1.本发明涉及一种单向条带的放卷设备,具体涉及一种具备协同纠偏系统的条带放卷设备。
背景技术:
2.为了快速分散弹道冲击应力波,防弹用高性能复合材料多是采用无纬布的结构形式,由两层或者多层单向布经过十字交叉复合而成。
3.其中单向布是指在一个方向(通常是经向,也有纬向单向织物)具有大量的纺织纱或无捻粗纱,在另一方向没有或者只有少量并且通常是细的纱,布的全部强度都在一个方向上的一种纺织物。
4.应用于防弹领域的超高分子量聚乙烯材料主要有两种形式,一种是纤维形态,一种是条带形态。纤维单向布生产工艺主要包括展丝-表面处理-浸胶-干燥等工艺制备。而超高分子量聚乙烯条带具有二维物理形态,并且限于目前的生产工艺水平,较难直接获得适用于防弹制品的宽幅(比如大于1000mm宽度)条带,需要通过拼接窄幅条带生产条带单向布。。
5.对于窄带拼接成为宽的单向布而言,传统放卷装置一般是通轴方式,为了增加张力控制,还可以选用滑差轴。滑差轴的优缺点比较明显,如优点有装置简单、占用空间少、能够提供一定程度的张力控制;但其也存在一定的缺点,如单独每卷的张力不能独立控制,必须整批次上下料,不利于便捷换料,且所有的条带卷材都放置于一根通轴上,当位于中间的某个卷材耗尽或出现质量问题时,必须将所有卷材卸下才能完成中部卷材的换料,费时费力。
6.此外,条带位置在传输过程中发生横向偏移时难以调整条带位置。当条带在横向方向上发生偏移时,会造成相邻条带之间间隙过大、或造成条带之间发生重叠,条带之间间隙过大或重叠均会对单向布产生不利影响。对条带偏移的处理方法主要靠修正放卷设备上卷材的横向位置,然而现有的放卷设备主要靠人工发现和调整卷材的位置,难以实现有效纠偏且费时费力。更重要的是,单向布通常由多个条带构成,当条带运输过程中,单向布中部出现缝隙或重叠时,仅对个别卷材位置进行调整是无法消除单向布中部的缺陷的,因此仅靠人工纠偏不仅费时费力,且纠偏效果也不好,因此有必要对现有的放卷设备作出改进。
技术实现要素:
7.本发明的目的在于提供一种能自动纠偏的单向布条带放卷设备,能够实现条带的单独换料和实时自动纠偏功能。
8.在下文中,若无特殊说明,“横向”指的是与卷材或条带的宽度方向相同的方向,“纵向”指的是与条带的长度方向相同的方向。
9.一种能自动纠偏的单向布条带放卷设备,其特征在于,包括机架,卷材放卷装置,横向位移机构,间隙监测装置和控制器,所述机架上设置有n个独立的卷材放卷装置,其中n
》2,所述放卷设备释放卷材得到条带,每个所述卷材放卷装置对应设置有横向位移机构任意两相邻条带之间的间隙均对应设置有间隙监测装置,所述横向位移机构和间隙监测装置均与控制器相连。
10.独立设置的卷材放卷装置可独立释放卷材,当某个卷材耗尽或出现质量问题时便于对卷材进行更换,相比于传统的通轴放卷,能大大提高更换效率,且独立的卷材放卷装置可单独设置横向位移机构,可对单个卷材的位置进行调整,从而对条带的位置进行调整,便于单向布中条带位置纠偏;在条带之间对应设置间隙检测装置,横向位移机构和间隙检测装置与控制器相连,可以实现条带间隙的在线监测,将监测到的数据发送给控制器,由控制器判断间隙数据存在异常时,可由控制器统一协调各个横向位移机构,通过预设的程序向横向位移机构发送指令,实现自动协同纠偏;由于仅在多个条带拼宽形成的单向布中才会出现本发明背景技术部分提到的技术问题(仅对个别卷材位置进行调整是无法消除单向布中部的缺陷),因此机架上设置的卷材放卷装置至少为3个,即n》2。
11.可选的,所述机架设置为至少两层,所述n个卷材放卷装置间隔错位设置于各层上。
12.若将卷材放卷装置设置于同一轴线上,则卷材放卷装置的各部件之间会相互抵触,造成释放得到的各条带无法紧密贴合。将卷材放卷装置间隔设置于不同层,可将卷材放卷装置错开布置,避免相邻卷材放卷装置发生位置抵触,实现单向布条带之间的紧密贴合。此外,上下层的多层面垂直设计,便于观测放卷情况,也更有利于更换卷料的操作。所述“层”不局限于上下两层,也可以是前后两列,其目的是增加独立放卷位的操作空间,和增大卷材纠偏的调整范围。也可根据卷材数量及体积和设备许占空间,将n个卷材放卷装置间隔地错位放置于机架上。
13.可选的,所述间隙监测装置是无接触式监测设备。
14.无接触式监测装置,能避免物理接触对条带位置产生影响。
15.可选的,所述无接触式监测设备是视觉监测设备、超声波监测设备、光线监测设备或结构光监测设备中的一种或几种。
16.可选的,所述横向位移机构包括滑板,所述卷材放卷装置设置于所述滑板上,滑板下设置有滑轨和纠偏马达,所述控制器控制纠偏马达带动所述滑板在所述滑轨上移动。
17.可选的,所述卷材放卷装置还包括放卷轴,所述放卷轴是气涨轴。
18.气涨轴可以在安装卷材后膨胀,从而卡紧卷材,避免卷材放卷装置工作过程中卷材发生横向上的震动或滑动,进而避免其释放的条带发生横向偏移。
19.可选的,所述卷材放卷装置还包括张力控制模块。
20.张力控制模块可以自动调节条带在输送过程中受到的张力,维持每根条带在传输过程中受到的拉伸张力稳定,起到避免条带在输送过程中由于张力变化引起横向偏移的作用。
21.可选的,所述张力控制模块包括张力检测辊,张力制动器,所述张力检测辊和所述张力制动器与所述控制器相连,张力制动器控制卷材放卷装置释放条带的阻力大小。
22.所述张力控制模块中,张力检测辊将监测到的张力值发送给控制器,控制器判断条带所受张力过大时,向张力制动器发送指令减小卷材释放阻力;控制器判断条带所受张力过小时,向张力制动器发送指令增大卷材释放阻力。
23.可选的,所述卷材放卷装置还包括双工位自动切换机构。
24.双工位切换机构可以在一个卷材耗尽或出现质量问题时快速完成卷材换料工作,起到节省换料时间、提高生产效率的作用。
25.可选的,所述双工位切换机构包括切换架,设置于切换架上的两个或多个卷材释放机构,切换电机,支撑板,所述切换架和切换电机设置于支撑板上,切换电机驱动切换架转动。
26.一种单向布条带协同纠偏系统的工作方法,其特征在于,包括如下步骤:
27.步骤1:上料,将n个卷材放置于n个卷材放卷装置上;
28.步骤2:从卷材中抽出条带按照行进方向依次穿设于传输辊上,在传输辊上形成单向布,其中,n个卷材放卷装置释放出n个条带,n个条带拼宽成为单向布,任意两相邻条带之间的间隙均对应设置有间隙监测装置,所述间隙监测装置设置有m个,其中m=n-1;
29.步骤3:对所述控制器进行设定,其中,设定单向布沿横向方向上的条带依次为ni,其中i=0,1,2,
……
,m;设定n
i-1
与ni之间的间隙监测装置为mi,用于监测n
i-1
与ni之间的间隙宽度,监测得到的数值记录为间隙宽度xi,并将间隙宽度xi发送给控制器;将条带n0作为固定基准,手动调节条带n0的位置作为基准位置,固定其对应的卷材放卷装置;设定相邻两条带之间的间隙宽度范围为k1≤x≤k2;
30.步骤4:启动生产线,后道设备中的主动辊带动条带沿行进方向前进,从而带动卷材放卷设备释放条带;
31.步骤5:待生产线稳定运行后,间隙检测装置mi开始采集间隙数据xi,若控制器判断xi小于k1,则控制器向条带ni至nm对应的横向位移机构发送指令,带动条带ni至nm对应的卷材放卷装置同步向远离条带n
i-1
的方向移动距离s,其中(k1-xi)≤s≤(k2-xi);若控制器判断xi大于k2,则控制器向条带ni至nm对应的横向位移机构发送指令,带动条带ni至nm对应的卷材放卷装置同步向靠近条带n
i-1
的方向移动距离s,其中(x
i-k2)≤s≤(x
i-k1)。
32.其中,“控制器向条带ni至nm对应的横向位移机构发送指令”,指的是从ni、n
i 1
至nm的(m-i 1)个条带对应的横向位移机构,同时同向移动。
33.采用上述的纠偏方法,当拼接的单向布中mi处监测到其对应的间隙尺寸xi过大或过小时,控制器可协同控制ni至nm对应的横向位移机构,使条带ni至nm同时向相同的方向移动,从而达到消除条带中间出现的缝隙缺陷的效果。
34.其中,所述步骤3对所述控制器进行设定只要在步骤4之前完成即可,不必须在步骤1和步骤2之后进行。
35.对于k1和k2的取值,可根据实际生产上单向布中相邻两条带之间要求的距离而定,例如生产开始时,设定的相邻两条带边缘之间的距离是k,若设定条带之间的距离在比k大a或比k小a的时候需要调整,则要求的条带之间的距离的范围则为(k-a,k a),即此时k1为k-a,k2为k a。
36.可选的,所述间隙监测装置的测量时间间隔大于或等于条带从卷材放卷装置行进至间隙监测装置的时间。具体的,设条带的行进速度为v,条带从卷材放卷装置行进至间隙监测装置的距离为q,则间隙监测装置的测量时间间隔t大于q/v,优选t的范围为(q/v,2q/v)。
37.检测是一个滞后的过程,滞后的程度取决于检测点到放卷装置的距离。由于横向
位移机构带动卷材放卷装置移动后,其释放的卷材需要一定时间才能到达间隙监测装置的监测位置,因此若间隙检测装置的采样时间间隔过于频繁,会造成卷材放卷装置释放端的条带位置已经发生改变,而间隙检测装置端的条带位置还未发生改变,造成控制器频繁向横向位移机构发送指令,进而导致条带位置过纠,同样会造成单向布缺陷。反应不能过于灵敏,但也不宜过于滞后,避免单向布中长时间出现间隙而未被纠正。
38.可选的,所述间隙监测装置持续测量,向横向位移装置发送指令的时间间隔大于或等于条带从卷材放卷装置行进至间隙监测装置的时间。
39.由于横向位移机构带动卷材放卷装置移动后,其释放的卷材需要一定时间才能到达间隙监测装置的监测位置。间隙监测装置持续采样可及时发现单向布的缝隙或重叠缺陷,及时发送调整指令,为了避免指令发送过于频繁造成的条带位置过纠,因此设定向横向位移装置发送指令的时间间隔大于或等于条带从卷材放卷装置行进至间隙监测装置的时间。
40.有益效果:
41.本发明提供的单向布条带放卷设备设置有多个独立的卷材放卷装置,配合其对应的横向位移机构、间隙监测装置和控制器,可协同控制单向布中条带的位置,实现单向布的缝隙或重叠等缺陷的自动发现和调整;独立的放卷设备可在卷材耗尽或出现瑕疵时的方便更换;张力控制模块可避免条带位置发生偏移,进一步避免单向布出现缝隙或重叠等缺陷。
42.综上,本发明提供的方案能有效减少单向布生产过程中由于条带偏移造成的质量问题。除条带拼宽的单向布外,多条、多束原材料拼接成一定宽幅布料的生产也可采用本发明的放卷设备。
附图说明
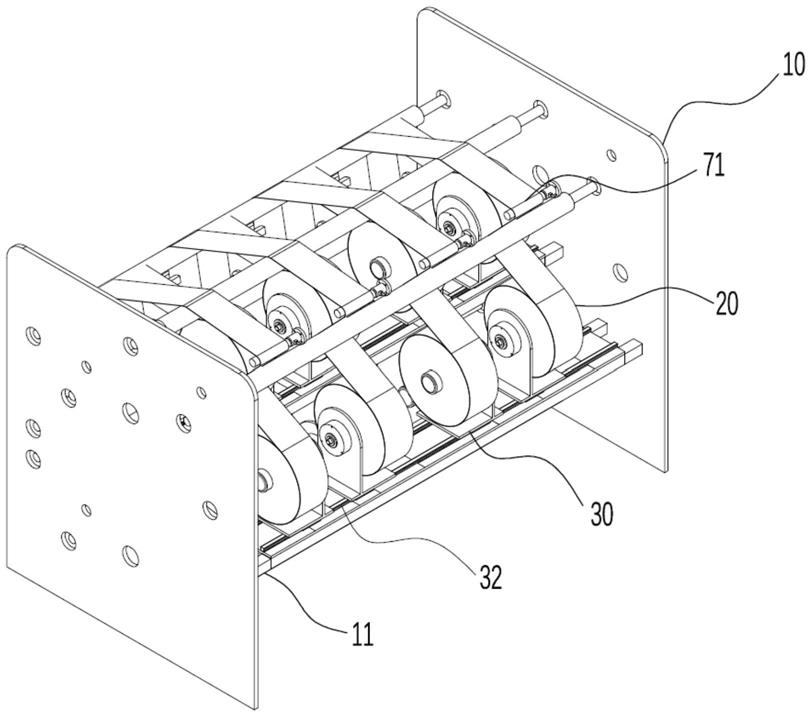
43.图1是本发明单向布条带放卷设备的整体结构示意图
44.图2是本发明单向布条带放卷设备的侧视图
45.图3是本发明单向布条带放卷设备的主视图
46.图4是本发明单向布条带放卷设备的布置示意图
47.图5是本发明单向布条带放卷设备可选的双工位切换机构的主视图
48.图6是本发明单向布条带放卷设备可选的双工位切换机构的俯视图
49.附图标记说明如下:
50.10.机架;11.支撑横杆;20.卷材放卷装置;21.放卷轴;22.卷材;23.第一放卷轴;24.第二放卷轴;25.切换电机;26.支撑板;27.切换转盘;30.横向位移机构;31.滑板;32.滑轨;33.纠偏马达;40.条带;41.条带间隙;50.单向布;60.间隙监测装置;70.张力控制模块;71.张力检测辊72.传输辊73.张力制动器
具体实施方式
51.为使本发明实施例的目的、技术方案和优点更加清楚,下面将通过文字和/或结合附图对本发明实施例中的技术方案进一步进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。为了清楚和简明起见,在说明书中并未描述实际实施方式的所有特征。
52.在此,还需要说明的一点是,在本发明的一个附图或一种实施方式中描述的元素和特征可以与一个或更多个其它附图或实施方式中示出的元素和特征相结合,为了避免因不必要的细节而模糊了本发明,在附图和说明中仅仅描述了与根据本发明的方案密切相关的装置结构和/或处理步骤,而省略了对与本发明关系不大的、本领域普通技术人员已知的部件和处理的表示和描述。
53.为便于叙述,在下文中若无特殊说明,条带是指带状膜、束丝等拼接前的、宽度较窄的单向布原材料,单向布是指由条带拼宽后进行或未进行进一步处理的宽幅面单向布。
54.实施例1
55.本实施例关于一种单向布条带放卷设备。如图1-3所示,图1是本实施例描述的单向布条带放卷设备的整体结构示意图,图2是侧视图,图3是其主视图,图4是省略了部分次要结构的主要部件布置示意图。
56.本实施例所示的单向布条带放卷设备包括机架10,机架10上设置有11个卷材放卷装置20,每个所述卷材放卷装置20对应设置有一个横向位移机构30。所述机架10上设置有多个支撑横杆11,将机架10分为3层,机架10上的卷材放卷机构20按照
①
号卷材放卷机构放置于第二层、
②
号卷材放卷机构放置于第一层、
③
号卷材放卷机构设置于第三层、
④
号卷材放卷机构放置于第二层的顺序,以此类推,将全部卷材放卷机构间隔设置于三层支撑杆上,这样布置可避免相邻卷材放卷装置20的放卷轴21和横向位移机构30之间发生位置冲突,从而使得卷材放卷装置20释放得到的条带40可以紧密排列为单向布50。任意两相邻条带之间的间隙均对应设置有间隙监测装置60,所述横向位移机构30和间隙监测装置60均与控制器相连,控制器图中未示出。所述间隙监测装置60是机器视觉尺寸检测设备,每隔4秒对其对应的条带间隙41进行一次尺寸测量,并将尺寸测量结果发送至控制器。其中,测量的时间间隔可根据条带40的行进速度和/或间隙监测装置60的位置进行适应性调整;同样的,对条带40的调节频率,可根据原料卷材的端面整齐程度,或间隙变化范围的进行数据模拟,可实现对检测、预判、执行的一致性持续优化,在材料行走一定距离,一定时间后,自动进行频率大小的调节。
57.所述卷材放卷装置20的放卷轴21是气涨轴,卷材放卷装置20上未放置卷材22时,放卷轴21处于松弛状态,便于卷材22的上下料;卷材上料完成后,对放卷轴21通气,气涨轴膨胀张紧,将卷材22固定于放卷轴21上,避免卷材22打滑造成的条带40张力不均匀,从而起到避免条带40位置偏移的作用。
58.所述横向位移机构30包括滑板31,所述卷材放卷装置20设置于所述滑板31上,滑板下设置有滑轨32和纠偏马达33,所述滑轨32沿条带40的宽度方向设置,控制器可控制纠偏马达33带动所述滑板31在所述滑轨32上移动。当横向位移机构30接收到来自控制器的指令时,纠偏马达33开始工作,从而带动设置于滑板31上的卷材放卷装置20沿滑轨32移动。
59.所述单向布条带放卷设备还包括张力控制模块70,所述张力控制模块70包括张力检测辊71,两个传动辊72和张力制动器73,所述张力检测辊71和所述张力制动器73与控制器相连,张力制动器73控制卷材放卷装置20释放条带40的阻力大小。其中,各个张力检测辊71与其相邻的两个传动辊72构成的角度相同,所述张力检测辊71及与其相邻的两个传动辊72设置于卷材放卷装置20与间隙监测装置60之间,这样设置的好处是可以在条带纠偏之前完成对条带40所受张力的调整,若先纠偏再调整张力,纠偏后的条带40可能会由于张力的
变化而再次产生偏移。张力控制模块70在工作时是张力辊71将监测到的张力数值反馈给控制器,控制器判断条带所受张力是否符合要求。控制器判断条带40所受张力过大时,向张力制动器73发送指令减小卷材22的释放阻力;控制器判断条带40所受张力过小时,向张力制动器73发送指令增大卷材22的释放阻力。经张力控制模块70调整后的每根条带40在传输过程中受到的拉伸张力稳定,能起到避免条带40在输送过程中由于张力变化而引起横向偏移的作用。
60.本实施例所述单向布条带放卷设备的工作过程如下:
61.首先,将多个卷材22放置于放卷轴21上,打开气涨开关,将气卷材22固定于放卷轴21上。随后将卷材22释放出的条带40按照图2所示的方式依次穿设于传动辊和张力检测辊71上,最终所有的条带40的穿设路径汇集到同一根传动辊上,形成单向布50,形成单向布50的条带40继续沿后道的传动辊穿设至后道的加工设备直至下料设备。启动整条生产线,由后道设备中的主动辊带动条带40沿预设方向前进,从而带动卷材放卷设备20释放卷材22,得到向后道设备行进的条带40。
62.卷材放卷设备20开始放卷之后,条带40从卷材22处得到释放,沿预设方向依次经过张力检测辊71和间隙监测装置60。
63.条带40向前行进的过程中,张力检测辊71持续检测条带40受到的张力大小,并将检测到的张力数值反馈至控制器,当控制器判断张力过大时,向张力制动器73发送指令减小卷材22的释放阻力;当控制器判断张力过小时,向张力制动器73发送指令增大卷材22的释放阻力,由此控制条带40所受的张力稳定。
64.本实施例所述单向布条带放卷设备的纠偏过程如下(下文描述的“左”和“右”是基于图3的相对位置描述):
65.本实施例中的卷材22有11个,因此条带40也有11个,条带间隙41有10个。11个条带40汇集到同一根传动辊上形成单向布50,当放卷设备稳定运行、且单向布50中各条带40的位置调整合适后,各个间隙监测装置60每隔4秒测量一次其对应的条带间隙41的宽度x,并将测量结果反馈给控制器。本实施例中,要求条带间隙41的宽度x的范围为0.5mm-5mm,优选宽度x为2mm。由于条带40通常是由工人手工牵引穿设到传输辊上,刚刚穿设好的单向布50通常存在褶皱和重叠等,需要设备运行一段时间才能使单向布50变得规整、稳定,因此需要设备运行稳定后间隙监测装置60再开始采集数据。
66.设备稳定运行后的单向布如图3所示,将图中的11个条带40从左到右依次标记为n0,n1,
……
,n
10
;将图中的10个间隙监测装置60从左到右依次标记为m1,m2,
……
,m
10
;将10个间隙监测装置60监测到的其对应的10个间隙41的宽度依次标记为x1,x2,
……
,x
10
。每当mi测量其对应的条带间隙41得到测量值xi时,将测量值xi发送给控制器,由控制器判断xi的数值是否在要求的范围0.5mm-5mm内,当控制器判断xi大于5mm时,控制器向ni至nm对应的横向位移机构发送向左移动(x
i-2)mm的指令;当控制器判断xi小于0.5mm时,控制器向ni至nm对应的横向位移机构发送向右移动(2-xi)mm的指令。
67.具体的例子如下,例如,当条带n5和条带n6之间的间隙变宽时,整个纠偏系统的响应流程如下:
68.1)由于条带n5和条带n6之间间隙监测装置m6每隔4s对其对应的条带间隙进行一次测量,并将测量测到的间隙宽度x6发送给控制器,因此当间隙监测装置m6监测到其对应的条
带间隙宽度x6大于5mm时,例如5.5mm,则控制器判断x6大于5mm,向n6到n
10
对应的横向位移机构30发送指令向左移动5.5-2=3.5mm,设此刻的时间为t0;
69.2)条带n6到n
10
对应的横向位移机构30带动其对应的卷材放卷装置20处的条带向左移动了3.5mm;
70.3)(t0 4s)之后,条带n6到n
10
在卷材放卷装置20处向左移动过的条带40已经移动至间隙监测装置m6处,由于条带n6到n
10
均向左移动了3.5mm,因此这个时候单向布中间出现的超宽缝隙被纠正。
71.上述纠偏举例过程,设备运动的直观表现为:
72.a)条带40拼接得到的单向布50在传动辊上传动过程中,设备上的10个间隙监测装置60每4s一次持续对单向布50上的各个间隙宽度x
1-x
10
进行测量;
73.b)编号为n5和n6的条带之间的缝隙宽度x6变宽为5.5mm时,控制器发现其变化并向条带n6到n
10
对应的横向位移机构30发送向左移动的指令,设此刻时间为t0;
74.c)随后条带n6到n
10
对应的横向位移机构30均向左移动3.5mm,(t0 4s)后间隙监测装置60处的条带n6到n
10
均向左移动了3.5mm,单向布50中部出现的超宽缝隙消除。
75.上文描述的是单向布50中出现缝隙大于5mm的过大缝隙的消除过程,当单向布中出现小于0.5mm的过小缝隙时,系统响应及设备运动表现与之类似,为节省篇幅,此处不再赘述。
76.实施例2
77.本实施例的单向布条带放卷设备与实施例1结构基本相同,不同之处在于本实施例的卷材放卷装置20还包括双工位切换机构,其中图5是所述双工位切换机构的主视图,图6是所述双工位切换机构的俯视图。
78.所述双工位切换结构包括切换电机25,支撑板26,切换转盘27,以及设置于切换转盘27上的第一放卷轴23和第二放卷轴24,所述切换转盘27和切换电机25设置于支撑板26上,支撑板26设置于横向位移机构30上,切换电机25可驱动切换转盘27转动,第一放卷轴23和第二放卷轴24均设置有对应的张力制动器73。
79.所述卷材放卷装置20工作过程如下:
80.初始状态下,第一放卷轴23位于运行位,第二放卷轴24位于准备位。第一放卷轴23运行时,工人对第二放卷轴24进行上料或卸料。当第一放卷轴23上的卷材耗尽或出现质量问题时,启动切换机构,由切换电机25驱动切换转盘27转动,使第一放卷轴23和第二放卷轴24位置互换,第二放卷轴24移动至运行位,并由工人将第二方卷轴24上的卷材与传动轴上的条带40连接,由第二放卷轴24继续释放条带。与此同时,第一放卷轴23移动至准备位,由工人取下耗尽的卷材,替换新的卷材至准备位上的第一放卷轴23上。
81.本实施例的单向布条带放卷设备上设置的双工位切换机构可大大减少工人的劳动强度,并且节省了换料时间,提高了生产效率。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
