1.本实用新型涉及车铣复合加工技术领域,特别涉及一种用于活塞筒壳体车铣复合加工的专用夹具。
背景技术:
2.对工件进行机械加工时,出于对加工精度、加工效率等因素考虑,夹具被大量而广泛的应用。夹具是指在机械加工制造过程中用来固定加工对象,使之占据正确的位置,以接受施工或检测的装置。依其定义来看,使加工对象即工件占据正确位置是其重要作用之一,在生产中,经常会遇到活塞筒壳体的加工。
3.目前,针对活塞筒壳体两端法兰的加工,还没有一款车铣复合的专用夹具,加工活塞筒壳体两端法兰,只能通过数控铣削进行。这种加工方式不仅加工效率低,且加工出的工件质量也并不理性。
技术实现要素:
4.为了解决以上技术问题,本实用新型的目的在于提供一种用于活塞筒壳体车铣复合加工的专用夹具,可以极大的提高活塞筒壳体两端法兰的加工效率,减少装夹次数从而提高加工出的工件质量。
5.为了实现上述目的,本实用新型采用的技术方案是:
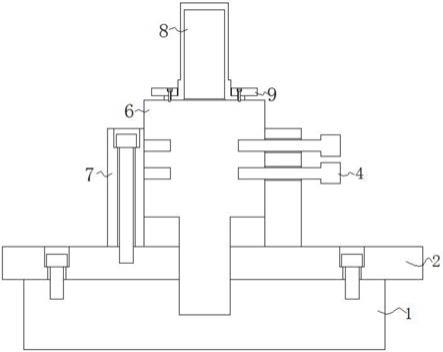
6.一种用于活塞筒壳体车铣复合加工的专用夹具,包括支架8,所述支架8上表面左右两端对称设置有定位块一2,所述定位块一2上表面一侧设置有铰链叉座4,铰链叉座4与铰链压板5通过铰链轴一11连接,所述铰链压板5通过铰链轴一11与浮动压板6连接,定位块一2上表面另一侧设置有铰链螺杆3,铰链螺杆3上端与铰链压板5相连,所述浮动压板6与工件接触,接触面为圆弧形结构,所述支架8一端连接在夹具体1上,与支架8相连的夹具体上方设置有配重块9,所述夹具体1内部设置定位套10,定位套10端部设置定位块二7。
7.所述定位块一2通过内螺纹圆柱销一20定位,再通过内六角圆柱头螺钉三17固定在支架8上。
8.所述铰链叉座4与铰链压板5通过开口销24固定,铰链压板5与浮动压板6通过开口销24固定。
9.所述铰链螺杆3下端通过铰链轴二12与定位块一2连接,再通过开口销24与定位块一2固定。
10.所述铰链螺杆3上端与铰链压板5通过六角法兰面螺母25拧紧以此来固定工件。
11.所述夹具体1通过内六角圆柱头螺钉二16连接在夹具体座26上。
12.所述支架8通过内螺纹圆柱销二21与夹具体1定位,再通过内六角圆柱头螺钉一15拧紧。
13.所述夹具体1内部通过内螺纹圆柱销三22与定位套10定位,再通过内六角圆柱头螺钉二16固定。
14.所述定位块二7装配在定位套10右侧,在与菱形销14过盈配合。
15.本实用新型的有益效果:
16.本实用新型将工件放置在定位块一上进行径向定位,然后再通过定位块二进行端面轴向定位,菱形销14限制零件的转角。此时,在铰链压板和浮动压板的作用下,通过铰链螺杆和六角法兰面螺母拧紧,固定工件后就能够对工件进行下一步加工,该专用夹具的设计,满足了数控机床上活塞筒壳体的复合加工,大大提高了加工效率和零件的加工精度。
17.本实用新型通过定位套10和定位块二、定位块一对工件进行定位,实现工件的精准定位,为保证工件的加工精度提供保障。
附图说明
18.图1为本实用新型的立体结构示意图之一。
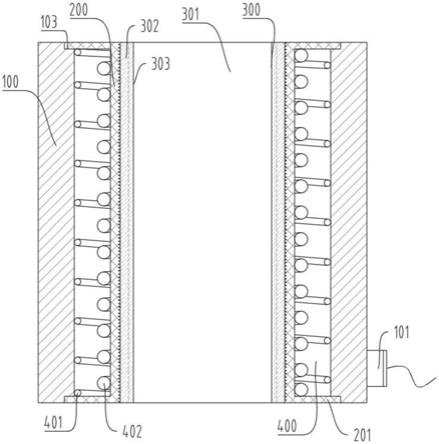
19.图2为本实用新型的正剖视图。
20.图3为本实用新型的俯视图。
21.图4为本实用新型的左视图。
22.图5为本实用新型的右视图。
23.图中:1、夹具体;2、定位块一;3、铰链螺杆;4、铰链叉座;5、铰链压板;6、浮动压板;7、定位块二;8、支架;9、配重块;10、定位套;11、铰链轴一;12、铰链轴二;13、定位销;14、菱形销;15、六角圆柱头螺钉一;16、内六角圆柱头螺钉二;17、内六角圆柱头螺钉三;18、内六角圆柱头螺钉;19、内六角圆柱头螺钉四;20、内螺纹圆柱销一;21、内螺纹圆柱销二;22、内螺纹圆柱销三;23、内螺纹圆柱销四;24、开口销;25、六角法兰面螺母;26、夹具体座。
具体实施方式
24.下面结合附图对本实用新型作进一步详细说明。
25.请参阅图1
‑
图5,本实用新型提供一种活塞筒壳体车铣复合加工的专用夹具,所述支架8上端有定位块一2,所述定位块一2通过内螺纹圆柱销定位,再通过内六角圆柱头螺钉固定在支架8上,所述定位块一2与铰链叉座4连接,铰链叉座4与铰链压板5通过铰链轴一11连接,在通过开口销固定,所述铰链压板5通过铰链轴一11与浮动压板6连接,再通过开口销固定,所述铰链螺杆3下端通过铰链轴二12与定位块一2连接,再通过开口销与定位块一2固定,所述铰链螺杆3上端与铰链压板5通过六角法兰面螺母拧紧以此来固定工件,所述配重块9通过内六角圆柱头螺钉固定在夹具体1上,所述夹具体1通过内六角圆柱头螺钉连接在夹具体座26上,所述支架8通过内螺纹圆柱销与夹具体1定位,再通过内六角圆柱头螺钉拧紧。
26.定位块一2、定位块二7和菱形销14的配合保证工件的定位准确,然后在铰链压板5和浮动压板6的作用下,通过铰链螺杆3和六角法兰面螺母25拧紧。
27.本实用新型的工作原理及使用流程:
28.首先,将工件放置在定位块一2上进行径向定位,然后再通过定位块二7进行轴向定位,在菱形销14作用下限制零件的周向转动。此时,在铰链压板5和浮动压板6的作用下,通过铰链螺杆3和六角法兰面螺母25拧紧,固定工件后就能够对工件进行下一步加工。
技术特征:
1.一种用于活塞筒壳体车铣复合加工的专用夹具,其特征在于,包括支架(8),所述支架(8)上表面左右两端对称设置有定位块一(2),所述定位块一(2)上表面一侧设置有铰链叉座(4),铰链叉座(4)与铰链压板(5)通过铰链轴一(11)连接,所述铰链压板(5)通过铰链轴一(11)与浮动压板(6)连接,定位块一(2)上表面另一侧设置有铰链螺杆(3),铰链螺杆(3)上端与铰链压板(5)相连,所述浮动压板(6)与工件接触,接触面为圆弧形结构,所述支架(8)一端连接在夹具体(1)上,与支架(8)相连的夹具体上方设置有配重块(9),所述夹具体(1)内部设置定位套(10),定位套(10)端部设置定位块二(7)。2.根据权利要求1所述的一种用于活塞筒壳体车铣复合加工的专用夹具,其特征在于,所述定位块一(2)通过内螺纹圆柱销一(20)定位,再通过内六角圆柱头螺钉三(17)固定在支架(8)上。3.根据权利要求1所述的一种用于活塞筒壳体车铣复合加工的专用夹具,其特征在于,所述铰链叉座(4)与铰链压板(5)通过开口销(24)固定,铰链压板(5)与浮动压板(6)通过开口销(24)固定。4.根据权利要求1所述的一种用于活塞筒壳体车铣复合加工的专用夹具,其特征在于,所述铰链螺杆(3)下端通过铰链轴二(12)与定位块一(2)连接,再通过开口销(24)与定位块一(2)固定。5.根据权利要求1所述的一种用于活塞筒壳体车铣复合加工的专用夹具,其特征在于,所述铰链螺杆(3)上端与铰链压板(5)通过六角法兰面螺母(25)拧紧以此来固定工件。6.根据权利要求1所述的一种用于活塞筒壳体车铣复合加工的专用夹具,其特征在于,所述夹具体(1)通过内六角圆柱头螺钉二(16)连接在夹具体座(26)上。7.根据权利要求1所述的一种用于活塞筒壳体车铣复合加工的专用夹具,其特征在于,所述支架(8)通过内螺纹圆柱销二(21)与夹具体(1)定位,再通过内六角圆柱头螺钉一(15)拧紧。8.根据权利要求1所述的一种用于活塞筒壳体车铣复合加工的专用夹具,其特征在于,所述夹具体(1)内部通过内螺纹圆柱销三(22)与定位套(10)定位,再通过内六角圆柱头螺钉二(16)固定。9.根据权利要求1所述的一种用于活塞筒壳体车铣复合加工的专用夹具,其特征在于,所述定位块二(7)装配在定位套(10)右侧,在与菱形销(14)过盈配合。
技术总结
一种用于活塞筒壳体车铣复合加工的专用夹具,包括支架,所述支架上表面左右两端对称设置有定位块一,所述定位块一上表面一侧设置有铰链叉座,铰链叉座与铰链压板通过铰链轴一连接,所述铰链压板通过铰链轴一与浮动压板连接,定位块一上表面另一侧设置有铰链螺杆,铰链螺杆上端与铰链压板相连,所述浮动压板与工件接触,接触面为圆弧形结构,所述支架一端连接在夹具体上,与支架相连的夹具体上方设置有配重块,所述夹具体内部设置定位套,定位套端部设置定位块二。本实用新型可以极大的提高活塞筒壳体两端法兰的加工效率,减少装夹次数从而提高加工出的工件质量。而提高加工出的工件质量。而提高加工出的工件质量。
技术研发人员:刘战锋 杜登攀 张浩 徐凯 李永安
受保护的技术使用者:西安现代深孔技术有限公司
技术研发日:2020.12.29
技术公布日:2021/11/16
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。