1.本实用新型涉及冲孔模具技术领域,具体涉及一种刮冰刀片冲孔模具装置。
背景技术:
2.冲孔模具是一种用来对工件进行冲孔的冲压模具。现有的冲孔模具,包括上模组和下模组,其中上模组包括上模座和冲子。下模座包括下模座和凹模。工作时上模座下行带动冲子冲压放置在凹模上表面上的工件,从而完成冲孔。
3.刮冰刀片原是用火焰切割和水切割,一次加工一个孔,效率低,并且冲孔精度低。因此,本实用新型提供一种刮冰刀片冲孔模具装置。
技术实现要素:
4.本实用新型的目的在于提供一种刮冰刀片冲孔模具装置,解决现有刮冰刀片冲孔效率和精度低的问题。
5.为了解决上述技术问题,本实用新型提供一种刮冰刀片冲孔模具装置,包括下模板、上模板和导向组件,所述上模板和下模板通过导向组件连接,所述下模板的前后设置有前托架和后托架,所述下模板的上表面设置有凹模板架,所述凹模板架的中间设置有两组凹模镶块,所述凹模板架的一侧设置有第二定位组,相对的另一侧设置有第一定位组,所述凹模板架的上表面位于两组凹模镶块的一侧分别设置有两组凹槽,凹槽内设置有第三定位组,靠近所述前托架的一组凹槽的两侧分别设置有定位孔,所述上模板的下端通过卸料限位销连接有卸料板,上模板的下表面设置有与凹模镶块相匹配的凸模入块,以及与定位孔相匹配的定位柱,所述卸料板和下模板上分别设置有导孔和导套,导向组件上端连接于上模板的下端,下端贯穿导孔连接卸料板之后通过导套与下模板连接。
6.进一步的,在本实用新型所公开的技术方案中,所述上模板和卸料板之间设置有错开设置的橡胶棒。
7.进一步的,在本实用新型所公开的技术方案中,所述凹模镶块上开设有孔模,卸料板上开设有与孔模匹配的通孔,凸模入块与通孔和孔模的位置匹配对应。
8.进一步的,在本实用新型所公开的技术方案中,所述定位孔与孔模大小形状相同。
9.进一步的,在本实用新型所公开的技术方案中,所述第二定位组为固定连接在凹模镶块一侧的固定挡块。
10.进一步的,在本实用新型所公开的技术方案中,所述第一定位组包括固定安装在下模板一侧的支撑块,安装于支撑块上的气缸,气缸外接液压装置,气缸靠近凹模镶块的一侧通过伸缩杆连接有推块,凹模镶块与推块相对应位置设置有推块槽。
11.进一步的,在本实用新型所公开的技术方案中,所述推块的最大行程为20cm。
12.进一步的,在本实用新型所公开的技术方案中,所述第三定位组包括安装于凹槽内的底座,底座的中间开设有容纳槽,容纳槽内通过转轴活动连接有定位块。
13.进一步的,在本实用新型所公开的技术方案中,所述定位块包括连接转轴的水平
部和与水平部连接的三角部,三角部底部通过弹簧与容纳槽底部连接。
14.进一步的,在本实用新型所公开的技术方案中,所述卸料限位销的上端固定设置有连接圆盘,上模板下端对应位置设置有圆槽,卸料限位销的上端通过连接圆盘活动连接在圆槽内,下端与卸料板固定连接。
15.本实用新型的有益效果为:本实用新型通过冲孔模具一次可冲多孔,加工效率高,同时,通过第一定位组、第二定位组和第三定位组在冲孔时对工件进行定位,确保冲孔的精度。
附图说明
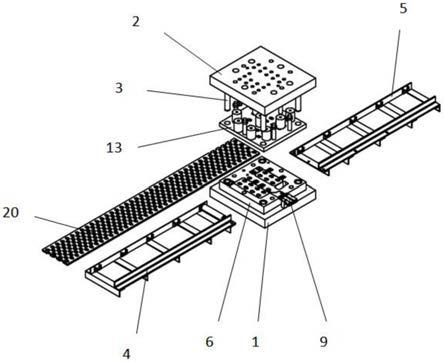
16.图1为本实用新型的分解结构示意图;
17.图2为本实用新型下模板结构示意图;
18.图3为本实用新型上模板结构示意图;
19.图4为本实用新型第一定位组结构示意图;
20.图5为本实用新型第三定位组结构示意图;
21.图6为本实用新型第三定位组的侧面结构示意图;
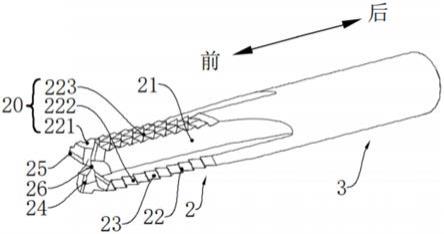
22.图7为本实用新型卸料限位销与上模板的连接结构图。
23.其中,1下模板、2上模板、3导向组件、4前托架、5后托架、6凹模板架、7凹模镶块、8第二定位组、9第一定位组、91支撑块、92气缸、93伸缩杆、94推块、95推块槽、10凹槽、11第三定位组、111底座、112容纳槽、113转轴、114定位块、115水平部、116三角部、117弹簧、118端角、12卸料限位销、13卸料板、14凸模入块、15导孔、16导套、17橡胶棒、18孔模、19通孔、20工件、21定位孔、22连接圆盘、23圆槽。
具体实施方式
24.下面结合说明书附图以及具体实施例对本实用新型做进一步描述。本领域普通技术人员在基于这些说明的情况下将能够实现本实用新型。此外,下述说明中涉及到的本实用新型的实施例通常仅是本发明一部分的实施例,而不是全部的实施例。因此,基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都应当属于本实用新型保护的范围。
25.一种刮冰刀片冲孔模具装置,包括下模板1、上模板2和导向组件3,所述上模板1和下模板1通过导向组件3活动连接,所述下模板1的前后设置有前托架4和后托架5,前托架4和后托架5用于加工时托举工件20,方便操作,工件20放置在前托架4上进入下模板1经冲孔后移动到后托架5后取出,工件20在前托架4和后托架5上移动时可以通过人工进行移动,也可以在前托架4和后托架5上安装现有技术的传送装置进行移动,所述下模板1的上表面设置有凹模板架6,凹模板架6用于装载各种功能件,实现冲孔目的,所述凹模板架6的中间设置有凹模镶块7,凹模镶块7可以设置为平行设置的两组,且凹模镶块7的上面开设有均匀分布的孔模18,所述凹模板架6的一侧设置有第二定位组8,用于加工时对工件20的一边进行定位,相对的另一侧设置有第一定位组9,第一定位组9用于加工时第一排冲孔时对工件20的前端进行定位,所述凹模板架6的上表面位于两组凹模镶块7的一侧分别设置有两组凹槽10,凹槽10设置在对应凹模镶块7靠近后托架5的一侧,每个凹模镶块7靠近后托架5的一侧
均设置两个凹槽10,凹槽10内设置有第三定位组11,第三定位组11用于加工时工件20行进时进行定位,防止工件20倒方向移动,每个凹槽10内均设置有相同的第三定位组11,靠近前托架4的一组凹槽10的两侧分别设置有定位孔21,所述上模板2的下端通过卸料限位销12连接有卸料板13,卸料板13用于冲孔后方便工件20脱模,卸料板13上还设置有与凹模镶块7上的孔模18相匹配的通孔19,便于凸模入块14通过卸料板13上的通孔19与凹模镶块7上的孔模18进行配合冲孔,上模板2的下表面设置有与凹模镶块7相匹配的凸模入块14,凸模入块14用于与凹模镶块7相配合实现工件20的冲孔,上模板2的下端还设置有与定位孔21相匹配的定位柱,定位柱用于在工件20前排冲孔完成后向前移动后,完成的冲孔与定位孔21相重合,定位柱贯穿工件20上冲好的孔后进入定位孔21,对工件20进行定位,保持下一步冲孔时的稳定,所述卸料板13和下模板1上分别设置有导孔15和导套16,导向组件3上端连接于上模板2的下端,导向组件3设置为连接在上模板2四个角的四个,卸料板13的四角设置有位置大小与导向组件3匹配的四个导孔15,下模板1的四角设置有与导向组件3位置大小匹配的四个导套16,导向组件3下端贯穿导孔15连接卸料板13之后通过导套16与下模板1活动连接。
26.进一步的,在本实用新型所公开的技术方案中,所述上模板2和卸料板13之间设置有错开设置的橡胶棒17,橡胶棒17设置在上模板2和卸料板13之间,安装在避开卸料板13上通孔19和导孔15的其他位置,用于在脱模时提供脱模力度。
27.进一步的,在本实用新型所公开的技术方案中,所述凹模镶块7上开设有孔模18,卸料板13上开设有与孔模18匹配的通孔19,凸模入块14与通孔19和孔模18的位置匹配对应。
28.进一步的,在本实用新型所公开的技术方案中,所述定位孔21与孔模18大小形状相同。便于定位柱贯穿工件20前排冲好的孔进入定位孔21对工件20进行固定。
29.进一步的,在本实用新型所公开的技术方案中,所述第二定位组8为固定连接在凹模镶块7一侧的固定挡块,固定挡块可以设置为两组。
30.进一步的,在本实用新型所公开的技术方案中,所述第一定位组9包括固定安装在下模板1一侧的支撑块91,安装于支撑块91上的气缸92,气缸92外接液压装置,气缸92靠近凹模镶块7的一侧通过伸缩杆93连接有推块94,凹模镶块7与推块94相对应位置设置有推块槽95。推块94的上端高度大于凹模镶块7的上端高度,使得推块94能够对凹模镶块7上加工的工件20进行定位。工作时,在工件20前排刚开始进行冲孔时,定位柱和第三定位组11不能对工件20进行定位,此时,为了保证工件20冲孔时的稳定,通过开关启动液压装置,液压装置通过气缸92推动伸缩杆93带动推块94向凹模镶块7移动,使得推块94进入推块槽95并位于工件20前进方向与工件20的前端相接触,工件20的前端与推块94的侧面接触对工件20进行前进方向上的定位,并配合另一侧固定设置的第二定位组8使得工件20冲孔时固定,防止工件20偏移。上述液压装置为现有技术通用的液压装置,其基本结构和工作原理与现有技术相同,此处不再给出。
31.进一步的,在本实用新型所公开的技术方案中,所述推块94的最大行程为20cm。
32.进一步的,在本实用新型所公开的技术方案中,所述第三定位组11包括安装于凹槽10内的底座111,底座111的中间开设有容纳槽112,容纳槽112内通过转轴113活动连接有定位块114。所述定位块114包括连接转轴113的水平部115和与水平部115连接的三角部
116,三角部116底部通过弹簧117与容纳槽112底部连接,三角部116的大小与冲好的孔大小匹配,通过三角部116和弹簧117的设置,使得三角部116能够从三角部116的斜角一侧挤压三角部116使得三角部116被压缩到凹槽10内,便于工件20通过,当工件20通过后,三角部116在弹簧117作用下回复,使得三角部116的端角118进入工件20冲好的孔内,对工件20移动方向上进行定位,防止工件20倒向移动。三角部116的端角118的上端伸出凹槽10,加工时,工件20从前托架4进入凹模镶块7进行逐排冲孔,工件20前端冲孔完成的将工件20往前移动,工件20压在第三定位组11上通过,通过后第三定位组11的三角部116会进入前排冲好的孔内,使得工件20能够挤压三角部116从而往前移动,不能倒向往后移动。
33.进一步的,在本实用新型所公开的技术方案中,所述卸料限位销12的上端固定设置有连接圆盘22,上模板2下端对应位置设置有圆槽23,卸料限位销12的上端通过连接圆盘22活动连接在圆槽23内,下端与卸料板13固定连接。卸料限位销12上端的连接圆盘22与上模板2下端的圆槽23上下方向上活动连接,使得卸料板13和上模板2通过卸料限位销12具有一定活动空间,通过连接圆盘23能够防止卸料板13脱离上模板2,同时,在冲孔完成后方便橡胶棒17提供脱模力度。
34.实施例中,上模板2的上端连接液压装置,通过液压装置控制上模板2上下运动进行冲孔,液压装置为现有技术中的装置,结构和原理与现有技术相同,附图未示出液压装置,此处不再详述,以现有通用液压装置为例。上模板2的运动和推块94的气缸92可以连接一个液压装置,也可以单独设置液压装置。
35.实施例中,对工件20进行冲孔时,将需要冲孔的工件20放置到前托架4上然后向前移动,使工件20移动到下模板1的凹模镶块7上,工件20的一侧与第二定位组8接触,工件20的另一侧通过开关启动液压装置推动推块94进入推块槽95内,使推块94的侧面与工件20的前端接触配合第二定位组8对工件20定位固定,然后通过液压装置控制上模板2向下运动对凹模镶块7上的工件20进行冲孔,一排冲孔完成后上模板2向上运动,推块94向后移动,工件20向前移动,在进行第二次冲孔时,工件20向前移动时,前排已经冲好的孔与定位孔21重合,冲孔时定位柱贯穿工件20上冲好的孔进入定位孔21对工件20定位,保证冲孔的稳定,前排冲孔完成后第一定位组9就不需要进行工作,重复后续的冲孔流程。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。