定连接在所述支撑架的顶部右后侧,所述料架固定连接在所述支撑架的右端。
6.优选的,所述支撑架的顶部中间固定连接有导轨,所述支撑架的后侧壁左上侧固定连接有送线器,所述支撑架的顶部左侧固定连接有裁剥线机构,所述裁剥线机构的前侧固定连接有线束弯折机构。
7.优选的,所述线束弯折机构的右侧固定连接有线束伺服校准机构,所述线束伺服校准机构的右侧固定连接有电阻焊打方机构。
8.优选的,所述放线架的连接端绕接有线束,所述放线架的前侧壁放置有储线架,且所述储线架位于所述支撑架的左后侧。
9.优选的,所述盒体储料箱的连接端固定连接有盒体上料机构,所述盒体上料机构的右端固定连接有接线盒储料箱,所述盒体上料机构的前端固定连接有接线盒二极管组装机,所述接线盒二极管组装机的输出口固定连接有盒体传送装置,且所述盒体传送装置固
定连接在所述支撑架的后侧壁左侧,所述盒体传送装置的左前侧固定连接有第一铆端子机构,且所述第一铆端子机构固定连接在所述支撑架的顶部后侧。
10.优选的,所述第一铆端子机构的右侧固定连接有第一点锡膏装置,所述第一点锡膏装置的右侧固定连接有第一焊锡机构,所述第一焊锡机构的右侧固定连接有电阻焊接机构,所述电阻焊接机构的右侧固定连接有检测机构。
11.优选的,所述压线块储料箱的连接端固定连接有压线块上料震动盘,所述压线块上料震动盘的前端固定连接有压线块上料组装机构,且所述压线块上料组装机构固定连接在所述支撑架的顶部中间后侧,所述压线块上料组装机构的右侧固定连接有超声波焊接机构,所述超声波焊接机构的右侧固定连接有短线伺服旋转掉头装置。
12.优选的,所述第二铆端子机构的右侧固定连接有第二点锡膏装置,所述第二点锡膏装置的右侧固定连接有第二焊锡机构。
13.优选的,所述连接器散件自动组装机构的后端固定连接有连接器本体储料箱,所述连接器散件自动组装机构的右端固定连接有内塞储料箱,所述连接器散件自动组装机构的前端固定连接有连接器储理料机构,所述连接器储理料机构的右端固定连接有螺帽理料机构,所述螺帽理料机构的后端固定连接有螺帽储料箱,所述连接器储理料机构的前端固定连接有连接器上料预组装机构,且所述连接器上料预组装机构固定连接在所述支撑架的顶部右后侧,所述连接器上料预组装机构的右侧固定连接有端子检测和拧螺帽机构。
14.优选的,所述冷却工位的右侧固定连接有电性检测工位,所述电性检测工位的右侧固定连接有下料机械手。
15.与现有技术相比,本发明的有益效果是:该光伏接线盒全自动一体机,增加线束裁剥线机构、线束伺服校准机构、连接器散件自动组装设备、接线盒前道设备、接线盒后道设备、盒体上料铆端子、点锡膏、焊锡、电阻焊、相机检测、压线快预组装、压线快超声波焊接、短线旋转掉头机构等功能,可通过部分工艺的改进对各设备之间进行快速重新排布实现上述设备的互联和顺序调整切换,同步协调生产,设备占地面积小,无需大量操作人员对设备进行操作,省时省力,灵活性高,加工效率高。
附图说明
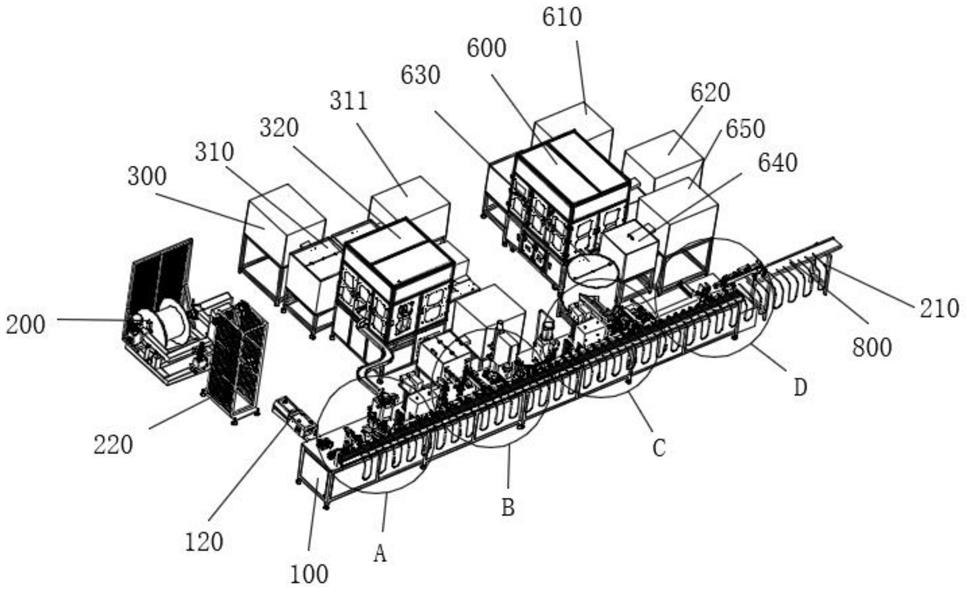
16.图1为本发明整体立体结构示意图;
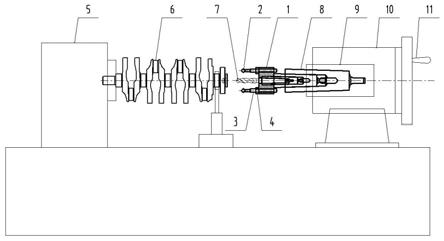
17.图2为本发明图1中a处放大结构示意图;
18.图3为本发明图1中b处放大结构示意图;
19.图4为本发明图1中c处放大结构示意图;
20.图5为本发明图1中d处放大结构示意图。
21.图中:100、支撑架;110、导轨;120、送线器;130、裁剥线机构;140、线束弯折机构;150、线束伺服校准机构;160、电阻焊打方机构;200、放线架;210、线束;220、储线架;300、盒体储料箱;310、盒体上料机构;311、接线盒储料箱;320、接线盒二极管组装机;330、盒体传送装置;340、第一铆端子机构;350、第一点锡膏装置;360、第一焊锡机构;370、电阻焊接机构;380、检测机构;400、压线块储料箱;410、压线块上料震动盘;420、压线块上料组装机构;430、超声波焊接机构;440、短线伺服旋转掉头装置;500、第二铆端子机构;510、第二点锡膏装置;520、第二焊锡机构;600、连接器散件自动组装机构;610、连接器本体储料箱;620、内
塞储料箱;630、连接器储理料机构;640、螺帽理料机构;650、螺帽储料箱;660、连接器上料预组装机构;670、端子检测和拧螺帽机构;700、冷却工位;710、电性检测工位;720、下料机械手;800、料架。
具体实施方式
22.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.本发明提供光伏接线盒全自动一体机,设备占地面积小,无需大量操作人员对设备进行操作,省时省力,灵活性高,加工效率高,请参阅图1-5,包括支撑架100、放线架200、盒体储料箱300、压线块储料箱400、第二铆端子机构500、连接器散件自动组装机构600、冷却工位700和料架800;
24.请再次参阅图1-5,支撑架100用于连接固定放线架200、盒体储料箱300、压线块储料箱400、第二铆端子机构500、连接器散件自动组装机构600、冷却工位700和料架800;
25.请再次参阅图1-5,放线架200位于支撑架100的左后侧,放线架200用于对线缆进行放线;
26.请再次参阅图1-5,盒体储料箱300位于支撑架100的左后侧,且位于放线架200的右侧,盒体储料箱300用于储存盒体;
27.请再次参阅图1-5,压线块储料箱400位于盒体储料箱300和支撑架100之间,压线块储料箱400用于储存压线块;
28.请再次参阅图1-5,第二铆端子机构500固定连接在支撑架100的顶部中间后侧,第二铆端子机构500用于进行铆接;
29.请再次参阅图1-5,连接器散件自动组装机构600位于支撑架100的右后侧,连接器散件自动组装机构600用于对连接器散件进行自动组装;
30.请再次参阅图1-5,冷却工位700固定连接在支撑架100的顶部右后侧,冷却工位700用于对组装后的成品进行冷却;
31.请再次参阅图1-5,料架800固定连接在支撑架100的右端,料架800用于放置成品件。
32.请再次参阅图1-5,为了便于对线束210进行送线和裁剥弯折操作,支撑架100的顶部中间固定连接有导轨110,支撑架100的后侧壁左上侧固定连接有送线器120,支撑架100的顶部左侧固定连接有裁剥线机构130,裁剥线机构130的前侧固定连接有线束弯折机构140。
33.请再次参阅图1-5,为了便于对线束210折弯成u型进行校准,线束弯折机构140的右侧固定连接有线束伺服校准机构150,线束伺服校准机构150的右侧固定连接有电阻焊打方机构160。
34.请再次参阅图1-5,为了便于对线束210进行放线和储存,放线架200的连接端绕接有线束210,放线架200的前侧壁放置有储线架220,且储线架220位于支撑架100的左后侧。
35.请再次参阅图1-5,为了便于对盒体和接线盒进行储料以及上料,盒体储料箱300
的连接端固定连接有盒体上料机构310,盒体上料机构310的右端固定连接有接线盒储料箱311,盒体上料机构310的前端固定连接有接线盒二极管组装机320,接线盒二极管组装机320的输出口固定连接有盒体传送装置330,且盒体传送装置330固定连接在支撑架100的后侧壁左侧,盒体传送装置330的左前侧固定连接有第一铆端子机构340,且第一铆端子机构340固定连接在支撑架100的顶部后侧。
36.请再次参阅图1-5,为了便于在组装过程中,对各部件进行铆接、焊锡操作,第一铆端子机构340的右侧固定连接有第一点锡膏装置350,第一点锡膏装置350的右侧固定连接有第一焊锡机构360,第一焊锡机构360的右侧固定连接有电阻焊接机构370,电阻焊接机构370的右侧固定连接有检测机构380。
37.请再次参阅图1-5,为了便于对压线块进行储存、上料和组装,压线块储料箱400的连接端固定连接有压线块上料震动盘410,压线块上料震动盘410的前端固定连接有压线块上料组装机构420,且压线块上料组装机构420固定连接在支撑架100的顶部中间后侧,压线块上料组装机构420的右侧固定连接有超声波焊接机构430,超声波焊接机构430的右侧固定连接有短线伺服旋转掉头装置440。
38.请再次参阅图1-5,为了便于对连接器进行紧固安装,第二铆端子机构500的右侧固定连接有第二点锡膏装置510,第二点锡膏装置510的右侧固定连接有第二焊锡机构520。
39.请再次参阅图1-5,为了便于对连接器本体和散件进行储存、上料和组装,连接器散件自动组装机构600的后端固定连接有连接器本体储料箱610,连接器散件自动组装机构600的右端固定连接有内塞储料箱620,连接器散件自动组装机构600的前端固定连接有连接器储理料机构630,连接器储理料机构630的右端固定连接有螺帽理料机构640,螺帽理料机构640的后端固定连接有螺帽储料箱650,连接器储理料机构630的前端固定连接有连接器上料预组装机构660,且连接器上料预组装机构660固定连接在支撑架100的顶部右后侧,连接器上料预组装机构660的右侧固定连接有端子检测和拧螺帽机构670。
40.请再次参阅图1-5,为了便于对工件进行冷却和电性检测操作,冷却工位700的右侧固定连接有电性检测工位710,电性检测工位710的右侧固定连接有下料机械手720。
41.该领域技术人员在进行操作时,启动设备,将线束210固定在放线架200上与主线进行对接,根据主线上对线缆的需求,依次释放线缆,并通过送线器120送入裁剥线机构130进行裁剪到需求的长度,经过线束弯折机构140折弯成u型,并将线束210的两端固定在导轨110上,并通过线束伺服校准机构150进行校准,盒体储料箱300将盒体通过盒体上料机构310和盒体传送装置330进行上料传送,接线盒储料箱311将接线盒通过接线盒二极管组装机320进行组装,通过第一铆端子机构340、第一点锡膏装置350和第一焊锡机构360之间进行压线块焊接,通过连接器散件自动组装机构600将连接器散件进行组装,通过螺帽储料箱650和螺帽理料机构640对螺帽进行上料理料,通过冷却工位700和电性检测工位710进行冷却和电性检测,通过下料机械手720将成品转移至料架800上。
42.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备
所固有的要素。
43.虽然在上文中已经参考实施例对本发明进行了描述,然而在不脱离本发明的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,本发明所披露的实施例中的各项特征均可通过任意方式相互结合起来使用,在本说明书中未对这些组合的情况进行穷举性的描述仅仅是出于省略篇幅和节约资源的考虑。因此,本发明并不局限于文中公开的特定实施例,而是包括落入权利要求的范围内的所有技术方案。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。