1.本发明属于钛材料加工技术领域,涉及车床加工夹具,具体涉及一种安装在数控车床旋转轴上的一种航空航天级大直径钛合金薄壁管用圆弧组合夹具。
背景技术:
2.数控机床是集机械、电气、液压、气动、电子信息等多项技术为一体的机电一体化产品,是机械制作设备中具有高精度、高效率、高自动化和高柔性化等优点的工作母机;数控车床是数控机床的主要品种之一,它在数控机床中占据非常重要的位置。
3.现有技术中的数控车床,车削较重较长的轴体工件时一夹一顶是最常用的装夹方案,即一端加持,另一端用后顶尖顶住,这样可以使工件更为稳固,从而能选用较大的切削用量进行加工。然而,对于薄壁管工件,采用现有技术中一夹一顶的方案装夹时,加持端采用活动卡爪加持端的活动卡爪与工件外圆表面直接接触,由于活动卡爪径向夹紧力的作用,容易在工件外圆表面产生压痕,同时较大的径向夹紧力还容易使薄壁管压扁变形,严重影响工件的加工质量,尤其对于航空航天领域应用的钛合金薄壁管类紧固件,对加工精度要求极高,采用现有技术装夹薄壁管进行车削加工,其加工质量远远不能满足要求。因此,急需要一种数控车床专用的工装夹具,用来装夹薄壁管工件,以便解决由于活动卡爪的径向夹紧力导致工件的外圆表面产生压痕和压扁变形的问题。
技术实现要素:
4.基于上述问题,设计了一种车床专用的圆弧组合夹具,安装在车床旋转轴上,用来装夹加工车削大直径超长钛合金薄壁管工件,以解决由于装配应力导致的工件变形,以及由于机床活动卡爪的径向夹紧力导致工件的外圆表面产生压痕和压扁变形的问题,以满足航空发动机技术性能的需要。现拟采用以下的具体技术方案。
5.一种航空航天级大直径钛合金薄壁管用圆弧组合夹具,其特征在于,包括至少有两个圆弧夹具(1)组合使用,所述圆弧夹具(1)的一个侧端面具有凹陷圆弧面结构(m),中部为空腔体结构,另一侧端面上设置有螺孔供顶丝(2)自由旋进或旋出;所述空腔体结构与车床卡盘(4)的活动卡爪(3)上的凸块(31)嵌套固定限制周向跳动,所述顶丝(2) 旋进将所述圆弧夹具(1)顶紧在凸块(31)上固定限制径向跳动;所述圆弧面结构(m) 与待加持的钛合金薄壁管(5)外壁面周向贴合匹配。
6.进一步改进的在于,所述车床的活动卡爪(3)为三爪结构,所述圆弧夹具(1)为3 个组合在一起使用,所述圆弧面结构(m)沿待加工钛合金薄壁管(5)外表面周向向呈三等分位置设置并包覆贴合夹持,此时三个所述圆弧面结构(m)相接形成的圆的圆心与待加工的钛合金薄壁管(5)的圆心重合。
7.进一步改进的在于,所述车床的活动卡爪(3)为四爪结构,所述圆弧夹具(1)为4 个组合一起使用,所述圆弧面结构(m)沿待加工的钛合金薄壁管(5)外壁面周向向呈四等分位置设置并包覆贴合夹持。
8.进一步改进的在于,所述圆弧夹具(1)在组合使用时所述圆弧面结构(m)相接形成的圆的圆心与待加工的钛合金薄壁管(5)的圆心重合。
9.进一步改进的在于,所述圆弧夹具(1)的厚度与半径(r)的比例关系为1/5~1/3。
10.进一步的,所述圆弧面结构(m)通过电火花线切割而成。
11.与现有技术相比,本发明的有益的技术效果表现在:
12.本发明提供的适用于大直径薄壁钛合金管件的车床圆弧组合使用夹具,能够避免薄壁管工件在装夹应力的作用下出现变形的情况,并避免由于活动卡爪的径向夹紧力而导致工件的外圆表面产生压痕和压扁变形的问题。
13.本发明在一定尺寸范围内的大直径钛合金薄壁管件都具有一定的适用性,进而能够降低超长钛合金薄壁管件的生产成本,并提高生产效率。
附图说明
14.下面结合附图和实施例对本发明进一步说明。
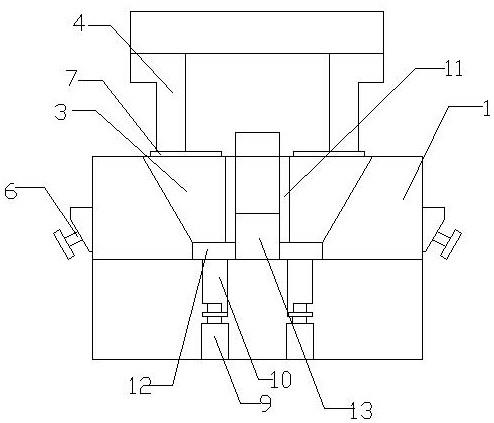
15.图1,为本发明的示意图;
16.图2,为本发明的示意图;
17.图3,为本发明装夹在车床卡盘上的示意图;
18.图4,为本发明装夹在车床卡盘上的立体示意图;
19.图5,为本发明装夹在车床卡盘上的活动卡爪与圆弧夹具的装配示意图。
20.图中,1
‑‑
圆弧夹具、2
‑‑
顶丝、3
‑‑
活动卡爪、4
‑‑
车床卡盘、5
‑‑
薄壁管、31—活动卡爪的凸块、m—圆弧面结构(m)、r
‑‑
圆弧面结构的半径。
具体实施方式
21.下面将参照附图来详细描述本发明的各种示例性实施例。对示例性实施例的描述仅仅是说明性的,并不作为对本发明及其应用或使用的任何限制。本发明可以以许多不同的形式实现,不限于这里所述的实施例。提供这些实施例是为了使本发明透彻且完整,并且向本领域技术人员充分表达本发明的范围。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置应被解释为仅仅是示例性的,而不是作为限制。
22.如图1-5所示,在本发明的一个方面,提供一种适用于加工大直径航空航天级钛合金薄壁管的圆弧夹具,安装在车床旋转轴上,其包括有至少由两个圆弧夹具1组合使用,所述圆弧夹具1的左侧端面具有凹陷圆弧面结构m,中部为空腔体结构,右侧的侧端面上设置有螺孔供顶丝2自由旋进或旋出;所述空腔体结构与车床卡盘4的活动卡爪3上的凸块 31嵌套配合牢靠,限制所述圆弧夹具1的上端面和下端面的周向跳动,所述顶丝2能旋进将所述圆弧夹具1顶紧在凸块31上固定牢靠限制径向跳动;所述圆弧面结构m与待夹持的钛合金薄壁管5外壁面周向贴合匹配。即所述圆弧面结构m的半径r与待夹持的钛合金薄壁管5外壁圆的半径一致。
23.此时,所述圆弧面结构m相接形成的圆弧面为圆形,半径也为r,圆心与待加工钛合金薄壁管5的外壁圆的圆心重合;所述圆弧夹具1的厚度与待加工钛合金薄壁管5外壁直径保持一定的比例关系,以确保贴合面积处于最佳状态,避免薄壁管工件在装夹应力作用下不足或者是不均匀造成的变形,并避免由于活动卡爪的径向夹紧力而导致工件的外壁圆表
面产生压痕和压扁变形的问题。
24.所述车床的活动卡爪3为三爪结构,所述圆弧夹具1为三个组合使用,所述圆弧面结构m沿待加工的钛合金薄壁管5外表面周向向呈三等分位置设置并包覆贴合加持,这样可以充分提高大直径超长钛合金薄壁管件5的加工精度。此时三个所述圆弧面结构m相接形成的圆弧面为圆形,半径为r,圆心与待加工钛合金薄壁管5的外壁圆的圆心重合。所述圆弧夹具1的厚度与半径r的比例关系为1/5~1/3。
25.优选的,所述车床的活动卡爪3为四爪结构,所述圆弧夹具1为4个组合使用,所述圆弧面结构m沿待加工的钛合金薄壁管5外表面周向向呈四等分位置设置并包覆贴合加持。此时四个所述圆弧面结构m相接形成的圆弧面为圆形,半径为r,圆心与待加工的钛合金薄壁管5的外壁圆的圆心重合。
26.优选的,所述圆弧夹具1的厚度与半径r的比例关系为1/5~1/3。
27.优选的,所述圆弧面结构m通过电火花线切割技术而成。切割时可以采用现有成熟的电脑编程的方式准确地设计切割。
技术特征:
1.一种航空航天级大直径钛合金薄壁管用圆弧组合夹具,其特征在于,包括至少具有两个圆弧夹具(1)组合使用,所述圆弧夹具(1)的一个侧端面具有凹陷圆弧面结构(m),中部为空腔体结构,另一侧端面上设置有螺孔供顶丝(2)自由旋进或旋出;所述空腔体结构与车床卡盘(4)的活动卡爪(3)上的凸块(31)嵌套固定限制周向跳动,所述顶丝(2)旋进将所述圆弧夹具(1)顶紧在凸块(31)上固定限制径向跳动;所述圆弧面结构(m)与待夹持的钛合金薄壁管(5)外壁面周向贴合匹配。2.根据权利要求1所述的一种航空航天级大直径钛合金薄壁管用圆弧组合夹具,其特征在于,所述车床的活动卡爪(3)为三爪结构,所述圆弧夹具(1)为三个组合在一起使用,所述圆弧面结构(m)沿待加工的钛合金薄壁管(5)外壁面周向呈三等分位置设置并包覆贴合加持;所述圆弧夹具(1)在组合使用时所述圆弧面结构(m)相接形成的圆的圆心与待加工钛合金薄壁管(5)的圆心重合。3.根据权利要求1所述的一种航空航天级大直径钛合金薄壁管用圆弧组合夹具,其特征在于,所述车床的活动卡爪(3)为四爪结构,所述圆弧夹具(1)为4个组合一起使用,所述圆弧面结构(m)沿待加工的钛合金薄壁管(5)外壁面周向呈四等分位置设置并包覆贴合加持;所述圆弧夹具(1)在组合使用时所述圆弧面结构(m)相接形成的圆的圆心与待加工的钛合金薄壁管(5)的圆心重合。4.根据权利要求1、2或3所述的一种航空航天级大直径钛合金薄壁管用圆弧组合夹具,其特征在于,所述圆弧夹具(1)的厚度与半径(r)的比例关系为1/5~1/3。5.根据权利要求4所述的一种航空航天级大直径钛合金薄壁管用圆弧组合夹具,其特征在于,所述圆弧面结构(m)通过电火花线切割而成。
技术总结
本发明提供了一种航空航天级大直径钛合金薄壁管用圆弧组合夹具,安装在车床旋转轴上,包括至少有两个圆弧夹具组合使用,所述圆弧夹具的一个侧端面具有凹陷圆弧面结构,中部为空腔体结构,另一侧端面上设置有螺孔;所述空腔体结构与车床卡盘的活动卡爪上的凸块嵌套固定,所述顶丝旋进将所述圆弧夹具顶紧在凸块上固定;所述圆弧面结构与待加工的钛合金薄壁管外壁面周向贴合匹配。本发明能够避免钛合金薄壁管在装夹应力的作用下出现的形变,并避免由于活动卡爪而导致工件的外圆表面产生压痕和压扁变形的问题,在一定尺寸范围内的大直径钛合金薄壁管都具有一定的适用性,进而能够降低超长钛合金薄壁管件的生产成本,并提高生产效率。产效率。产效率。
技术研发人员:张宏丽 李鹏德 唐授忠
受保护的技术使用者:陕西钛博飞特航空制造股份有限公司
技术研发日:2021.10.26
技术公布日:2022/3/21
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。