1.本发明涉及玻璃陶瓷金属封接领域,尤其涉及玻璃陶瓷金属封接用丝材压扁和冲孔设备及其使用方法。
背景技术:
2.在玻璃、陶瓷和金属的封接领域中,其封接时采用的丝材的直径通常是比较细小的,为了方便与电路连接及保证连接的稳固性,常常需要对针脚的头部进行压扁和钻孔这两道工序的处理,以保证进行封接后针脚与元器件之间的可靠性。此外,多接插件以及光电管壳的针脚都是扁平形状的,针脚的头部或者中间的部位为扁方形的,而并非常规的圆形丝材。然而,现如今大多的厂家在制造的过程中采用的是先进行丝材的打扁,然后在打扁的部位冲一个定位点,最后采用台钻进行钻孔,这样的工序繁琐复杂,且在生产的过程中不能保证产品的一致性,在钻孔的过程中,由于是人工操作,不可控因素较多,常导致钻孔不居中而报废,这些因素都使产品的良品率大大降低。
3.因此,有必要提供基于金属封接用丝材压扁和冲孔设备及其使用方法解决上述技术问题。
技术实现要素:
4.本发明提供基于金属封接用丝材压扁和冲孔设备及其使用方法,解决了丝材在制备过程中工序复杂的问题。现如今大多的厂家在制造的过程中采用的是先进行丝材的打扁,然后在打扁的部位冲一个定位点,最后采用台钻进行钻孔,这样的工序繁琐复杂,且在生产的过程中不能保证产品的一致性,在钻孔的过程中,由于是人工操作,不可控因素较多,常导致钻孔不居中而报废,这些因素都使产品的良品率大大降低的问题。
5.为解决上述技术问题,本发明提供的基于金属封接用丝材压扁和冲孔设备,包括:设备底座和冲压支架,冲压支架固定于设备底座上,冲压支架上通过安装有液压油缸,在液压油缸上接有进出油管和,液压油缸内部有冲压头和冲孔针,在冲压头上接有冲孔针的进出油管,在设备底座上固定有冲压平台和废料槽,在冲压平台上安装有不同规格冲压冲孔模具,冲压冲孔模具的边缘具有丝材的定位槽。
6.优选的,所述设备底座和冲压支架通过焊接进行刚性固定连接。
7.优选的,所述油缸和冲压支架通过4个外六角螺栓进行连接固定。
8.基于金属封接用丝材压扁和冲孔设备的使用方法,所述冲压平台通过焊接与设备底座进行刚性固定连接,所述冲压冲孔模具经过加工后内嵌于冲压平台上,废料槽置于冲压平台的内部,且可以自由抽动,冲压头置于油缸的内部,通过进油口加压使冲压头向下移动,与冲压冲孔模具相配合对丝材进行冲压压扁。
9.优选的,所述冲孔针置于冲压头的内部,通过进油口加压使冲压针向下移动,与冲压冲孔模具相配合对已经冲压压扁的丝材进行冲孔。
10.优选的,所述进出油管是在进油管对冲压头向下施加压力时的回油口及冲压头在
冲压结束时向上移动的进油口。
11.优选的,进出油管是在进油管对冲压头向下施加压力时的回油口及冲压头在冲压结束时向上移动的进油口。
12.优选的,进出油管是在进油管对冲压针向下施加压力时的回油口及冲压针在冲孔结束时向上移动的进油口。
13.优选的,所述冲压头和冲孔针在冲压冲孔模具内进行冲压压扁的时候冲孔针的顶部与冲压头的顶部是平齐的,在进行冲压压扁结束后,油泵再继续泵油通过进油口使冲孔针向下移动,进行冲孔。
14.优选的,在压扁及冲孔结束后,所述油管进油使冲孔针向上移动到冲孔针的顶部与冲压头的顶部平齐时,油管进油,使冲孔针与冲压头同时向上移动。
15.优选的,丝材放置槽内嵌于冲压冲孔模具的边缘对即将进行冲压冲孔的丝材进行定位与固定。
16.优选的,冲压模具、冲压头和冲孔针在同一轴线上以保证具有高度的同心度。
17.优选的,所述冲压模具、冲压头和冲孔针在同一轴线上以保证具有高度的同心度。
18.优选的,所述冲压冲孔模具可以根据不同的产品需求进行更换。
19.与相关技术相比较,本发明提供的基于金属封接用丝材压扁和冲孔设备及其使用方法具有如下有益效果:
20.本发明提供基于金属封接用丝材压扁和冲孔设备及其使用方法,包括设备底座和冲压支架,冲压支架固定于设备底座上,冲压支架上通过安装有液压油缸,在液压油缸上接有两个进出油管,液压油缸内部有冲压头和冲孔针,在冲压头上接有冲孔针的进出油管,在设备底座上固定有冲压平台和废料槽,在冲压平台上加工有冲压冲孔模具,冲压冲孔模具的边缘具有丝材的定位槽,利用油泵泵油使冲压油及冲孔针下移对丝材进行压扁和冲孔;本发明用于封接前丝材的压扁及冲孔的处理,结构可靠简单,操作方便,生产效率成倍数的提高,可以满足不同丝材的顶部、中部的压扁或者压扁的同时进行冲孔,可以保证产品的成型性,尺寸的稳定性,较高的生产效率,最终使产品封接的效率及良品率大大的提高。
附图说明
21.图1为本发明提供的基于金属封接用丝材压扁和冲孔设备及其使用方法的较佳实施例的结构示意图;
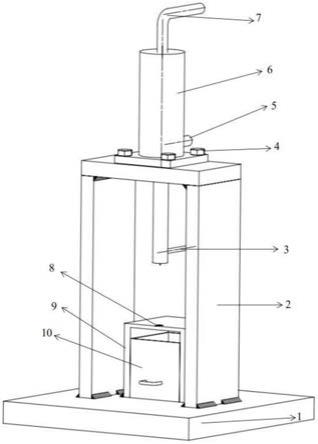
22.图2为图1的主视图。
23.图3为图1的剖视图。
24.图4为图3冲压头及冲孔针的局部放大图。
25.图5为图3冲压冲孔模具的局部放大图。
26.图6为图1中冲压冲孔模具的局部放大图。
27.图7为陶瓷集成电路封接用头部冲压压扁成型的4j29可伐合金丝材的结构示意图。
28.图8为晶体管外壳陶瓷封接用头部压扁和冲孔成型的无氧铜丝材的结构示意图。
29.图9为混合集成电路封接用中部压扁和冲孔成型的4j50铜芯复合丝材的结构示意图。
具体实施方式
30.下面结合附图和实施方式对本发明作进一步说明。
31.请结合参阅图1、图2、图3、图4、图5、图6、图7、图8、图9、,其中,图1为本发明提供的基于金属封接用丝材压扁和冲孔设备及其使用方法的较佳实施例的结构示意图;图2为图1的主视图。图3为图1的剖视图。图4为图3冲压头及冲孔针的局部放大图。图5为图3冲压冲孔模具的局部放大图。图6为图1中冲压冲孔模具的局部放大图。图7为陶瓷集成电路封接用头部冲压压扁成型的4j29可伐合金丝材的结构示意图。图8为晶体管外壳陶瓷封接用头部压扁和冲孔成型的无氧铜丝材的结构示意图。图9为混合集成电路封接用中部压扁和冲孔成型的4j50铜芯复合丝材的结构示意图。基于金属封接用丝材压扁和冲孔设备,包括:设备底座1和冲压支架2,冲压支架2固定于设备底座1上,冲压支架上通过4安装有液压油缸6,在液压油缸6上接有进出油管5和7,液压油缸内部有冲压头11和冲孔针12,在冲压头11上接有冲孔针12的进出油管3,在设备底座上固定有冲压平台9和废料槽10,在冲压平台9上安装有不同规格冲压冲孔模具8,冲压冲孔模具的边缘具有丝材的定位槽13。
32.所述设备底座1和冲压支架2通过焊接进行刚性固定连接。
33.所述油缸6和冲压支架2通过4个外六角螺栓4进行连接固定。
34.基于金属封接用丝材压扁和冲孔设备的使用方法,所述冲压平台9通过焊接与设备底座1进行刚性固定连接,所述冲压冲孔模具8经过加工后内嵌于冲压平台9上,废料槽10置于冲压平台9的内部,且可以自由抽动,冲压头11置于油缸6的内部,通过进油口7加压使冲压头11向下移动,与冲压冲孔模具8相配合对丝材进行冲压压扁。
35.所述冲孔针12置于冲压头11的内部,通过进油口7加压使冲压针向下移动,与冲压冲孔模具8相配合对已经冲压压扁的丝材进行冲孔。
36.所述进出油管是在进油管对冲压头向下施加压力时的回油口及冲压头在冲压结束时向上移动的进油口。
37.所述进出油管5是在进油管7对冲压头11向下施加压力时的回油口及冲压头11在冲压结束时向上移动的进油口。
38.所述进出油管3是在进油管7对冲压针12向下施加压力时的回油口及冲压针在冲孔结束时向上移动的进油口。
39.所述冲压头11和冲孔针12在冲压冲孔模具8内进行冲压压扁的时候冲孔针12的顶部与冲压头11的顶部是平齐的,在进行冲压压扁结束后,油泵再继续泵油通过进油口7使冲孔针12向下移动,进行冲孔。
40.在压扁及冲孔结束后,所述油管3进油使冲孔针12向上移动到冲孔针12的顶部与冲压头11的顶部平齐时,油管5进油,使冲孔针12与冲压头11同时向上移动。
41.所述丝材放置槽内嵌于冲压冲孔模具的边缘对即将进行冲压冲孔的丝材进行定位与固定。
42.所述冲压模具8、冲压头11和冲孔针12在同一轴线上以保证具有高度的同心度。
43.所述冲压冲孔模具8可以根据不同的产品需求进行更换。
44.本发明提供的基于金属封接用丝材压扁和冲孔设备及其使用方法的工作原理如下:
45.根据所需要加工的产品的规格要求,选择合适的冲压冲孔模具8安装于冲压平台9
上,将要进行压扁和冲孔的丝材放置于冲压冲孔模具8边缘的丝材定位槽13上,开始启动油泵,油管7进油,此时的油管3和油管5处于泄油转态,使冲压头11和冲孔针12向下平稳的移动,此时的冲压头11和冲孔针12的顶部是平齐的,当冲压头11向下移动的过程中,冲压头11的顶部顶住冲压冲孔模具8时压扁成型结束,冲压头11不在移动,此时油管7继续泵油,使冲孔针12向下继续运动,对压扁成型的丝材进行冲孔,冲下来的废料掉入下面的废料槽10里面,冲孔结束后,油泵给油管3泵进油,使冲孔针12向上移动到与冲压头11平齐后,油泵给油管5泵进油,使冲压头11和冲孔针12的顶部平齐的向上移动,然后取出冲压冲孔成型的丝材,此时完成一次,此后的过程如此往复循环。
46.油泵的泵油由编程的时序控制器进行控制,按照丝材加工成型的要求进行泵油和泄油,其具体的控制如下,放置好丝材后,启动开关,油泵按照设定好的时序编程,3秒钟时,冲压头11对丝材在模具8中压扁成型,如果不需要进行冲孔,则保压2秒钟,第5秒开始给油管5泵油,油管7泄油,第8秒时冲压头复位,一个周期结束;如果需要进行冲孔,在第3秒的同时冲压头11顶住模具8不再向下移动,此时油泵继续给油管7泵油,使冲孔针12向下运动,第5秒时冲孔完成,此时油管7泄油,油泵给油管3供油,第6秒时冲孔针12的顶部运动到与冲压头11的顶部平齐,第7秒时同时给油管5供油,使冲孔针12和冲压头11同时向上运动,第10秒时冲压头11和冲孔针12复位,完成一个周期。
47.下面结合实施例进行说明:
48.实施例1
49.丝材头部进行冲压压扁成型:
50.一种基于金属封接用丝材压扁和冲孔设备及其使用方法,按照上述的具体的实施步骤进行操作,如图7所示,对陶瓷集成电路封接用4j29可伐合金丝材的头部进行冲压压扁成型。
51.实施例2
52.丝材头部进行压扁冲孔成型:
53.一种基于金属封接用丝材压扁和冲孔设备及其使用方法,按照上述的具体的实施步骤进行操作,如图8所示,对晶体管外壳陶瓷封接用无氧铜丝材的头部进行压扁冲孔成型。
54.实施例3
55.丝材的中部进行压扁冲孔成型:
56.一种基于金属封接用丝材压扁和冲孔设备及其使用方法,按照上述的具体的实施步骤进行操作,如图9所示,对混合集成电路封接用4j50铜芯复合丝材的中部进行压扁冲孔成型。
57.与相关技术相比较,本发明提供的基于金属封接用丝材压扁和冲孔设备及其使用方法具有如下有益效果:
58.包括设备底座和冲压支架,冲压支架固定于设备底座上,冲压支架上通过安装有液压油缸,在液压油缸上接有两个进出油管,液压油缸内部有冲压头和冲孔针,在冲压头上接有冲孔针的进出油管,在设备底座上固定有冲压平台和废料槽,在冲压平台上加工有冲压冲孔模具,冲压冲孔模具的边缘具有丝材的定位槽,利用油泵泵油使冲压油及冲孔针下移对丝材进行压扁和冲孔;本发明用于封接前丝材的压扁及冲孔的处理,结构可靠简单,操
作方便,生产效率成倍数的提高,可以满足不同丝材的顶部、中部的压扁或者压扁的同时进行冲孔,可以保证产品的成型性,尺寸的稳定性,较高的生产效率,最终使产品封接的效率及良品率大大的提高。
59.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。