1.本发明涉及机械自动化技术领域,尤其是一种板材送料系统。
背景技术:
2.杆件板材折弯机送料系统是针对于板材在经过滚筒运输带到折弯机上折弯这个过程中的一系列运输及其定位控制装置系统。在传统杆件的生产环节中,生产杆件的厂家不能完全实现从滚筒运输带到折弯机上的精确送料定位,有一些尝试通过机械手实现搬运功能的送料装置,但是成本昂贵,并不能成为市场主流送料定位系统装置。所以大部分生产杆件厂商仍在使用人工去完成杆件板材到折弯机的运输和定位,不仅仅效率得不到提升,而且在进给过程中常常要板材两边都使用人工去实现进给位移,通过划线后的眼睛观测也不能保证折弯位置的准确性,难以保证杆件折弯过程中的直线度问题。
3.现有技术中提出了很多解决办法,有的是在送料机构两边都进行控制来确保进给精度,有的是在折弯过程中进行推板设置并用拉绳位移传感器来定位,但都不能完全解决从滚筒运输带到折弯机上的精确送料定位,而且对于异形杆件的板材不能适用,因为异形杆件板材的两边是斜边,使得问题不能得到解决。
4.为了解决上述问题,现需提供一种板材送料系统。
技术实现要素:
5.发明目的:提供一种板材送料系统,能够适用于不同长度板材或不同锥度锥形的异形板材从运输带到折弯机上的送料运输及精确定位。
6.技术方案:一种板材送料系统,包括运输带,还包括:一挡板台,包括一平台和自平台向上折弯形成的一折弯部,平台位于折弯部与运输带之间;升降旋转机构,包括一底座、自底座向上延伸设置的一液压伸缩杆,液压伸缩杆的上端连接于平台的底部,用于挡板台的升或降;托举机构,包括托举架、第二级伸缩杆及第一级伸缩杆;运输带用于运输板材至托举架上方;托举架下方固接一连接座,第一级伸缩杆上端铰接于连接座靠近挡板台的一端,第二级伸缩杆套设于第一级伸缩杆内且上端固接至连接座,第一级伸缩杆用于伸长以抬高托举架并用于收缩以降低托举架;第二级伸缩杆用于伸长以推动连接座及托举架倾斜且使托举架上的板材滑移至挡板台上;两个第一传动机构,分别设于挡板台的前方、后方,每一第一传动机构均包括:横向设置的一第一丝杠,螺旋套设于第一丝杆外周表面的一第一螺母,固设于第一螺母上且用于夹持板材的的一机械手、连接第一丝杠的一第一电机及用于测量机械手位移的一传感器;第一电机用于启动以驱动第一丝杠旋转并带动第一螺母及机械手横向移动,直至传感器测量的机械手的位移达到一预设距离。
7.进一步的,还包括升降旋转机构,包括固设于液压伸缩杆上端的安装板、固设于安装板上的第三电机、主动齿轮、从动齿轮、主轴、固设于安装板上方的轴承座、轴承;第三电机具有向上延伸的电机轴,主动齿轮键合于电机轴上且电机轴贯穿主动齿轮的上端面;从动齿轮与主动齿轮同轴向设置并与主动齿轮相啮合;主轴上下贯穿从动齿轮且从动齿轮键
合于主轴上,主轴上端固接挡板台;轴承位于从动齿轮下方并收容于轴承座内且配合于主轴下端外部;液压伸缩杆用于伸长或收缩;电机轴启动旋转时带动主动齿轮、从动齿轮、主轴及挡板台旋转,直至折弯部旋转至与板材侧边相对接;利用升降旋转机构驱动挡板台旋转以使挡板台的折弯部旋转直至与板材侧边对接,以适应不同锥度或不同锥形的异形板材的精确夹取及进给折弯。
8.进一步的,还包括:一第二传动机构,包括纵向设置的一第二丝杠、螺旋套设于第二丝杠外周表面的一第二螺母、连接第二丝杠的一第二电机;位于挡板台后方的第一传动机构安装于第二螺母上,第二电机用于启动以驱动第二丝杠旋转并带动第二螺母及位于挡板台后方的第一传动机构沿纵向移动;位于挡板台前方的第一传动机构固设于第二传动机构上。
9.进一步的,还包括:一滑动机构,包括纵向设置的第二导轨、沿第二导轨纵长方向设置于第二导轨内的滑道,滑设于滑道内的滑块;位于挡板台后方的第一传动机构固设于滑块上。
10.进一步的,每一第一电机通过一第一联轴器与对应的第一丝杠连接;第二电机通过一第二联轴器与第二丝杠连接。
11.进一步的,每一第一传动机构还包括横向设置的第一支撑座,在第一支撑座内沿纵长方向设有用于收容第一丝杠的第一导轨;传感器固设于第一支撑座上;每一第二传动机构包括纵向设置的第二支撑座,在第二支撑座内沿纵长方向设有用于收容第二丝杠的第二导轨;位于挡板台前方的第一传动机构的第一支撑座固设于第二支撑座上;在第二支撑座上固设有单列轴承,位于挡板台前方的第一支撑座设于单列轴承前方且单列轴承与位于挡板台前方的第二丝杠连接。
12.进一步的,托举机构还包括双级伸缩液压缸,分别连接于第一级伸缩杆、第二级伸缩杆,用于驱动第一级伸缩杆伸长或收缩且用于驱动第二级伸缩杆相对第一级伸缩杆伸长或收缩。
13.进一步的,还包括:一前挡板,固设于运输带前端且自运输带上表面向上延伸;一支撑架,运输带、双级伸缩液压缸均安装于支撑架上。
14.进一步的,每一第一传动机构的机械手均包括:自第一螺母向上延伸设置的支撑臂、设于支撑臂内部且沿支撑臂纵长方向延伸的第三丝杠、连接于第三丝杆的第四电机、螺旋套设于第三丝杆上部的第三螺母、螺旋套设于第三丝杠下部的第四螺母、自第三螺母朝向挡板台一侧纵向延伸的上夹具、自第四螺母纵向延伸至平行于上夹具的下夹具,支撑臂与第一螺母螺栓连接;机械手夹紧板材时,板材侧边位于上夹具与下夹具之间。
15.进一步的,设于第三丝杠上部的外螺纹与设于第三丝杠下部的外螺纹的旋向相反,两第一传动机构运动时,任一机械手的上夹具与该机械手的下夹具之间的距离缩减直至夹紧板材的侧边。
16.有益效果:该板材送料系统与现有折弯送料机构相比,通过在承载板材的托举架下方设置第一级伸缩杆,能够完成板材的升降过程,设置第二级伸缩杆能够完成板材的倾斜滑移过程;利用分别设于挡板台的前方、后方的第一传动机构的第一电机驱动机械手横向移动且传感器能够探测机械手的横向位移,从而能够完成板材两侧不同位移的控制实现,进而省去人工划线的步骤;第二传动机构用于根据板材的纵向长度及板材位置来调整
两第一传动机构之间的纵向距离,进而调整两侧机械手之间的纵向距离,以便于适应不同的板材的纵向长度。
附图说明
17.图1为板材送料系统的结构示意图;
18.图2为板材位于挡板台上时的结构示意图;
19.图3为托举机构升起后板材平衡的结构示意图;
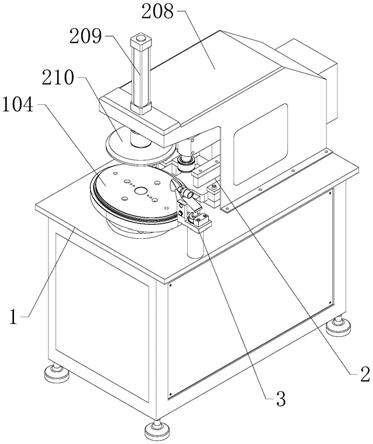
20.图4为挡板台与升降旋转机构的装配示意图;
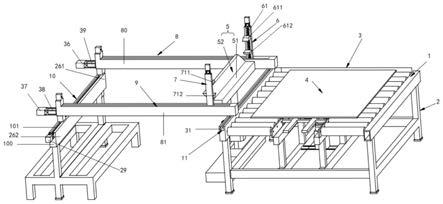
21.图5为板材送料系统的俯视图;
22.图6为板材送料系统的机械手的放大示意图。
具体实施方式
23.以下结合附图,对本发明提供的技术方案做详细说明。
24.如图1至图5所示,所述的板材送料系统包括运输带1、支撑架2、前挡板 3、挡板台5、托举机构、两个第一传动机构、一第二传动机构10、滑动机构、升降旋转机构。
25.所述运输带1为滚筒运输带,设置于支撑架2的上方,用于承载板材4;所述前挡板3固设于运输带1的前端且自运输带1上表面向上延伸形成,用于对运输带1上的板材4进行限位;所述挡板台5位于运输带1的侧边,包括一平台 51和自平台51向上折弯形成的一折弯部52,平台51位于折弯部52与运输带1 之间。折弯部52与平台51之间折弯形成的折弯线呈纵向延伸。当板材4为杆件板材时,板材4的长度方向呈纵向延伸且板材4的侧边与挡板台5对接。
26.如图2所示,所述托举机构设置于支撑架2上且位于运输带1形成的纵长过道内,托举机构包括托举架12、法兰13、连接座14、铰链15、第一级伸缩杆17、第二级伸缩杆16、双级伸缩液压缸18。运输带1用于运输板材4至托举架 12的上方,所述托举架12底端通过所述法兰13固接所述连接座14,托举架12、法兰13与连接座14之间通过螺栓连接;第一级伸缩杆17上端通过铰链15连接于连接座14靠近挡板台5的一端;第二级伸缩杆16套设于第一级伸缩杆17内,第一级伸缩杆17下端、第二级伸缩杆16分别连接于双级伸缩液压缸18,双级伸缩液压缸18用于驱动第一级伸缩杆17伸长或收缩,双级伸缩液压缸18用于驱动第二级伸缩杆16相对第一级伸缩杆17伸长或收缩;第一级伸缩杆17用于伸长以推动托举架12自下而上托举板材4至脱离运输带1上方,在此过程中,托举架12上表面与板材4下表面相接触;第二级伸缩杆16上端固接于连接座 14底端,第二级伸缩杆16用于伸长以推动连接座14绕铰链转动倾斜,使得托举架12与连接座14同向倾斜,且使板材4相对托举架12滑移直至板材落于挡板台50上,板材4的侧边缘与挡板台5对接;此外,第二级伸缩杆16还用于收缩时驱动托举架12处于水平位置。
27.如图4所示,所述升降旋转机构设于挡板台5下方,包括一底座20、固设于底座20上且向上延伸设置的一液压伸缩杆19、螺纹紧固连接于液压伸缩杆19 上端的一安装板40、固设于安装板40上方的一第三电机25、一主动齿轮24、一从动齿轮23、一主轴41、一轴承42及固设于安装板40上的轴承座44;其中,第三电机25具有向上延伸的电机轴43,电机轴43与主动齿轮24同轴设置且主动齿轮24键合于电机轴43上以及电机轴43向上贯穿主动齿轮24的
上端面241;从动齿轮23与主动齿轮24同轴向设置且从动齿轮23的外齿面与主动齿轮24 的相啮合;所述主轴41上下贯穿从动齿轮23且从动齿轮23键合于主轴41上,主轴41上端延伸至与挡板台5底部紧固连接,主轴41下端朝向轴承座44延伸,且主轴41与电机轴43相平行;轴承42位于从动齿轮23下方并收容于轴承座 44内且与主轴41下端外周表面相配合;具体地,液压伸缩杆19下端与底座20 螺栓紧固连接;液压伸缩杆19上端与底板40螺纹紧固连接;第三电机25与底板40螺栓紧固连接;主轴41上端与底板台5底部螺纹紧固连接。液压伸缩杆 19用以伸长以推动挡板台5向上抬升,所述液压伸缩杆19用于收缩以降低挡板台5的高度;第三电机25用于启动电机轴43旋转以带动主动齿轮24旋转、且主动齿轮24通过驱动从动齿轮23旋转以带动主轴41及挡板台5旋转,使得挡板台5的折弯部52旋转直至与板材4侧边对接完成。通过液压伸缩杆19可以针对不同高度的折弯机和应对双级伸缩液压缸18推进托举架12倾斜的不同角度,更好的完成板材4与挡板台5的对接,通过第三电机25带动主动齿轮24的旋转,主动齿轮24与从动齿轮23啮合,从而从动齿轮23会旋转并且带动挡板台5绕主轴41旋转,挡板台5的折弯部52同步发生旋转且直至折弯部52旋转至与板材4侧边对接完成,以便于适应于对具有不同锥形或不同锥度侧边的异形板材进行定位。
28.如图1、图3及图5所示,所述挡板台5的前端、后端均设有一第一传动机构,两个所述第一传动机构结构相同,且两者相对设置。所述挡板台5两侧边还分别设有一第二传动机构10、一滑动机构,且两第一传动机构均设于第二传动机构10、滑动机构上。
29.一个第一传动机构8位于挡板台5的前端,第一传动机构8包括:横向设置的第一支撑座80、在第一支撑座80内沿其纵长方向设置的第一导轨82、收容于第一导轨82内且呈横向设置的第一丝杠32、螺旋套设于第一丝杆32外周表面的一第一螺母34、固设于第一螺母34上且用于夹持板材4侧边的一机械手6、连接第一丝杠32的一第一电机36及用于测量机械手6位移的一传感器22;其中,传感器22固定安装于第一支撑座80远离挡板台5的一端上且用于测量传感器22至机械手6的距离;第一电机36固设于第一支撑座80远离挡板台5的一端上并通过一第一联轴器39与第一丝杠32连接上,第一丝杠32与第一螺母34 套装形成螺旋管道,第一电机36用于启动以驱动第一丝杠32旋转并带动第一螺母33及机械手6做直线运动以进行横移,直至传感器22测量到的传感器22至机械手6的距离达到一预设距离时,机械手6完成横移。
30.另一个第一传动机构9位于挡板台5的后端,第一传动机构9包括:横向设置的第一支撑座81、在第一支撑座81内沿其纵长方向设置的第一导轨83、收容于第一导轨83内的横向设置的第一丝杠33、螺旋套设于第一丝杆33外周表面的一第一螺母35、固设于第一螺母35上且用于夹持板材4侧边的一机械手7、连接第一丝杠33的一第一电机37及用于测量机械手7位移的一传感器21;其中,传感器21固设于第一支撑座81远离挡板台5的一端上并用于测量传感器 21至机械手7的距离,第一电机37固设于第一支撑座81远离挡板台5的一端上且通过一第一联轴器38与第一丝杠33连接,第一丝杠33与第一螺母35套装形成螺旋管道,第一电机37用于启动以驱动第一丝杠33旋转并带动第一螺母 35及机械手7沿横向做直线运动,直至传感器21测量到的传感器21至机械手7 的距离达到一预设距离,机械手7完成横移。
31.如图1和图6所示,位于挡板台5前方的第一传动机构8的机械手6包括:自第一螺母34向上延伸设置的支撑臂61、设于支撑臂61内部且沿支撑臂61纵长方向延伸的第三丝杠
610、通过第四联轴器650连接于第三丝杆610的第四电机640、螺旋套设于第三丝杠610的上部6101的第三螺母620、螺旋套设于第三丝杠610的下部6102的第四螺母630、自第三螺母620朝向挡板台5一侧纵向延伸的上夹具611、自第四螺母630纵向延伸至平行于上夹具611的下夹具612,支撑臂61与第一螺母34螺栓紧固连接;机械手6夹紧板材4时,板材4侧边位于上夹具611与下夹具612之间。
32.在机械手6中,设于第三丝杠610的上部6101的外螺纹与设于第三丝杠610 的下部6102的外螺纹的旋向相反,第四电机640驱动第三丝杠610运动时,机械手6的上夹具611与该机械手6的下夹具612之间的距离缩减直至机械手6的上夹具611与机械手6的下夹具612分别夹紧板材4的侧边。
33.如图1和图6所示,位于挡板台5后方的第一传动机构9的机械手7与机械手6结构相同,且机械手6与机械手7相对设置;不同之处在于,机械手7包括自第一螺母35向上延伸形成的支撑臂,支撑臂与第一螺母35螺栓连接;在此不再赘述机械手7的其他部件结构作用关系。
34.所述第二传动机构10位于挡板台5的一侧边且设于两第一传动机构的下方,包括纵向设置的第二支撑座100,自第二支撑座100上方内凹设置的沿纵长方向的第二导轨101,收容于第二导轨101内的纵向延伸设置的第二丝杠26、螺旋套设于第二丝杠26外周表面的一第二螺母27、连接第二丝杠26的一第二电机29;其中,第二丝杠26具有一前端261及一后端262;位于挡板台5后方的第一传动机构9安装于第二螺母27上;第二电机29固设于第二支撑座100的后端262 上且通过一第二联轴器30与所述第二丝杠26连接用以作为柔性补偿,第二电机 29用于启动以驱动第二丝杠26旋转并带动第二螺母27及第一传动机构9沿纵向做直线运动;位于挡板台5前方的第一传动机构8固设于第二传动机构10上,具体固设于第二传动机构10的第二支撑座100的前端261上。在第二支撑座100 上固设有单列轴承28,单列轴承28位于第一传动机构8的第一支撑座80后方,且与位于挡板台5前方的第二丝杠26连接。
35.所述滑动机构位于挡板台5的另一侧边且设于两第一传动机构的下方,包括纵向设置的第二导轨11、沿第二导轨11纵长方向设置于第二导轨11内的滑道 31,滑动设置于滑道31内部的滑块310;位于挡板台5后方的第一传动机构9 固设于滑块310上,位于挡板台5前方的第一传动机构8固设于第二导轨11的前端。
36.即,第一传动机构8的第一支撑座80的两端分别固定安装于第二传动机构 10的第二支撑座100、滑动机构的第二导轨11上,第一传动机构8相对于第二传动机构10、滑动机构固定;第一传动机构9的第一支撑座81的两端分别安装于第二传动机构10的第二螺母27、滑动机构的滑块310上;通过启动第二电机 29驱动第二丝杠26带动第二螺母27完成纵向移动,从而带动第一传动机构9 相对于第二传动机构10完成纵向移动;第一传动机构9与滑动机构的滑块320 连接,可以实现第一传动机构9的纵向位移。
37.通过升降旋转机构的液压伸缩杆19伸长以推动挡板台5向上抬升,使挡板台5上承载的板材4的前端边缘位于第一传动机构8的机械手6的上夹具61与下夹具62之间、使挡板台5上承载的板材4的后端边缘位于第一传动机构9的机械手7的上夹具71与下夹具72之间;并且通过第二传动机构10,可以根据板材4的纵向长度来调整机械手6与机械手7之间的纵向距离;并且,机械手6 或机械手7工作时,任一机械手的上夹具与该机械手的下夹具之间
的距离缩减直至每一机械手的上夹具与对应机械手的下夹具分别夹紧板材4的侧边,从而利用机械手6与机械手7夹紧板材4。以及利用所述升降旋转机构来改变挡板台5的折弯部52的旋转角度用于适应不同锥度或不同锥形的异形板材。
38.该板材送料系统适用于板材4从运输带1到折弯机上的折弯工艺中的送料、进给过程,该板材送料系统的工作方法如下:
39.运输带1将生产线上的板材4运输到前挡板3处停止,双级伸缩液压缸18 伸长以推动第一级伸缩杆17推动托举架12上升,利用托举架12将板材4抬高,使得板材4高于运输带1;第二级伸缩杆1相对第一级伸缩杆17伸长,推动连接座14绕铰链15转动并倾斜,板材4与托举架12摩擦力较小由于受到自身惯性下滑到提前设置好的的挡板台5上;之后第二级伸缩杆16回收,同时启动升降旋转机构的液压伸缩缸19来升高挡板台5,使得板材4抬高到一水平高度;此时机械手6与机械手7开始工作,任一机械手的上夹具与该机械手的下夹具之间的距离缩减直至每一机械手的上夹具与对应机械手的下夹具分别夹紧板材4 的侧边,使机械手6、机械手7夹紧板材4后,最后通过传感器22测量机械手6 到传感器22的距离以对机械手6定位,通过传感器21测量机械手7到传感器 21的距离以对机械手7定位;再由第一传动机构8的第一电机36控制传动第一丝杠32旋转且转换成第一螺母34带动机械手6的直线运动,由第一传动机构9 的第一电机37控制传动第一丝杠33旋转且转换成第一螺母35带动机械手7的直线运动,当机械手6达到预设距离时第一电机36停止工作,当机械手7达到预设距离时第一电机37停止工作,机械手6与机械手7带动板材4完成横向位移,最终完成板材4的进给定位过程;此外机械手6与机械手7带动板材4完成不同的横向位移,便于更好地完成对锥形板材4的进给传送过程。
40.该板材送料系统,通过在承载板材4的托举架12下方设置第一级伸缩杆17,能够完成板材4的升降过程,设置第二级伸缩杆16能够完成板材4的倾斜滑移过程;利用第一传动机构8的第一电机36驱动机械手6横向移动且传感器22 能够探测机械手6的横向位移,,利用第一传动机构9的第一电机37驱动机械手7横向移动且传感器21能够探测机械手7的横向位移,从而能够完成板材4 两侧不同位移的控制实现,进而省去人工划线的步骤,只要设定好传感器22至机械手6的预设距离、传感器21至机械手7的预设距离即可;第二传动机构10 用于根据板材4的纵向长度及板材位置来调整第一传动机构8和第一传动机构9 之间的纵向距离,进而调整两侧机械手6与机械手7之间的纵向距离,以便于适应不同的板材4的纵向长度;利用升降旋转机构驱动挡板台5旋转以使挡板台5 的折弯部52旋转直至与板材4侧边对接,以适应不同锥度或不同锥形的异形板材的精确夹取及进给折弯。该板材送料系统具有高精确度、高适应性、低成本的优点。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。