1.本发明涉及一种液晶聚酯树脂组合物及其制造方法以及使用该液晶聚酯树脂组合物制作的成型体。
2.本技术基于2019年8月9日于日本技术的日本特愿2019-148163号主张优先权,并将其内容引用至本技术中。
背景技术:
3.已知液晶聚酯的流动性、耐热性和尺寸精度高。液晶聚酯通常很少单独使用,为了满足各种用途中的要求特性(例如,弯曲特性、耐冲击性),以含有填充材料的液晶聚酯树脂组合物的形式使用。已知由这样的液晶聚酯树脂组合物制作的成型体虽然轻量但强度高。
4.近年来,在包括汽车、飞机的运输设备的领域中,以提高燃油效率为目的而进行部件的轻量化。为了实现部件的轻量化,正在研究在各部件的材质中使用树脂材料代替现有的金属材料。例如,通过将液晶聚酯用作汽车用车架系构件、悬架系构件等的成型材料,可获得比现有产品轻量的汽车。
5.但是,由上述液晶聚酯树脂组合物获得的成型体,存在机械性质比由金属材料获得的成型体低的问题。
6.一直以来,为了提高热塑性树脂组合物等成型材料的强度,提出了向热塑性树脂中混合作为填充材料的纤维的方法(例如,参照专利文献1)。
7.现有技术文献
8.专利文献
9.专利文献1:日本特开平10-77350号公报。
技术实现要素:
10.发明要解决的课题
11.在汽车用车架系构件、悬架系构件等占车身重量的比例大的成型体的形成中,需要进一步轻量化。但是,伴随着成型体的进一步轻量化,确保成型体强度成为问题。
12.对于这样的问题,在仅将作为填充材料的纤维与液晶聚酯混合的现有方法中,无法获得需要的成型体强度。
13.本发明是鉴于上述情况而完成的,其目的是提供一种能进一步提高成型体强度的液晶聚酯树脂组合物及其制造方法以及使用液晶聚酯树脂组合物制作的成型体。
14.解决课题的技术方案
15.为解决上述课题,本发明采用以下构成。
16.本发明一方案的液晶聚酯树脂组合物,其是含有液晶聚酯树脂和带收敛剂的碳纤维的液晶聚酯树脂组合物,其特征在于,相对于所述液晶聚酯树脂100质量份,所述带收敛剂的碳纤维的含量为5~120质量份,所述带收敛剂的碳纤维中,该收敛剂对该碳纤维的附着量为相对于该碳纤维100质量份为0.1~1.2质量份,在将所述带收敛剂的碳纤维在空气
中以升温速度50℃/min从25℃加热至400℃时,在300℃~400℃的范围中的质量减少比例小于0.8质量%。
17.在本发明一方案的液晶聚酯树脂组合物中,所述液晶聚酯树脂的流动起始温度优选为280℃以上。
18.在本发明一方案的液晶聚酯树脂组合物中,优选为所述带收敛剂的碳纤维被所述液晶聚酯树脂固定的颗粒,该碳纤维与该颗粒的长度方向大致平行地排列且为与该颗粒的长度实质上相同的长度。
19.作为该颗粒的形状,可举出圆柱状、圆盘状、椭圆柱状、椭圆盘状、棋子状、球状、不定形状等,且不限定于这些。从生产性、成型时的处理的观点出发,更优选为圆柱状。
20.在本发明一方案的液晶聚酯树脂组合物中,所述颗粒的长度优选为3~50mm。
21.颗粒的长度是指颗粒的长度方向的长度。
22.另外,本发明一方案的成型体,其特征在于,其使用所述液晶聚酯树脂组合物来制作。
23.另外,本发明一方案的液晶聚酯树脂组合物的制造方法,其是具有混合液晶聚酯树脂和带收敛剂的碳纤维的工序的液晶聚酯树脂组合物的制造方法,其特征在于,相对于所述液晶聚酯树脂100质量份,所述带收敛剂的碳纤维的配合量为5~120质量份,所述带收敛剂的碳纤维中,该收敛剂对该碳纤维的附着量为相对于该碳纤维100质量份为0.1~1.2质量份,在将所述带收敛剂的碳纤维在空气中以升温速度50℃/min从25℃加热至400℃时,在300℃~400℃的范围中的质量减少比例小于0.8质量%。
24.本发明一方案的液晶聚酯树脂组合物的制造方法,其是获得所述带收敛剂的碳纤维被所述液晶聚酯树脂固定的颗粒的方法,可以是以下液晶聚酯树脂组合物的制造方法,该方法具有:在将用收敛剂收敛多个单纤维而成的碳纤维束送出的同时,使所述液晶聚酯树脂含浸于所述碳纤维束,获得所述碳纤维与液晶聚酯树脂层的长度方向大致平行地排列的树脂结构体的工序;以及将所述树脂结构体沿所述长度方向以规定长度切割,获得与在所述液晶聚酯树脂层排列的所述碳纤维实质上相同长度的颗粒的工序。
25.发明效果
26.根据本发明的一方案,能够提供一种能进一步提高成型体强度的液晶聚酯树脂组合物及其制造方法。
27.另外,根据本发明的一方案,能够提供一种强度被进一步提高且使用液晶聚酯树脂组合物制作的成型体。
附图说明
28.图1是示出液晶聚酯树脂组合物的制造装置的一个例子的示意图。
具体实施方式
29.(液晶聚酯树脂组合物)
30.本实施方式的液晶聚酯树脂组合物含有液晶聚酯树脂和带收敛剂的碳纤维。
31.需要说明的是,在本说明书中,将混合液晶聚酯树脂和带收敛剂的碳纤维而获得的混合物称作“液晶聚酯树脂组合物”。另外,将获得的混合物制备成颗粒状的成型体制作
用材料也同样称作“液晶聚酯树脂组合物”。
32.本实施方式的液晶聚酯树脂组合物适宜用作后述的(成型体)的材料。
33.<液晶聚酯树脂>
34.本实施方式中使用的液晶聚酯树脂,是在熔融状态下显示出液晶性的液晶聚酯,优选在450℃以下的温度条件下熔融的液晶聚酯。
35.需要说明的是,本实施方式中使用的液晶聚酯树脂可以为液晶聚酯酰胺,可以为液晶聚酯醚,可以为液晶聚酯碳酸酯,可以为液晶聚酯酰亚胺。本实施方式中使用的液晶聚酯树脂优选作为原料单体仅使用芳香族化合物而制成的全芳香族液晶聚酯。
36.作为本实施方式中使用的液晶聚酯树脂的典型例子,可举出使芳香族羟基羧酸和芳香族二羧酸和从由芳香族二醇、芳香族羟胺以及芳香族二胺组成的组中选择的至少一种化合物聚合(缩聚)而成的液晶聚酯树脂;使多种芳香族羟基羧酸聚合而成的液晶聚酯树脂;使芳香族二羧酸和从由芳香族二醇、芳香族羟胺以及芳香族二胺组成的组中选择的至少一种化合物聚合而成的液晶聚酯树脂;以及使聚对苯二甲酸乙二醇酯等聚酯和芳香族羟基羧酸聚合而成的液晶聚酯树脂。在此,也可以使用芳香族羟基羧酸、芳香族二羧酸、芳香族二醇、芳香族羟胺和芳香族二胺的能够聚合的衍生物来分别独立地代替它们的一部分或全部。
37.作为芳香族羟基羧酸和芳香族二羧酸这样的具有羧基的化合物的能够聚合的衍生物的例子,可举出将羧基转换为烷氧羰基或芳氧羰基而成的物质(酯)、将羧基转换为卤代甲酰基而成的物质(酰卤化物)、以及将羧基转换为酰氧基羰基而成的物质(酸酐)。作为芳香族羟基羧酸、芳香族二醇和芳香族羟胺这样的具有羟基的化合物的能够聚合的衍生物的例子,可举出将羟基酰化而转换为酰氧基而成的物质(酰化物)。作为芳香族羟胺和芳香族二胺那样的具有氨基的化合物的能够聚合的衍生物的例子,可举出对氨基进行酰化而转换为酰氨基而成的物质(酰化物)。
38.本实施方式中使用的液晶聚酯树脂,优选具有由下述式(1)表示的重复单元(以下,有时称作“重复单元(1)”),更优选具有重复单元(1)、由下述式(2)表示的重复单元(以下,有时称作“重复单元(2)”)和由下述式(3)表示的重复单元(以下,有时称作“重复单元(3)”)。
39.(1)-o-ar
1-co-40.(2)-co-ar
2-co-41.(3)-x-ar
3-y-42.(ar1表示亚苯基、亚萘基或亚联苯基。ar2和ar3分别独立地表示亚苯基、亚萘基、亚联苯基或由下述式(4)表示的基团。x和y分别独立地表示氧原子或亚氨基(-nh-)。由ar1、ar2或ar3表示的所述基团中的氢原子可以分别独立地被卤素原子、烷基或芳基取代。)
43.(4)-ar
4-z-ar
5-44.(ar4和ar5分别独立地表示亚苯基或亚萘基。z表示氧原子、硫原子、羰基、磺酰基或亚烷基。)
45.作为所述卤素原子,可举出氟原子、氯原子、溴原子和碘原子。作为所述烷基的例子,可举出甲基、乙基、正丙基、异丙基、正丁基、异丁基、仲丁基、叔丁基、正己基、2-乙基己基、正辛基和正癸基,其碳原子数优选为1~10。作为所述芳基的例子,可举出苯基、邻甲苯
基、间甲苯基、对甲苯基、1-萘基和2-萘基,其碳原子数优选为6~20。在所述氢原子被这些基团取代的情况下,其数量为在每个由ar1、ar2或ar3表示的所述基团中分别独立地优选为2个以下,更优选为1个以下。
46.作为所述亚烷基的例子,可举出亚甲基、亚乙基、亚异丙基、正亚丁基、2-乙基亚己基,其碳原子数优选为1~10。
47.重复单元(1)是衍生自规定的芳香族羟基羧酸的重复单元。作为重复单元(1),优选ar1为1,4-亚苯基的重复单元(衍生自对羟基苯甲酸的重复单元)和ar1为2,6-亚萘基的重复单元(衍生自6-羟基-2-萘甲酸的重复单元)。
48.需要说明的是,本说明书中,“衍生自”是指有助于聚合的官能团的化学结构因原料单体聚合而发生变化,而不发生其他结构变化。
49.重复单元(2)是衍生自规定的芳香族二羧酸的重复单元。作为重复单元(2),优选ar2为1,4-亚苯基的重复单元(衍生自对苯二甲酸的重复单元)、ar2为1,3-亚苯基的重复单元(衍生自间苯二甲酸的重复单元)、ar2为2,6-亚萘基的重复单元(衍生自2,6-萘二羧酸的重复单元)和ar2为二苯醚-4,4
’‑
二基的重复单元(衍生自二苯醚-4,4
’‑
二羧酸的重复单元)。
50.重复单元(3)是衍生自规定的芳香族二醇、芳香族羟胺或芳香族二胺的重复单元。作为重复单元(3),优选ar3为1,4-亚苯基的重复单元(衍生自对苯二酚、对氨基苯酚或对苯二胺的重复单元)和ar3为4,4
’‑
亚联苯基的重复单元(衍生自4,4
’‑
二羟基联苯、4-氨基-4
’‑
羟基联苯或4,4
’‑
二氨基联苯的重复单元)。
51.相对于全部重复单元的总量(通过将构成液晶聚酯树脂的各重复单元的质量除以该各重复单元的式量,求出各重复单元的物质的量相当量(摩尔),并将这些合计的值),重复单元(1)的含量优选为30摩尔%以上,更优选为30摩尔%以上且80摩尔%以下,进一步优选为40摩尔%以上且70摩尔%以下,尤其优选为45摩尔%以上且65摩尔%以下。
52.相对于全部重复单元的总量,重复单元(2)的含量优选为35摩尔%以下,更优选为10摩尔%以上且35摩尔%以下,进一步优选为15摩尔%以上且30摩尔%以下,尤其优选为17.5摩尔%以上且27.5摩尔%以下。
53.相对于全部重复单元的总量,重复单元(3)的含量优选为35摩尔%以下,更优选为10摩尔%以上且35摩尔%以下,进一步优选为15摩尔%以上且30摩尔%以下,尤其优选为17.5摩尔%以上且27.5摩尔%以下。
54.但是,重复单元(1)、(2)和(3)的总量不超过100摩尔%。
55.重复单元(1)的含量越多,越易提高熔融流动性、耐热性、强度/刚性,但当过多时,易提高熔融温度或熔融粘度,也易提高成型所需的温度。
56.重复单元(2)的含量与重复单元(3)的含量的比例,由[重复单元(2)的含量]/[重复单元(3)的含量](摩尔/摩尔)表示,优选为0.9/1~1/0.9,更优选为0.95/1~1/0.95,进一步优选为0.98/1~1/0.98。
[0057]
需要说明的是,本实施方式中使用的液晶聚酯树脂可以分别独立地具有两种以上的重复单元(1)~(3)。另外,液晶聚酯树脂可以具有重复单元(1)~(3)以外的重复单元,但其含量相对于全部重复单元的总量优选为10摩尔%以下,更优选为5摩尔%以下。
[0058]
对本实施方式中使用的液晶聚酯树脂而言,作为重复单元(3)具有x和y分别为氧
原子的重复单元、即具有衍生自规定的芳香族二醇的重复单元的液晶聚酯树脂的熔融粘度易降低,因此优选,作为重复单元(3),更优选仅具有x和y分别为氧原子的重复单元。
[0059]
优选的是,本实施方式中使用的液晶聚酯树脂通过使与构成该液晶聚酯树脂的重复单元对应的原料单体进行熔融聚合,并使获得的聚合物(以下,有时称作“预聚物”)进行固相聚合来制造。由此,能够操作性良好地制造耐热性高、强度/刚性高的高分子量液晶聚酯树脂。
[0060]
熔融聚合可以在催化剂的存在下进行,作为该催化剂的例子,可举出乙酸镁、乙酸亚锡、四丁基钛酸酯、乙酸铅、乙酸钠、乙酸钾、三氧化锑等金属化合物,4-(二甲基氨基)吡啶、1-甲基咪唑等含氮杂环化合物,优选使用含氮杂环化合物。
[0061]
本实施方式中使用的液晶聚酯树脂的流动起始温度优选为280℃以上,更优选为280℃以上且400℃以下,进一步优选为280℃以上且380℃以下。
[0062]
存在本实施方式中使用的液晶聚酯树脂的流动起始温度越高,液晶聚酯树脂的耐热性以及强度越提高的倾向。另一方面,当液晶聚酯树脂的流动起始温度大于400℃时,存在液晶聚酯树脂的熔融温度、熔融粘度升高的倾向。因此,存在液晶聚酯树脂的成型所需的温度升高的倾向。
[0063]
在本实施方式的液晶聚酯树脂组合物中,相对于该液晶聚酯树脂组合物的总质量,所述液晶聚酯树脂的含量优选为30质量%以上且95质量%以下,更优选为40质量%以上且90质量%以下,进一步优选为50质量%以上且90质量%以下。
[0064]
在本说明书中,液晶聚酯树脂的流动起始温度又称作流体温度或流动温度,其是作为液晶聚酯树脂的分子量的标准的温度(参照小出直之编写,《液晶聚合物-合成/成型/应用-》,株式会社cmc(株式会社
シーエムシー
),1987年6月5日,p.95)。
[0065]
流动起始温度是使用毛细管流变计一边在9.8mpa(100kg/cm2)的载荷条件下以4℃/min的速度升温一边使液晶聚酯树脂熔融,从内径1mm、长度10mm的喷嘴挤出时,显示出4800pa
·
s(48000泊)的粘度的温度。
[0066]
<带收敛剂的碳纤维>
[0067]
本实施方式中使用的带收敛剂的碳纤维,是对将称作前体(precursor)的前驱体烧成而获得的一般的碳纤维赋予收敛剂(施胶剂)而成的。例如,首先,在将前体在氧化环境中进行耐火处理后,将获得的耐火纤维在非活性气体环境中于800~2000℃左右进行烧成。此外,根据需要,将这些在更高温的非活性气体中进行烧成。优选使用向该烧成后的纤维表面赋予了收敛剂的纤维。
[0068]
本实施方式中的碳纤维的种类没有特别的限定,例如可举出聚丙烯腈系(以下,也称作“pan系”)、石油/煤沥青系(以下,也称作“沥青系”)、人造丝系、木质素系等。
[0069]
作为pan系碳纤维,例如,可举出东丽株式会社制“torayca(注册商标)”、三菱化学株式会社制“pyrofil(注册商标)”、帝人株式会社制“tenax(注册商标)”等。
[0070]
作为沥青系碳纤维,例如,可举出三菱化学株式会社制“dialead(注册商标)”、大阪燃气化学株式会社制“donacarbo(注册商标)”、日本石墨纤维株式会社制“granoc(注册商标)”等。
[0071]
对本实施方式中的带收敛剂的碳纤维而言,只要对碳纤维的表面赋予收敛剂就没有特别的限制,例如,可举出:将用收敛剂收敛多个单纤维而成的碳纤维束卷绕成卷状的碳
纤维粗纱;将用收敛剂收敛的碳纤维束切割成3~15mm左右的短切碳纤维;或将该短切碳纤维用球磨机等粉碎机粉碎并解开纤维束,短纤维化至20~400μm的纤维长度的磨碎碳纤维等。其中,从制造上的处理的观点出发,优选使用碳纤维粗纱或短切碳纤维,从易提高成型体强度的方面出发,更优选使用碳纤维粗纱。
[0072]
本实施方式中的碳纤维的数均纤维直径没有特别的限定,优选为1μm以上且10μm以下,更优选为5μm以上且8μm以下。碳纤维的数均纤维直径,采用通过扫描型电子显微镜(1000倍)观察碳纤维并对随机选择的50根碳纤维测定纤维直径而得到的值的数量平均值。
[0073]
当碳纤维的数均纤维直径在所述优选范围的下限值以上时,碳纤维易分散于液晶聚酯树脂中。另外,制造液晶聚酯树脂组合物时易处理碳纤维。另一方面,当碳纤维的数均纤维直径在所述优选范围的上限值以下时,能够高效地利用碳纤维进行液晶聚酯树脂的强化。因此,能够对将本实施方式的液晶聚酯树脂组合物成型而成的成型体赋予优异的弯曲强度。
[0074]
在本实施方式的带收敛剂的碳纤维是如碳纤维粗纱或短切碳纤维那样是用收敛剂收敛多个单纤维而成的碳纤维束的情况下,对该碳纤维束的纤维收敛根数没有特别的限定,优选为3000根以上,更优选为12000根以上。当碳纤维束的纤维收敛根数为3000根以上时,在制造液晶聚酯树脂组合物时易处理碳纤维。另外,碳纤维束的纤维收敛根数优选为60000根以下,更优选为18000根以下。当碳纤维束的纤维收敛根数为60000根以下时,在液晶聚酯树脂中碳纤维易分散。另外,易调节液晶聚酯树脂组合物中的碳纤维的含量。
[0075]
本实施方式中使用的带收敛剂的碳纤维中的收敛剂的种类没有特别的限定,例如,可举出尼龙系聚合物、聚醚系聚合物、环氧系聚合物、酯系聚合物、氨基甲酸酯系聚合物、或者这些的混合系聚合物或这些的各改性聚合物。
[0076]
其中,作为收敛剂,从容易将带收敛剂的碳纤维的质量减少比例抑制得低的方面考虑,优选尼龙系聚合物、聚醚系聚合物、环氧系聚合物或这些的各改性聚合物,更优选尼龙系聚合物、聚醚系聚合物、环氧系聚合物、改性环氧系聚合物,进一步优选尼龙系聚合物、聚醚系聚合物、环氧系聚合物。
[0077]
所述带收敛剂的碳纤维中,该收敛剂对该碳纤维的附着量相对于该碳纤维100质量份为0.1~1.2质量份,优选为0.2~1.0质量份,更优选为0.2~0.8质量份。
[0078]
当收敛剂的附着量为所述优选范围的下限值以上时,在制造液晶聚酯树脂组合物时易处理碳纤维。另一方面,当收敛剂的附着量为所述优选范围的上限值以下时,碳纤维的开纤变得容易。
[0079]
能够如下所述地测定所述带收敛剂的碳纤维中的收敛剂的附着量。
[0080]
将带收敛剂的碳纤维于110℃干燥1小时,精确称量冷却至25℃的绝干状态的物质的质量(w1(g))。向所述绝干状态的带收敛剂的碳纤维中添加95%浓硫酸50ml,于25℃放置2小时来分解收敛剂。此后,预先于110℃干燥1小时,使用精确称量的质量w2(g)的玻璃过滤器过滤碳纤维,在用约1000ml的水洗涤后,将装有碳纤维的玻璃过滤器于110℃干燥1小时并冷却至25℃后,精确称量装有碳纤维的玻璃过滤器的质量(w3(g))。然后,由下述式求出收敛剂的附着量。
[0081]
收敛剂的附着量(质量%)=(w1-w3 w2)
×
100/w1
[0082]
根据该收敛剂的附着量,求出其相对于碳纤维100质量份的比例(质量份),作为该
收敛剂对该碳纤维的附着量。
[0083]
相对于碳纤维100质量份,收敛剂的附着量(质量份)
[0084]
=(w1-w3 w2)
×
100/(w3-w2)
[0085]
在本实施方式中使用的带收敛剂的碳纤维中,在空气中以升温速度50℃/min从25℃加热至400℃时,在300℃~400℃的范围中的质量减少比例小于0.8质量%,优选为0.7质量%以下,更优选为0.6质量%以下,进一步优选为0.5质量%以下,尤其优选为0.4质量%以下,该质量减少比例越低,越易保持成型体强度,因此优选。另一方面,该质量减少比例的下限值,例如为0.1质量%以上。
[0086]
能够通过热重分析(tga)测定所述带收敛剂的碳纤维的质量减少比例。将带收敛剂的碳纤维束在空气中以升温速度50℃/min从25℃加热至400℃时,根据300℃条件下的质量w
300
和400℃条件下的质量w
400
,通过下述式求出300℃~400℃的范围中的质量减少比例(质量%)。
[0087]
质量减少比例(质量%)=(w
300-w
400
)/w
300
×
100
[0088]
本实施方式的液晶聚酯树脂组合物中,相对于所述液晶聚酯树脂100质量份,带收敛剂的碳纤维的含量为5~120质量份,优选为5~100质量份,更优选为10~80质量份。
[0089]
当带收敛剂的碳纤维的含量为所述优选范围的下限值以上时,能够高效地利用碳纤维进行液晶聚酯树脂的强化。另一方面,当带收敛剂的碳纤维的含量为所述优选范围的上限值以下时,碳纤维易分散于液晶聚酯树脂中。
[0090]
<其他成分>
[0091]
对本实施方式的液晶聚酯树脂组合物而言,作为原料,除了上述液晶聚酯树脂和带收敛剂的碳纤维之外,根据需要,还可以含有一种以上的填充材料、添加剂、液晶聚酯树脂以外的树脂等其他成分。
[0092]
作为填充材料,可以为纤维状填充材料、板状填充材料、球状填充材料及其他粒状填充材料。另外,填充材料可以为无机填充材料,也可以为有机填充材料。
[0093]
作为纤维状无机填充材料的例子,可举出玻璃纤维;二氧化硅纤维、氧化铝纤维、二氧化硅氧化铝纤维等陶瓷纤维;不锈钢纤维等金属纤维;钛酸钾晶须、钛酸钡晶须、硅灰石晶须、硼酸铝晶须、氮化硅晶须、碳化硅晶须等晶须。
[0094]
作为纤维状有机填充材料的例子,可举出聚酯纤维、芳纶纤维。
[0095]
作为板状无机填充材料,可举出滑石、云母、石墨、硅灰石、玻璃鳞片、硫酸钡、碳酸钙。云母可以为白云母,可以为金云母,可以为氟金云母,可以为四硅云母。
[0096]
作为粒状无机填充材料,可举出二氧化硅、氧化铝、氧化钛、玻璃珠、玻璃气球、氮化硼、碳化硅、碳酸钙。
[0097]
作为添加剂的例子,可举出抗氧化剂、热稳定剂、紫外线吸收剂、抗静电剂、表面活性剂、阻燃剂、着色剂。
[0098]
作为液晶聚酯树脂以外的树脂的例子,可举出聚丙烯、聚酰胺、液晶聚酯树脂以外的聚酯、聚砜、聚苯硫醚、聚醚酮、聚碳酸酯、聚苯醚、聚醚酰亚胺等液晶聚酯树脂以外的热塑性树脂;酚醛树脂、环氧树脂、聚酰亚胺树脂、氰酸酯树脂等热固化性树脂。
[0099]
本发明的液晶聚酯树脂组合物具有以下方案。
[0100]
「1」一种液晶聚酯树脂组合物,其是含有液晶聚酯树脂和带收敛剂的碳纤维的液
晶聚酯树脂组合物,相对于所述液晶聚酯树脂100质量份,所述带收敛剂的碳纤维的含量为5~120质量份,所述带收敛剂的碳纤维中,该收敛剂对该碳纤维的附着量相对于该碳纤维100质量份为0.1~1.2质量份,在将所述带收敛剂的碳纤维在空气中以升温速度50℃/min从25℃加热至400℃时,在300℃~400℃的范围中的质量减少比例小于0.8质量%。
[0101]
「2」一种液晶聚酯树脂组合物,其是含有液晶聚酯树脂和带收敛剂的碳纤维的液晶聚酯树脂组合物,相对于所述液晶聚酯树脂100质量份,所述带收敛剂的碳纤维的含量为5~100质量份,所述带收敛剂的碳纤维中,该收敛剂对该碳纤维的附着量相对于该碳纤维100质量份为0.2~1.0质量份,在将所述带收敛剂的碳纤维在空气中以升温速度50℃/min从25℃加热至400℃时,在300℃~400℃的范围中的质量减少比例为0.1质量%以上且0.7质量%以下。
[0102]
「3」一种液晶聚酯树脂组合物,其是含有液晶聚酯树脂和带收敛剂的碳纤维的液晶聚酯树脂组合物,相对于所述液晶聚酯树脂100质量份,所述带收敛剂的碳纤维的含量为10~80质量份,所述带收敛剂的碳纤维中,该收敛剂对该碳纤维的附着量相对于该碳纤维100质量份为0.2~0.8质量份,在将所述带收敛剂的碳纤维在空气中以升温速度50℃/min从25℃加热至400℃时,在300℃~400℃的范围中的质量减少比例为0.1质量%以上且0.6质量%以下。
[0103]
「4」一种液晶聚酯树脂组合物,其是含有液晶聚酯树脂和带收敛剂的碳纤维的液晶聚酯树脂组合物,相对于所述液晶聚酯树脂100质量份,所述带收敛剂的碳纤维的含量为18~67质量份,所述带收敛剂的碳纤维中,该收敛剂对该碳纤维的附着量相对于该碳纤维100质量份为0.2~1.2质量份,在将所述带收敛剂的碳纤维在空气中以升温速度50℃/min从25℃加热至400℃时,在300℃~400℃的范围中的质量减少比例为0.24质量%以上且0.49质量%以下。
[0104]
「5」一种液晶聚酯树脂组合物,其是含有液晶聚酯树脂和带收敛剂的碳纤维的液晶聚酯树脂组合物,相对于所述液晶聚酯树脂100质量份,所述带收敛剂的碳纤维的含量为5~120质量份,所述带收敛剂的碳纤维中,该收敛剂对该碳纤维的附着量相对于该碳纤维100质量份为0.1~1.2质量份,在将所述带收敛剂的碳纤维在空气中以升温速度50℃/min从25℃加热至400℃时,在300℃~400℃的范围中的质量减少比例小于0.8质量%。
[0105]
「6」一种液晶聚酯树脂组合物,其是含有液晶聚酯树脂和带收敛剂的碳纤维的液晶聚酯树脂组合物,相对于所述液晶聚酯树脂100质量份,所述带收敛剂的碳纤维的含量为5~100质量份,所述带收敛剂的碳纤维中,该收敛剂对该碳纤维的附着量相对于该碳纤维100质量份为0.2~1.0质量份,在将所述带收敛剂的碳纤维在空气中以升温速度50℃/min从25℃加热至400℃时,在300℃~400℃的范围中的质量减少比例为0.1质量%以上且0.7质量%以下。
[0106]
「7」一种液晶聚酯树脂组合物,其是含有液晶聚酯树脂和带收敛剂的碳纤维的液晶聚酯树脂组合物,相对于所述液晶聚酯树脂100质量份,所述带收敛剂的碳纤维的含量为10~80质量份,所述带收敛剂的碳纤维中,该收敛剂对该碳纤维的附着量,相对于该碳纤维100质量份为0.2~0.8质量份,在将所述带收敛剂的碳纤维在空气中以升温速度50℃/min从25℃加热至400℃时,在300℃~400℃的范围中的质量减少比例为0.1质量%以上且0.6质量%以下。
[0107]
「8」一种液晶聚酯树脂组合物,其是含有液晶聚酯树脂和带收敛剂的碳纤维的液晶聚酯树脂组合物,例如,相对于所述液晶聚酯树脂100质量份,所述带收敛剂的碳纤维的含量为18~67质量份,所述带收敛剂的碳纤维中,该收敛剂对该碳纤维的附着量相对于该碳纤维100质量份为0.2~1.2质量份,在将所述带收敛剂的碳纤维在空气中以升温速度50℃/min从25℃加热至400℃时,在300℃~400℃的范围中的质量减少比例为0.24质量%以上且0.49质量%以下。
[0108]
「9」如所述「1」~「8」中任一项所述的液晶聚酯树脂组合物,其是所述带收敛剂的碳纤维被所述液晶聚酯树脂固定的颗粒。
[0109]
「10」如所述「9」所述的液晶聚酯树脂组合物,所述带收敛剂的碳纤维与所述颗粒的长度方向大致平行地排列且为与该颗粒的长度实质上相同的长度。
[0110]
「11」如所述「10」所述的液晶聚酯树脂组合物,所述颗粒的长度为3~50mm。
[0111]
「12」如所述「1」~「11」中任一项所述的液晶聚酯树脂组合物,所述质量减少比例为0.7质量%以下,优选为0.6质量%以下,更优选为0.5质量%以下,进一步优选为0.4质量%以下。
[0112]
「13」如所述「1」~「12」中任一项所述的液晶聚酯树脂组合物,所述液晶聚酯树脂的流动起始温度为280℃以上,优选为280℃以上且400℃以下,更优选为280℃以上且380℃以下。
[0113]
「14」如所述「1」~「13」中任一项所述的液晶聚酯树脂组合物,相对于所述液晶聚酯树脂100质量份,所述带收敛剂的碳纤维的含量为5~100质量份,优选为10~80质量份,更优选为18~67质量份。
[0114]
「15」如所述「1」~「14」中任一项所述的液晶聚酯树脂组合物,所述带收敛剂的碳纤维中,该收敛剂对该碳纤维的附着量,相对于该碳纤维100质量份为0.2~1.2质量份,优选为0.2~1.0质量份,更优选为0.2~0.8质量份。
[0115]
「16」如所述「1」~「15」中任一项所述的液晶聚酯树脂组合物,所述液晶聚酯树脂包含由下述式(1)、(2)或(3)表示的重复单元,
[0116]
相对于由下述式(1)、(2)和(3)表示的重复单元的总量,由下述式(1)表示的重复单元的含量为30摩尔%以上且100摩尔%以下,优选为30摩尔%以上且80摩尔%以下,更优选为40摩尔%以上且70摩尔%以下,进一步优选为45摩尔%以上且65摩尔%以下,
[0117]
相对于由下述式(1)、(2)和(3)表示的重复单元的总量,由下述式(2)表示的重复单元的含量为0摩尔%以上且35摩尔%以下,优选为10摩尔%以上且35摩尔%以下,更优选为15摩尔%以上且30摩尔%以下,进一步优选为17.5摩尔%以上且27.5摩尔%以下,
[0118]
相对于由下述式(1)、(2)和(3)表示的重复单元的总量,由下述式(3)表示的重复单元的含量为0摩尔%以上且35摩尔%以下,优选为10摩尔%以上且35摩尔%以下,更优选为15摩尔%以上且30摩尔%以下,进一步优选为17.5摩尔%以上且27.5摩尔%以下。但是,由式(1)、(2)和(3)表示的重复单元的总量不大于100摩尔%。
[0119]
(1)-o-ar
1-co-[0120]
(2)-co-ar
2-co-[0121]
(3)-x-ar
3-y-[0122]
(ar1表示亚苯基、亚萘基或亚联苯基。ar2和ar3分别独立地表示亚苯基、亚萘基、亚
联苯基或由下述式(4)表示的基团。x和y分别独立地表示氧原子或亚氨基(-nh-)。由ar1、ar2或ar3表示的所述基团中的氢原子可以分别独立地被卤素原子、烷基或芳基取代。)
[0123]
(4)-ar
4-z-ar
5-[0124]
(ar4和ar5分别独立地表示亚苯基或亚萘基。z表示氧原子、硫原子、羰基、磺酰基或亚烷基。)
[0125]
「17」如所述「16」所述的液晶聚酯树脂组合物,相对于由式(1)、(2)和(3)表示的重复单元的总量,由式(1)表示的重复单元的含量为30摩尔%以上且80摩尔%以下,
[0126]
相对于由式(1)、(2)和(3)表示的重复单元的总量,由式(2)表示的重复单元的含量为10摩尔%以上且35摩尔%以下,
[0127]
相对于由式(1)、(2)和(3)表示的重复单元的总量,由式(3)表示的重复单元的含量为10摩尔%以上且35摩尔%以下。
[0128]
「18」如所述「1」~「17」中任一项所述的液晶聚酯树脂组合物,所述碳纤维的数均纤维直径为1μm以上且10μm以下,优选为5μm以上且8μm以下。
[0129]
「19」如所述「1」~「18」中任一项所述的液晶聚酯树脂组合物,其是所述带收敛剂的碳纤维被所述液晶聚酯树脂固定的颗粒。
[0130]
(液晶聚酯树脂组合物的制造方法)
[0131]
本实施方式的液晶聚酯树脂组合物,能够通过将上述液晶聚酯树脂100质量份、上述带收敛剂的碳纤维5~120质量份和根据需要的其他成分进行混合来制造。
[0132]
例如,通过将液晶聚酯树脂和根据需要的其他成分进行熔融混炼,将获得的熔融物含浸于带收敛剂的碳纤维并颗粒化,从而获得带收敛剂的碳纤维被液晶聚酯树脂固定的颗粒。在使液晶聚酯含浸于带收敛剂的碳纤维时,当该碳纤维是用收敛剂收敛的碳纤维束时,由于从碳纤维粗纱送出碳纤维束时不发生解开等,且操作性良好,因此优选。
[0133]
图1表示液晶聚酯树脂组合物的制造装置的一实施方式。
[0134]
在图1所示的本实施方式中,说明使用碳纤维粗纱10来获得由液晶聚酯树脂组合物构成的颗粒15的情况,所述碳纤维粗纱10是将用收敛剂收敛多个碳纤维而成的带收敛剂的碳纤维束11卷绕成卷状而得到的。
[0135]
如图1所示,制造装置100具备预加热部121、含浸部123、冷却部125、收取部127、切割部129和输送辊101~109。图1所示的制造装置100中,含浸部123与挤出机120连接。
[0136]
在图1中,示出从碳纤维粗纱10连续地送出带收敛剂的碳纤维束11的状态。在本实施方式中,一边通过输送辊101~109将从碳纤维粗纱10送出的带收敛剂的碳纤维束11沿长度方向输送,一边制作由液晶聚酯树脂组合物构成的颗粒。
[0137]
本实施方式的液晶聚酯树脂组合物的制造中使用的碳纤维粗纱10的纤度没有特别的限定,优选为200g/1000m以上,更优选为800g/1000m以上。当碳纤维粗纱10的纤度为200g/1000m以上时,在液晶聚酯树脂组合物的制造方法中,易处理碳纤维粗纱10。
[0138]
另外,碳纤维粗纱10的纤度优选为3750g/1000m以下,更优选为3200g/1000m以下。当碳纤维粗纱10的纤度为3750g/1000m以下时,碳纤维易分散于液晶聚酯树脂中。另外,在制造液晶聚酯树脂组合物时易处理碳纤维。
[0139]
即,碳纤维粗纱10的纤度优选为200g/1000m以上且3750g/1000m以下,更优选为800g/1000m以上且3200g/1000m以下。
[0140]
在预加热部121中,将从碳纤维粗纱10送出的带收敛剂的碳纤维束11进行加热并使其干燥。此时的加热温度没有特别的限定,例如为50~250℃。
[0141]
另外,在预加热部121中的加热时间没有特别的限定,例如为3~30秒。
[0142]
在含浸部123中,使带收敛剂的碳纤维束11以外的成型材料m(液晶聚酯树脂、根据需要配合的其他成分)含浸于带收敛剂的碳纤维束11。
[0143]
可以使从供给口123a投入成型材料m并在含浸部123内加热而获得的熔融物含浸于带收敛剂的碳纤维束11,也可以从供给口123a投入由挤出机120熔融混炼的成型材料m,使其含浸于带收敛剂的碳纤维束11。
[0144]
另外,在图1所示的实施方式中,获得了所述熔融物含浸并包覆于碳纤维束的树脂结构体13。
[0145]
根据液晶聚酯树脂的种类来适当确定含浸部123中的加热温度,优选设定为比使用的液晶聚酯树脂的流动起始温度高10~80℃的温度,例如为300~400℃。
[0146]
在含浸部123中,根据成型体要求的特性等,将液晶聚酯树脂100质量份含浸于带收敛剂的碳纤维5~120质量份中,优选含浸于5~100质量份中,更优选含浸于10~80质量份中。当带收敛剂的碳纤维的配合量为所述优选范围的下限值以上时,能够高效地利用碳纤维进行液晶聚酯树脂的强化。另一方面,当带收敛剂的碳纤维的配合量为所述优选范围的上限值以下时,碳纤维束的开纤和液晶聚酯树脂在碳纤维束中的含浸变得容易。
[0147]
通过根据带收敛剂的碳纤维束11的直径来改变含浸部123的出口的模头的喷嘴直径,从而能够调节树脂结构体13中的液晶聚酯树脂与带收敛剂的碳纤维的配合比。
[0148]
在冷却部125中,将在含浸部123中被加热后的状态的树脂结构体13(所述熔融物含浸并包覆于碳纤维束的树脂结构体13),例如冷却至50~150℃。冷却时间没有特别的限定,例如为3~30秒。
[0149]
在收取部127中,连续地收取经冷却部125冷却后的树脂结构体13并向下一切割部129送出。
[0150]
在切割部129中,将冷却后的树脂结构体13切割成所期望的长度,制作颗粒15。切割部129例如具备旋转刀片等。
[0151]
本实施方式的液晶聚酯树脂组合物,可以仅由带收敛剂的碳纤维被所述液晶聚酯树脂固定的颗粒构成,也可以由带收敛剂的碳纤维被所述液晶聚酯树脂固定的颗粒和不包含带收敛剂的碳纤维的液晶聚酯树脂颗粒的颗粒混合物构成。
[0152]
使用上述制造装置100,例如,如下地制造带收敛剂的碳纤维被所述液晶聚酯树脂固定的颗粒,作为本实施方式的液晶聚酯树脂组合物。
[0153]
<获得树脂结构体的工序>
[0154]
在从碳纤维粗纱10连续地送出用收敛剂收敛多个单纤维而成的碳纤维束11的同时,首先,由预加热部121对带收敛剂的碳纤维束11进行加热并使其干燥。
[0155]
然后,在向含浸部123供给干燥后的带收敛剂的碳纤维束11的同时,从供给口123a投入由挤出机120熔融混炼的成型材料m,使熔融状态的成型材料m含浸于带收敛剂的碳纤维束11。由此,获得了所述熔融物含浸并包覆于碳纤维束的树脂结构体13。此后,将在含浸部123中被加热后的状态的树脂结构体13由冷却部125进行冷却。
[0156]
在此处获得的树脂结构体13中,碳纤维与树脂结构体13的长度方向大致平行地排
列。
[0157]“碳纤维与树脂结构体的长度方向大致平行地排列”,表示碳纤维的长度方向与树脂结构体的长度方向所成的角度大致为0
°
的状态,具体而言,表示碳纤维和树脂结构体各自的长度方向所成的角度为-5
°
~5
°
的状态。
[0158]
<获得颗粒的工序>
[0159]
然后,用收取部127将冷却后的树脂结构体13收取成股线状,并向切割部129送出。
[0160]
然后,在切割部129,将股线状的树脂结构体13沿其长度方向以规定长度进行切割,获得颗粒15。
[0161]
此处所说的颗粒15的规定长度是根据以颗粒15为材料的成型体所需性能而设定的颗粒15的长度。在由本实施方式的制造方法获得的液晶聚酯树脂组合物中,颗粒15的长度与颗粒15中排列的碳纤维的长度为实质上相同的长度。
[0162]“颗粒的长度与碳纤维的长度为实质上相同的长度”,表示颗粒中排列的碳纤维的长度加权平均纤维长度为颗粒的长度方向的长度的95~105%。
[0163]
如上所示,制造由本实施方式的液晶聚酯树脂组合物构成的颗粒15。
[0164]
该颗粒15是带收敛剂的碳纤维被液晶聚酯树脂固定的颗粒,该碳纤维与该颗粒的长度方向大致平行地排列。另外,颗粒15中排列的碳纤维的长度是与该颗粒的长度实质上相同的长度。本实施方式中制造的颗粒15的长度取决于以颗粒15为材料的成型体所需性能等,例如为3~50mm。
[0165]
如此地,使碳纤维与该颗粒的长度方向大致平行地排列,且使碳纤维的长度与颗粒的长度为实质上相同的长度,由此,在成为成型体时,能使成型体中的残存碳纤维长纤维化,从而具有提高成型体的耐热性以及缓和各向异性的效果。
[0166]
能够通过用显微镜观察沿长度方向切割颗粒而得到的截面来确认颗粒中的碳纤维的排列方向。另外,按照以下步骤来测定颗粒中的碳纤维的长度。
[0167]
步骤(1):将颗粒2g用马弗炉于500℃加热3小时,除去树脂部分(液晶聚酯树脂)。
[0168]
步骤(2):使从树脂颗粒中除去了树脂部分后的物质分散于添加有0.05体积%表面活性剂(micro90,international products corporation公司制)的水溶液1000ml中,以制备分散液。
[0169]
步骤(3):从分散液中取出100ml,用纯水稀释5~20倍。从稀释后的分散液中取出50ml,使用的桐山漏斗用滤纸(no.5c)进行减压过滤,用显微镜(vh-z25,基恩士公司制,倍率10~20倍)观察分散于滤纸的碳纤维,对每一个样品以拍摄区域不重叠的方式拍摄10张图像。
[0170]
步骤(4):用显微镜的测量工具来测定所拍摄的图像1张中存在的全部纤维的长度。需要说明的是,通过多点间测量来测定弯曲的碳纤维,而不测定与图像的边缘接触的纤维。对所拍摄的10张图像依次进行相同的操作,直至纤维的测定根数合计大于500根,测定纤维长度。在所拍摄的10张图像中的纤维根数合计不大于500根的情况下,返回至步骤(3),在适当调节纯水的稀释倍率的基础上,重新拍摄图像并再次测定纤维长度。
[0171]
步骤(5):根据步骤(4)中测定的碳纤维的纤维长度,求出长度加权平均纤维长度lm=(σli2×
ni)/(σli
×
ni),而且σni>500。
[0172]
li:碳纤维的纤维长度。
[0173]
ni:纤维长度li的碳纤维的根数。
[0174]
本发明的液晶聚酯树脂组合物的制造方法具有以下方案。
[0175]
「51」一种液晶聚酯树脂组合物的制造方法,其是具有混合液晶聚酯树脂和带收敛剂的碳纤维的工序的液晶聚酯树脂组合物的制造方法,其中,
[0176]
相对于所述液晶聚酯树脂100质量份,所述带收敛剂的碳纤维的配合量为5~120质量份,
[0177]
所述带收敛剂的碳纤维中,该收敛剂对该碳纤维的附着量相对于该碳纤维100质量份为0.1~1.2质量份,
[0178]
在将所述带收敛剂的碳纤维在空气中以升温速度50℃/min从25℃加热至400℃时,在300℃~400℃的范围中的质量减少比例小于0.8质量%。
[0179]
「52」如所述「51」所述的液晶聚酯树脂组合物的制造方法,其是获得所述带收敛剂的碳纤维被所述液晶聚酯树脂固定的颗粒的方法。
[0180]
「53」如所述「52」所述的液晶聚酯树脂组合物的制造方法,
[0181]
具有:
[0182]
在将用收敛剂收敛多个单纤维而成的碳纤维束送出的同时,使所述液晶聚酯树脂含浸于所述碳纤维束,获得所述碳纤维与液晶聚酯树脂层的长度方向大致平行地排列的树脂结构体的工序;以及
[0183]
将所述树脂结构体沿所述长度方向以规定长度进行切割,获得与在所述液晶聚酯树脂层排列的所述碳纤维实质上相同长度的颗粒的工序。
[0184]
「54」如所述「51」~「53」中任一项所述的液晶聚酯树脂组合物的制造方法,所述质量减少比例为0.1质量%以上且0.7质量%以下,优选为0.1质量%以上且0.6质量%以下,更优选为0.1质量%以上且0.5质量%以下,进一步优选为0.1质量%以上且0.4质量%以下。
[0185]
「55」如所述「51」~「54」中任一项所述的液晶聚酯树脂组合物的制造方法,所述液晶聚酯树脂的流动起始温度为280℃以上,优选为280℃以上且400℃以下,更优选为280℃以上且380℃以下。
[0186]
「56」如所述「51」~「55」中任一项所述的液晶聚酯树脂组合物的制造方法,相对于所述液晶聚酯树脂100质量份,所述带收敛剂的碳纤维的配合量为5~100质量份,优选为10~80质量份,更优选为18~67质量份。
[0187]
「57」如所述「51」~「56」中任一项所述的液晶聚酯树脂组合物的制造方法,所述带收敛剂的碳纤维中,该收敛剂对该碳纤维的附着量,相对于该碳纤维100质量份为0.2~1.2质量份,优选为0.2~1.0质量份,更优选为0.2~0.8质量份。
[0188]
「58」如所述「51」~「57」中任一项所述的液晶聚酯树脂组合物的制造方法,所述液晶聚酯树脂组合物是所述带收敛剂的碳纤维被所述液晶聚酯树脂固定的颗粒。
[0189]
(成型体)
[0190]
本实施方式的成型体是使用上述液晶聚酯树脂组合物制作的成型体。
[0191]
本实施方式的成型体能够使用液晶聚酯树脂组合物并通过公知的成型方法来获得。作为本实施方式的液晶聚酯树脂组合物的成型方法,优选熔融成型法,作为例子,可举出射出成型法、t模法或吹胀法等挤出成型法、压缩成型法、吹塑成型法、真空成型法和加压
成型。其中,优选射出成型法。
[0192]
例如,在将上述液晶聚酯树脂组合物作为成型材料,通过射出成型法来进行成型的情况下,使用公知的射出成型机,使液晶聚酯树脂组合物熔融,将熔融的液晶聚酯树脂组合物向模具内射出来成型。
[0193]
作为公知的射出成型机,例如,可举出株式会社沙迪克制tr450eh3、日精树脂工业公司制的油压式卧式成型机ps40e5ase型等。
[0194]
根据液晶聚酯树脂的种类来适当确定射出成型机的料筒温度,优选设定为比使用的液晶聚酯树脂的流动起始温度高10~80℃的温度,例如为300~400℃。
[0195]
对模具的温度而言,从液晶聚酯树脂组合物的冷却速度和生产率的方面出发,优选设定为室温(例如23℃)~180℃的范围。
[0196]
以上说明的本实施方式的成型体,由于使用了应用了本发明的液晶聚酯树脂组合物,因此强度进一步提高。作为获得该效果的理由,推测如下。
[0197]
在应用了本发明的液晶聚酯树脂组合物中,将液晶聚酯树脂与特定的带收敛剂的碳纤维联用。由于该特定的带收敛剂的碳纤维在300℃~400℃的范围中的质量减少比例小于0.8质量%,因此,很难发生因在含浸部123中的加热或在射出成型机内的熔融混炼时的加热而导致的质量减少。因此,在制作的成型体中因收敛剂的分解等而产生的空隙得到抑制。
[0198]
由于空隙主要在碳纤维与树脂的界面产生,因此发生树脂与纤维的密合不良,从而无法充分发挥碳纤维带来的加强效果。因此,通过使用本实施方式的液晶聚酯树脂组合物,可获得空隙的产生被抑制且弯曲强度等机械性质得以提高的成型体。
[0199]
本发明的成型体具有以下方案。
[0200]
「101」一种成型体,其是使用所述「1」~「19」中任一项所述的液晶聚酯树脂组合物制作的成型体。
[0201]
上述本实施方式的成型体能应用于通常液晶聚酯树脂能应用的所有用途,其中尤其适合汽车领域的用途。
[0202]
作为汽车领域的用途,例如,作为汽车内装材料用射出成型体,可举出顶棚材料用射出成型体、轮罩盖用射出成型体、储物室内衬用射出成型体、仪表盘表皮材料用射出成型体、手柄罩用射出成型体、扶手用射出成型体、头垫用射出成型体、安全带罩用射出成型体、变速杆套用射出成型体、控制台箱用射出成型体、喇叭垫用射出成型体、旋钮用射出成型体、安全气囊罩用射出成型体、各种微调件用射出成型体、各种柱用射出成型体、门锁边框用射出成型体、手套箱用射出成型体、除霜喷嘴用射出成型体、防擦板用射出成型体、方向盘用射出成型体、转向柱罩用射出成型体等。
[0203]
另外,作为汽车领域的用途,例如,作为汽车外装饰材料用射出成型体,可举出保险杠用射出成型体、扰流器用射出成型体、挡泥板用射出成型体、侧面饰条用射出成型体、车门后视镜壳体用射出成型体、车底板防护罩用射出成型体等。
[0204]
作为其他汽车部件用射出成型体,可举出汽车前照灯用射出成型体、玻璃滑槽(glass run channel)用射出成型体、密封条用射出成型体、排水软管用射出成型体、窗户清洗管用射出成型体等软管用射出成型体、管类用射出成型体、齿条和小齿轮套用射出成型体、密封垫用射出成型体、保险杠梁用射出成型体、各种构件用射出成型体、悬架系统用
射出成型体、前端模块用射出成型体、散热器支架用射出成型体、后门内用射出成型体等。
[0205]
另外,除了上述之外,本实施方式的成型体还能应用于传感器、led灯、连接器、插座、电阻器、继电器盒、开关、线圈线轴、电容器、可变电容器盒、光拾波器、振荡器、各种端子板、变压器、插头、印刷电路基板、调谐器、扬声器、麦克风、头戴式耳机、小型马达、磁头底座、能源模块、半导体、液晶显示器、fdd滑架、fdd底盘、马达刷支架、抛物面天线、计算机相关部件、微波炉部件、音响/声音设备部件、照明部件、空调部件、办公室计算机相关部件、电话/fax相关部件和复印机相关部件等用途。
[0206]
实施例
[0207]
以下,根据具体的实施例进一步详细说明本发明。但是,本发明完全不限于以下示出的实施例。
[0208]
[液晶聚酯的流动起始温度]
[0209]
首先,使用流量测试仪(株式会社岛津制作所的“cft-500型”),将液晶聚酯约2g填充到安装有具有内径为1mm且长度为10mm的喷嘴的模具的料筒中。然后,在9.8mpa(100kg/cm2)的载荷下,一边以4℃/min的速度升温,一边使液晶聚酯熔融,从喷嘴挤出,测定显示出4800pa
·
s(48000泊)的粘度的温度(流动起始温度),作为液晶聚酯的流动起始温度。
[0210]
<液晶聚酯的制造>
[0211]
向具备搅拌装置、扭矩测量仪、氮气导入管、温度计和回流冷却器的反应器中,添加6-羟基-2-萘甲酸(1034.99g、5.5摩尔)、2,6-萘二羧酸(378.33g、1.75摩尔)、对苯二甲酸(83.07g、0.5摩尔)、对苯二酚(272.52g、2.475摩尔,相对于2,6-萘二羧酸和对苯二甲酸的总量而过量0.225摩尔)、乙酸酐(1226.87g、12摩尔)和作为催化剂的1-甲基咪唑(0.17g),用氮气置换反应器内的气体。此后,在氮气气流下,一边搅拌一边从室温花费15分钟升温至145℃,并于145℃回流1小时。
[0212]
接着,一边蒸馏除去副产乙酸和未反应的乙酸酐,一边从145℃花费3.5小时升温至310℃,并于310℃保持3小时。此后,取出内容物并将其冷却至室温以获得固态物质。将获得的固态物质用粉碎机粉碎至粒径约0.1~1mm。此后,在氮环境下,从室温花费1小时升温至250℃,从250℃花费10小时升温至310℃,并于310℃保持5小时,从而进行固相聚合。固相聚合后,进行冷却,获得粉末状的液晶聚酯。
[0213]
对该液晶聚酯而言,相对于全部重复单元的总量,具有55摩尔%上述式(1)中的ar1为2,6-亚萘基的重复单元(1)、具有17.5摩尔%上述式(2)中的ar2为2,6-亚萘基的重复单元(2)、具有5摩尔%ar2为1,4-亚苯基的重复单元(2)、以及具有22.5摩尔%上述式(3)中的ar3为1,4-亚苯基的重复单元(3),所述液晶聚酯的流动起始温度为322℃。
[0214]
<无碳纤维的液晶聚酯颗粒的制造>
[0215]
用双轴挤出机(pmt47,ikg公司制)将获得的所述粉末状的液晶聚酯在料筒温度320℃的条件下造粒,获得长度3mm的无碳纤维的液晶聚酯颗粒。这样获得的液晶聚酯颗粒的流动起始温度为303℃。
[0216]
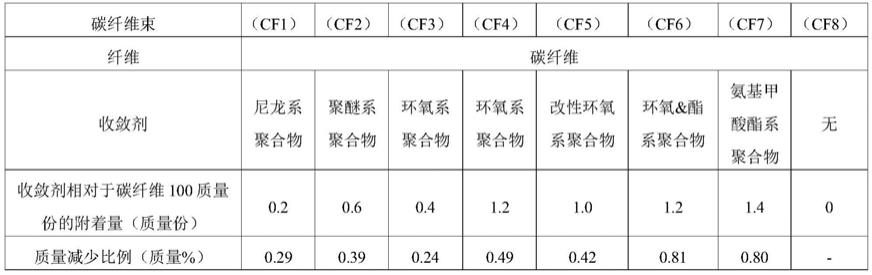
<碳纤维束>
[0217]
将使用的碳纤维束(cf1)~(cf8)示于表1。
[0218]
带收敛剂的碳纤维束(cf1):商品名“tr50s15l mb”,三菱化学株式会社制;碳纤维的数均纤维直径7μm,纤维收敛根数15000根,纤度1000g/1000m。
[0219]
带收敛剂的碳纤维束(cf2):商品名“tr50s15l gf”,三菱化学株式会社制;碳纤维的数均纤维直径7μm,纤维收敛根数15000根,纤度1000g/1000m。
[0220]
带收敛剂的碳纤维束(cf3):商品名“tr50s15l ad”,三菱化学株式会社制;碳纤维的数均纤维直径7μm,纤维收敛根数15000根,纤度1000g/1000m。
[0221]
带收敛剂的碳纤维束(cf4):商品名“tr50s12l al”,三菱化学株式会社制;碳纤维的数均纤维直径7μm,纤维收敛根数12000根,纤度800g/1000m。
[0222]
带收敛剂的碳纤维束(cf5):商品名“tr50s15l jj”,三菱化学株式会社制;碳纤维的数均纤维直径7μm,纤维收敛根数15000根,纤度1000g/1000m。
[0223]
带收敛剂的碳纤维束(cf6):商品名“tr50s12l kl”,三菱化学株式会社制;碳纤维的数均纤维直径7μm,纤维收敛根数12000根,纤度800g/1000m。
[0224]
带收敛剂的碳纤维束(cf7):商品名“tr50s12l rn”,三菱化学株式会社制;碳纤维的数均纤维直径7μm,纤维收敛根数12000根,纤度800g/1000m。
[0225]
未使用收敛剂的碳纤维束(cf8):用水收敛tr50s15l(商品名,三菱化学株式会社制)而得到的碳纤维束;碳纤维的数均纤维直径7μm,纤维收敛根数15000根,纤度1000g/1000m。
[0226]
[带收敛剂的碳纤维中的收敛剂的附着量]
[0227]
表1中,如下所示地测定带收敛剂的碳纤维中的收敛剂的附着量
[0228]
在100ml的凯氏烧瓶中于110℃干燥1小时,精确称量在干燥器中冷却至25℃的绝干状态的带收敛剂的碳纤维1g(w1),添加95%浓硫酸50ml,于25℃放置2小时以分解收敛剂。接着,预先于110℃干燥1小时,使用精确称量的质量w2(g)的玻璃过滤器来过滤碳纤维,用约1000ml的水洗涤。此后,将装有碳纤维的玻璃过滤器于110℃干燥1小时,并在干燥器中冷却至25℃后,精确称量装有碳纤维的玻璃过滤器的质量(w3(g))。由下述式求出收敛剂的附着量。
[0229]
收敛剂的附着量(质量%)=(w1-w3 w2)
×
100/w1
[0230]
根据该收敛剂的附着量,求出其相对于碳纤维100质量份的比例(质量份),作为该收敛剂对该碳纤维的附着量。
[0231]
相对于碳纤维100质量份,收敛剂的附着量(质量份)
[0232]
=(w1-w3 w2)
×
100/(w3-w2)
[0233]
[带收敛剂的碳纤维的质量减少比例]
[0234]
表1中,通过热重分析(tga)来测定带收敛剂的碳纤维的质量减少比例。将带收敛剂的碳纤维束在空气中以升温速度50℃/min从25℃加热至400℃时,根据300℃条件下的质量w
300
和400℃条件下的质量w
400
,由下述式求出300℃~400℃的范围中的质量减少比例(质量%)。
[0235]
质量减少比例(质量%)=(w
300-w
400
)/w
300
×
100
[0236]
表1
[0237][0238]
<液晶聚酯树脂组合物的制造>
[0239]
(实施例1~6、比较例1~6)
[0240]
使用上述<液晶聚酯的制造>中获得的粉末状的液晶聚酯、上述<无碳纤维的液晶聚酯颗粒的制造>中获得的液晶聚酯颗粒和上述碳纤维束(cf1)~(cf8),进行液晶聚酯树脂组合物的制造。
[0241]
(实施例1)
[0242]
使用与图1所示的形态相同的制造装置,如下所示地获得颗粒状的液晶聚酯树脂组合物。挤出机120使用gts-40型挤出机(株式会社塑料工学研究所制)。带式收取机使用ebd-1500a(艾美克斯株式会社(imex co.,ltd.)制)。
[0243]
<获得树脂结构体的工序>
[0244]
通过使所述带式收取机(收取部127)工作,在从碳纤维粗纱10以收取速度10m/min连续地送出带收敛剂的碳纤维束(cf1)11的同时,首先,用预加热部121将带收敛剂的碳纤维束(cf1)11加热至150℃并使其干燥。
[0245]
另外,使用挤出机120将上述<无碳纤维的液晶聚酯颗粒的制造>中获得的无碳纤维的液晶聚酯颗粒加热至380℃制备成熔融状态。
[0246]
接着,在向安装在挤出机120前端的模具(含浸部123)供给干燥后的带收敛剂的碳纤维束11的同时,从挤出机120的供给口123a投入熔融状态的液晶聚酯(成型材料m)。在模具(含浸部123)内,将液晶聚酯于380℃熔融并含浸于带收敛剂的碳纤维束(cf1),在模具(含浸部123)出口用喷嘴直径1.5mm的模头调节股线直径,由此,获得相对于液晶聚酯100质量份,带收敛剂的碳纤维束(cf1)为67质量份的树脂结构体13。在此获得的树脂结构体13中,碳纤维与液晶聚酯树脂层的长度方向大致平行地排列。
[0247]
此后,使用冷却部125,将在模具(含浸部123)内被加热后的状态的树脂结构体13冷却至150℃以下。
[0248]
<获得颗粒的工序>
[0249]
接着,将冷却后的树脂结构体13用所述带式收取机(收取部127)收取成股线状,并向造粒机(切割部129)送出,沿其长度方向以规定长度进行切割,获得圆柱形状(长度12mm)的颗粒15。
[0250]
沿长度方向切割颗粒15,用显微镜观察通过切割获得的截面。该观察的结果,能够确认碳纤维的排列方向与颗粒的长度方向大致一致,且与颗粒的长度方向大致平行。
[0251]
另外,按照以下步骤测定颗粒中的碳纤维的长度。
[0252]
步骤(1):将颗粒2g用马弗炉于500℃加热3小时,除去树脂部分(液晶聚酯树脂)。
[0253]
步骤(2):使从树脂颗粒中除去了树脂部分后的物质分散于添加有0.05体积%表面活性剂(micro90,international products corporation公司制)的水溶液1000ml中,以制备分散液。
[0254]
步骤(3):从分散液中取出100ml,用纯水稀释10倍。从稀释后的分散液中取出50ml,使用的桐山漏斗用滤纸(no.5c)进行减压过滤,用显微镜(vh-z25,基恩士公司制,倍率10倍)观察分散于滤纸的碳纤维,对每一个样品以拍摄区域不重叠的方式拍摄10张图像。
[0255]
步骤(4):用显微镜的测量工具来测定所拍摄的图像1张中存在的全部纤维的长度。需要说明的是,通过多点间测量来测定弯曲的纤维,而不测定与图像的边缘接触的纤维。对所拍摄的10张图像依次进行相同的操作,直至纤维的测定根数合计大于500根,测定纤维长度。
[0256]
步骤(5):根据步骤(4)中测定的碳纤维的纤维长度,求出长度加权平均纤维长度lm=(σli2×
ni)/(σli
×
ni),而且σni>500。
[0257]
li:碳纤维的纤维长度。
[0258]
ni:纤维长度li的碳纤维的根数。
[0259]
其结果是,碳纤维的长度加权平均纤维长度与颗粒的长度(12mm)相同。
[0260]
(实施例2)
[0261]
除了将带收敛剂的碳纤维束(cf1)变更为表1所示的带收敛剂的碳纤维束(cf2)以外,与实施例1同样地操作,获得圆柱形状(长度12mm)的颗粒。
[0262]
(实施例3)
[0263]
除了将带收敛剂的碳纤维束(cf1)变更为表1所示的带收敛剂的碳纤维束(cf3)以外,与实施例1同样地操作,获得圆柱形状(长度12mm)的颗粒。
[0264]
通过将获得的颗粒与上述<无碳纤维的液晶聚酯颗粒的制造>中获得的液晶聚酯颗粒混合,从而获得调节为带收敛剂的碳纤维束(cf3)相对于液晶聚酯100质量份为18质量份的颗粒混合物。
[0265]
(实施例4)
[0266]
除了将带收敛剂的碳纤维束(cf1)变更为表1所示的带收敛剂的碳纤维束(cf3)以外,与实施例1同样地操作,获得圆柱形状(长度12mm)的颗粒。
[0267]
(实施例5)
[0268]
除了分别将带收敛剂的碳纤维束(cf1)变更为表1所示的带收敛剂的碳纤维束(cf4)并将模具(含浸部123)出口变更为喷嘴直径1.3mm的模头以外,与实施例1同样地操作,获得相对于液晶聚酯100质量份,带收敛剂的碳纤维束(cf4)为67质量份的树脂结构体13。与实施例1同样地操作,由该树脂结构体13获得圆柱形状(长度12mm)的颗粒。
[0269]
(实施例6)
[0270]
除了将带收敛剂的碳纤维束(cf1)变更为表1所示的带收敛剂的碳纤维束(cf5)以外,与实施例1同样地操作,获得圆柱形状(长度12mm)的颗粒。
[0271]
(比较例1)
[0272]
除了分别将带收敛剂的碳纤维束(cf1)变更为表1所示的带收敛剂的碳纤维束(cf6)并将模具(含浸部123)出口变更为喷嘴直径1.3mm的模头以外,与实施例1同样地操
作,获得圆柱形状(长度12mm)的颗粒。
[0273]
(比较例2)
[0274]
除了分别将带收敛剂的碳纤维束(cf1)变更为表1所示的带收敛剂的碳纤维束(cf4)并将模具(含浸部123)出口变更为喷嘴直径1.3mm的模头以外,与实施例1同样地操作,获得圆柱形状(长度12mm)的颗粒。
[0275]
通过将获得的颗粒与上述<无碳纤维的液晶聚酯颗粒的制造>中获得的液晶聚酯颗粒混合,从而获得调节为带收敛剂的碳纤维束(cf4)相对于液晶聚酯100质量份为3质量份的颗粒混合物。
[0276]
(比较例3)
[0277]
除了分别将带收敛剂的碳纤维束(cf1)变更为表1所示的带收敛剂的碳纤维束(cf7)并将模具(含浸部123)出口变更为喷嘴直径1.3mm的模头以外,与实施例1同样地操作,获得圆柱形状(长度12mm)的颗粒。
[0278]
通过将获得的颗粒与上述<无碳纤维的液晶聚酯颗粒的制造>中获得的液晶聚酯颗粒混合,从而获得调节为带收敛剂的碳纤维束(cf7)相对于液晶聚酯100质量份为18质量份的颗粒混合物。
[0279]
(比较例4)
[0280]
除了分别将带收敛剂的碳纤维束(cf1)变更为表1所示的带收敛剂的碳纤维束(cf7)并将模具(含浸部123)出口变更为喷嘴直径1.3mm的模头以外,与实施例1同样地操作,获得圆柱形状(长度12mm)的颗粒。
[0281]
(比较例5)
[0282]
除了将模具(含浸部123)出口变更为喷嘴直径1.1mm的模头以外,与实施例1同样地操作,获得相对于液晶聚酯100质量份,带收敛剂的碳纤维束(cf1)为125质量份的树脂结构体13。与实施例1同样地操作,由该树脂结构体13获得圆柱形状(长度12mm)的颗粒。
[0283]
(比较例6)
[0284]
在使用收敛剂附着量为0质量份的碳纤维束(cf8)的情况下,在颗粒制造工序中,粗纱送出时,纤维之间缠绕,从而无法制造液晶聚酯树脂组合物。
[0285]
<成型体的制造>
[0286]
将各例的液晶聚酯树脂组合物(颗粒)在成型温度360℃的射出成型机tr450eh3(株式会社沙迪克制)内进行熔融混炼,以射出速度50mm/秒向模具温度100℃的模具内射出,从而成型为依据jis k7139的多功能试验片(类型a1)(厚度4mm)。需要说明的是,浇口是距多功能试验片的单侧抓握部上边为厚度0.5mm的薄膜浇口。
[0287]
其他射出条件:螺杆转速250rpm,保压100mpa
×
5秒,背压5mpa。
[0288]
[成型体的弯曲强度和弯曲弹性模量]
[0289]
由获得的多功能试验片切削成宽度10mm
×
长度80mm
×
厚度4mm且无缺口的形状,获得5个板状试验片。使用获得的5个板状试验片,分别依据iso178测定5次弯曲强度和弯曲弹性模量。成型体的弯曲强度和弯曲弹性模量采用获得的测定值的平均值。将其结果示于表2。
[0290]
[成型体的夏比冲击强度]
[0291]
与上述同样地操作,由通过射出成型获得的多功能试验片获得5个板状试验片(宽
度10mm
×
长度80mm
×
厚度4mm,无缺口)。使用获得的5个板状试验片,依据iso179测定5次无缺口的夏比冲击强度。成型体的夏比冲击强度采用获得的测定值的平均值。将其结果示于表2。
[0292]
表2
[0293][0294]
由表2所示的结果,能够确认:与使用比较例1~5的液晶聚酯树脂组合物制作的成型体相比,使用应用了本发明的实施例1~6的液晶聚酯树脂组合物制作的成型体的弯曲强度的值大,成型体强度得到进一步提高。
[0295]
附图标记的说明
[0296]
100:制造装置;101~109:输送辊;120:挤出机;121:预加热部;123:含浸部;125:冷却部;127:收取部;129:切割部。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。