1.本发明涉及冷挤压加工技术领域,具体涉及一种精密异型管卧式冷挤压加工设备。
背景技术:
2.冷挤压就是把金属毛坯放在冷挤压模腔中,在室温下,通过压力机上固定的凸模向毛坯施加压力,使金属毛坯产生塑性变形而制得零件的加工方法。我国已能对铅、锡,铝、铜、锌及其合金、低碳钢、中碳钢、工具钢、低合金钢与不锈钢等金属进行冷挤压,甚至对轴承钢、高碳高铝合金工具钢、高速钢等也可以进行一定变形量的冷挤压。随着能源危机的日趋严重,人们对环境质量将更加关注,加之市场竞争日益加剧,促使锻件生产向高效、高质、精化、节能节材方向发展。因此用挤压成形等工艺手段所生产的精化锻件的产量,在市场竞争中将得到较大的发展。
3.然而,现在的冷挤压工艺加工精密异形长管时受压机行程限制,要加工越长的零件,设备的高度更高,设备成本高,而且保证加工精度无法保证。
技术实现要素:
4.本发明提供了精密异型管卧式冷挤压加工设备,采用如下的技术方案:
5.一种精密异型管卧式冷挤压加工设备,包含:
6.支撑杆,用于固定待加工的管型零件毛坯,支撑杆保持位置固定;
7.料筒,其形成有用于容纳并支撑管型零件毛坯的通孔;
8.芯棒,用于插入管型零件毛坯内以用于支撑管型零件毛坯的内壁,芯棒的外径和管型零件毛坯的内径相等;
9.挤压外模,用于沿着管型零件毛坯的中心轴线方向在第一位置和第二位置之间进行运动;在挤压外模从第一位置往第二位置运动时通过形成于其上的挤压孔挤压管型零件毛坯外壁,管型零件毛坯在挤压外模和芯棒共同挤压下挤压成型得到成品,挤压外模在完成挤压操作后从第二位置运动到第一位置;
10.挤压外模上的挤压孔的内径大于管型零件毛坯的内径且小于管型零件毛坯的外径;
11.料筒的内径等于管型零件毛坯的外径。
12.进一步地,精密异型管卧式冷挤压加工设备还包含:
13.液压主缸,用于驱动挤压外模;
14.挤压外模固定连接至液压主缸的一端,液压主缸驱动挤压外模沿着管型零件毛坯的中心轴线方向在第一位置和第二位置之间进行运动。
15.进一步地,精密异型管卧式冷挤压加工设备还包含:
16.液压辅杠,用于驱动料筒以配合挤压外模;
17.料筒固定连接至液压辅杠的一端,液压辅杠在挤压外模挤压管型零件毛坯时驱动
料筒沿着管型零件毛坯的中心轴线方向运动以避让挤压外模,并在挤压外模完成挤压工作并在液压主缸驱动下远离支撑杆时驱动料筒沿着管型零件毛坯的中心轴线方向运动以恢复到原来位置;
18.支撑杆的外径和管型零件毛坯的外径相等。
19.进一步地,液压辅杠为圆筒状;
20.液压辅杠内形成有用于容纳支撑杆的第一容纳孔;
21.第一容纳孔的内径等于支撑杆的外径。
22.进一步地,支撑杆在沿着其中心轴线的方向上设有排气通道;
23.排气通道沿着支撑杆的内部延伸;
24.排气通道一端连通至管型零件毛坯且另一端连通至外界。
25.进一步地,精密异型管卧式冷挤压加工设备还包含:
26.液压内杠,用于驱动芯棒;
27.芯棒固定连接至液压内杠的一端;
28.芯棒和液压内杠穿过液压外模上的挤压孔;
29.在挤压外模对管型零件毛坯进行挤压前,液压内杠驱动芯棒插入管型零件毛坯内支撑管型零件毛坯的内壁,在挤压外模完成挤压操作并退回到第一位置时,液压内杠驱动芯棒将加工好的成品从料筒中拔出。
30.进一步地,液压内杠的外径和芯棒的外径相等。
31.进一步地,液压主缸为圆筒状;
32.液压主缸为内形成有用于容纳液压内杠的第二容纳孔;
33.第二容纳孔的内径大于液压内杠的外径。
34.进一步地,料筒靠近挤压外模的一端设有距离传感器;
35.距离传感器用于检测挤压外模和料筒之间的距离;
36.液压辅杠在距离传感器检测到的距离小于预设值时驱动支撑杆和挤压外模同步运动避让挤压外模,并在距离传感器检测到的距离大于预设值时驱动支撑杆恢复原位。
37.进一步地,料筒靠近挤压外模的一端还设有第一限位部;
38.挤压外模靠近料筒的一端设有与第一限位部相配合的第二限位部;
39.当料筒和挤压外模相抵触时,第一限位部和第二限位部相互配合限制料筒和挤压外模之间的运动;
40.料筒靠近挤压外模的一端还设有触发器;
41.当料筒和挤压外模相抵触时,挤压外模触发触发器;
42.液压辅杠在触发器被触发时驱动支撑杆和挤压外模同步运动以避让挤压外模,液压辅杠在触发器未被触发时驱动支撑杆恢复原位。
43.本发明的有益之处在于所提供的精密异型管卧式冷挤压加工设备,对管型零件内外表面同时加工,能保证异形孔的尺寸和内模绝对的吻合,外形尺寸也和外模绝对的吻合,从而保证了零件的精度。
44.本发明的有益之处在于所提供的精密异型管卧式冷挤压加工设备,结构简单,生产制造成本低。
附图说明
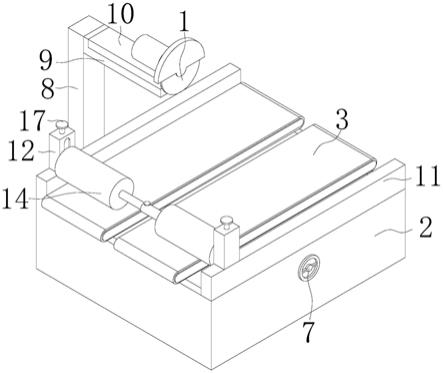
45.图1是本发明的精密异型管卧式冷挤压加工设备未放入管型零件毛坯的示意图;
46.图2是本发明的精密异型管卧式冷挤压加工设备放入管型零件毛坯的示意图;
47.图3是本发明的精密异型管卧式冷挤压加工设备伸入芯棒的示意图;
48.图4是本发明的精密异型管卧式冷挤压加工设备的挤压后的示意图;
49.图5是本发明的精密异型管卧式冷挤压加工设备挤压退回后的示意图;
50.图6是本发明的精密异型管卧式冷挤压加工设备的由退料挡块支撑成品的示意图;
51.图7是本发明的精密异型管卧式冷挤压加工设备的由退料挡块支撑成品的另一示意图;
52.精密异型管卧式冷挤压加工设备,支撑杆10,料筒20,通孔21,芯棒30,挤压外模40,挤压孔41,管型零件毛坯50,液压主缸60,第二容纳孔61,液压辅杠70,第一容纳孔71,液压内杠80,退料挡块90,成品51。
具体实施方式
53.以下结合附图和具体实施例对本发明作具体的介绍。
54.如图1-7所示为本技术的一种精密异型管卧式冷挤压加工设备,用于通过冷挤压工艺生产加工异型管。该精密异型管卧式冷挤压加工设备包含:支撑杆10、料筒20、芯棒30和挤压外模40。其中,支撑杆10用于固定待加工的管型零件毛坯50,支撑杆10保持位置固定。料筒20形成有用于容纳并支撑管型零件毛坯50的通孔21。芯棒30用于插入管型零件毛坯50内以用于支撑管型零件毛坯50的内壁,芯棒30的外径和管型零件毛坯50的内径相等。挤压外模40用于沿着管型零件毛坯50的中心轴线方向在第一位置和第二位置之间进行运动。具体而言,在挤压外模40从第一位置往第二位置运动时通过形成于其上的挤压孔41挤压管型零件毛坯50外壁,管型零件毛坯50在挤压外模40和芯棒30共同挤压下挤压成型得到成品51。可以理解的是,挤压孔41的朝向料筒20的一端形成有一圈外扩的倒角,用于引导和挤压管型零件毛坯50的外壁。挤压外模40在完成挤压操作后从第二位置运动到第一位置。挤压外模40上的挤压孔41的内径大于管型零件毛坯50的内径且小于管型零件毛坯50的外径。料筒20的内径等于管型零件毛坯50的外径。
55.作为一种优选的实施方式,精密异型管卧式冷挤压加工设备还包含用于驱动挤压外模40的液压主缸60。
56.具体而言,挤压外模40固定连接至液压主缸60的一端,液压主缸60驱动挤压外模40沿着管型零件毛坯50的中心轴线方向在第一位置和第二位置之间进行运动。
57.作为一种优选的实施方式,精密异型管卧式冷挤压加工设备还包含:用于驱动料筒20以配合挤压外模40的液压辅杠70。
58.具体而言,料筒20固定连接至液压辅杠70的一端,液压辅杠70在挤压外模40挤压管型零件毛坯50时驱动料筒20沿着管型零件毛坯50的中心轴线方向运动以避让挤压外模40,并在挤压外模40完成挤压工作并在液压主缸60驱动下远离支撑杆10时驱动料筒20沿着管型零件毛坯50的中心轴线方向运动以恢复到原来位置。支撑杆10的外径和管型零件毛坯50的外径相等。在本技术中,液压辅杠70为圆筒状。液压辅杠70内形成有用于容纳支撑杆10
的第一容纳孔71。第一容纳孔71的内径等于支撑杆10的外径。
59.作为一种优选的实施方式,精密异型管卧式冷挤压加工设备还包含用于驱动芯棒30的液压内杠80。
60.具体的,芯棒30固定连接至液压内杠80的一端。液压内杠80的外径和芯棒30的外径相等。芯棒30和液压内杠80穿过液压外模上的挤压孔41。在挤压外模40对管型零件毛坯50进行挤压前,液压内杠80驱动芯棒30插入管型零件毛坯50内支撑管型零件毛坯50的内壁,在挤压外模40完成挤压操作并退回到第一位置时,液压内杠80驱动芯棒30将加工好的成品51从料筒20中拔出。在本技术中,液压主缸60为圆筒状。液压主缸60为内形成有用于容纳液压内杠80的第二容纳孔61。第二容纳孔61的内径大于液压内杠80的外径。
61.优选的,密异型管加工设备还包含用于支撑并固定成品51的退料挡块90。当液压内杠80驱动芯棒30将加工好的成品51从料筒20中拔出后,通过退料挡块90夹持固定成品51,再进一步驱动芯棒30,使其从成品51中脱离。
62.图1-图7示出了本技术的精密异型管卧式冷挤压加工设备的加工流程。首先将管型零件毛坯50放入料筒20,再通过液压内杠80驱动芯棒30插入管型零件毛坯50。通过液压主缸60驱动挤压外模40使其从第一位置往第二位置运动来挤压管型零件毛坯50的外壁。在挤压的过程中,液压辅杠70驱动料筒20避让挤压外模40。当挤压完成后,液压主缸60驱动挤压外模40回到第一位置。同时,液压辅杠70驱动料筒20恢复原位。通过退料挡块固定成品51,然后通过液压内杠80驱动芯棒30,将其从成品51中拔出。
63.作为一种优选的实施方式,支撑杆10在沿着其中心轴线的方向上设有排气通道(未示出)。排气通道沿着支撑杆10的内部延伸。在管型零件毛坯50安装在料筒20内时,排气通道一端连通至管型零件毛坯50且另一端连通至外界。这样,当液压内杠80驱动芯棒30插入管型零件毛坯50时,管型零件毛坯50内的空气通过排气通道排出,避免管型零件毛坯50内的压强过大导致芯棒30无法轻松的插入到管型零件毛坯50中。
64.作为一种优选的实施方式,料筒20靠近挤压外模40的一端设有距离传感器(未示出)。距离传感器用于检测挤压外模40和料筒20之间的距离。液压辅杠70在距离传感器检测到的距离小于预设值时驱动支撑杆10和挤压外模40同步运动避让挤压外模40,并在距离传感器检测到的距离大于预设值时驱动支撑杆10恢复原位。
65.可以理解的是,料筒20用于辅助支撑管型零件毛坯50。在挤压外模40挤压管型零件毛坯50时,料筒20需要同步避让挤压外模40。通过距离传感器检测挤压外模40和料筒20之间的距离,液压辅杠70能够根据该距离信息和预设距离进行比较从而判断是否需要启动以驱动料筒20。
66.作为一种可选的替换实施方式,料筒2靠近挤压外模的一端还设有第一限位部。挤压外模靠近料筒的一端设有与第一限位部相配合的第二限位部。当料筒和挤压外模相抵触时,第一限位部和第二限位部相互配合限制料筒和挤压外模之间的运动。料筒靠近挤压外模的一端还设有触发器。当料筒和挤压外模相抵触时,挤压外模触发触发器。液压辅杠在触发器被触发时驱动支撑杆和挤压外模同步运动以避让挤压外模,液压辅杠在触发器未被触发时驱动支撑杆恢复原位。
67.可以理解的是,不同于前述的通过距离传感器来触发液压辅杠,在该替换的实施方式中,液压辅杠通过触发器的状态来选择性的驱动料筒。而且,在本实施方式中,为了进
一步提高挤压的精度,在料筒和挤压外模上分别设置相配合的第一限位部和第二限位部,该第一限位部和第二限位部可以设置成凸起和凹槽,或者相互啮合的齿形等具体实施方式。当料筒和挤压外模相抵触时,第一限位部和第二限位部相互配合,从而使筒和挤压外模无法互相转动或错位。依次来提高挤压外模的挤压精度。
68.作为一种可选的实施方式,精密异型管卧式冷挤压加工设备还包含基座。基座用于固定安装支撑杆。
69.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,上述实施例不以任何形式限制本发明,凡采用等同替换或等效变换的方式所获得的技术方案,均落在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。