1.本发明涉及大型一体化接管段整锻成形技术领域,尤其是一种大型一体化接管段整锻多管嘴的成形方法。
背景技术:
2.本发明涉及的大型一体化接管段是核反应堆压力容器的核心部件,其结构包含法兰段、筒体段及多个呈均匀或非均匀分布在法兰段外壁的外伸管嘴,如图1和图2所示,法兰段壁厚比筒体段厚,外形轮廓尺寸超过φ5m
×
5m,属超大型接管段筒体。周向分布的管嘴数量有多个,当相邻管嘴中心线角度相同,即图中∠α=∠β时,呈均匀分布;当相邻管嘴中心线角度不同,即图中∠α≠∠β时,呈非均匀分布。管嘴为空心圆柱形,外径尺寸较大,长度较长。随着核安全等级的提高,改进后的设计要求一体化接管段整锻成形,尤其管嘴应采用仿形锻造以获得良好的沿管嘴长度方向的纤维流向,使得最终产品能够满足严格的质量要求以适应严峻的服役环境。
3.传统的锻造技术将这些管嘴采用环带包络的方式锻造成形,之后利用机械加工去除管嘴之间多余的金属,并加工管嘴至图纸尺寸。采用环带包络的锻造方式得到的锻件形状相对简单,锻造成形难度有所降低,但会存在以下几方面问题:一、不考虑管嘴的接管段筒体基体尺寸规格已属超大,锻造所使用的钢锭规格等级巨大。由于管嘴的长度长,直径大,环带包络锻造则会占用整圈的金属料,使得钢锭等级可能超过设备极限而无法锻造。二、环带包络锻造后,采用机械加工成形管嘴的过程中,会切断管嘴的锻造纤维流向,不利于改善管嘴的机械性能。三、机械加工成形管嘴的加工去除量大,加工周期长。
4.cn105033154a公开了一种带接管和法兰的一体化接管段整体锻造方法,并公开了锻造一体化接管段的模具。该专利通过预制带有中间环带的空心坯料,用三角砧压在管嘴环带位置上,预压凹档,成形管嘴凸台。管嘴凸台截面呈矩形,后续通过机械加工成圆形。预制的中间环带的宽度与管嘴直径相当,环带的高度与管嘴高度相当。管嘴凸台的纤维流向呈筒体圆周方向。
5.cn110090914a公开了一种反应堆压力容器筒体法兰接管段整体锻造成形方法,公开了一种带有四个接管的法兰接管段筒体锻造方法,相近的两管嘴间隙较小,远离的两管嘴间隙较大。该专利通过预制带有中间环带的实心坯料,利用模具分料并沿坯料径向压平管嘴之间较大的间隙,成形接管凸台,最终经过性能热处理后对接管凸台进行机械精加工而的得到接管。该方法适合与管嘴数量较少,管嘴之间间隙较大的结构,对于管嘴数量较多,管嘴之间间隙较小的结构则不合适。
6.cn201810637283公开了一种一体化接管段锻件仿形锻造工艺,成形管嘴坯后,通过机加工的方式将管嘴坯加工为圆形。
7.可见,上述现有技术,均是要通过机加工得到圆形的接管,机加工的去除量大,材料利用率低下,机加工时间长,每次只能加工一两个接管,效率低下,且已经不能满足一体化接管段整锻成形的设计要求。
技术实现要素:
8.本发明所要解决的技术问题是提供一种大型一体化接管段整锻多管嘴的成形方法,可提高材料利用率和锻造效率,并得到余量均匀,流线完整,性能优异的管嘴。
9.本发明解决其技术问题所采用的技术方案是:大型一体化接管段整锻多管嘴的成形方法,包括
10.制备圆柱形的中间坯,中间坯外壁具有用于成形管嘴的环形凸肩;
11.将两圆环形的圈刀套在环形凸肩两侧的坯料上,推动圈刀朝着环形凸肩移动,圈刀的刀刃切入环形凸肩根部;
12.对环形凸肩进行分料,得到多个管嘴坯;
13.利用预成形模具对管嘴坯进行预锻,得到管嘴中间坯;
14.利用终成形模具对管嘴中间坯进行终锻,得到管嘴;
15.机加工管嘴的中心通孔。
16.进一步地,所述预成形模具具有圆形的导向中心孔,且侧面具有预成形腔,预成形腔的数量与管嘴坯的数量相同,预成形腔之间的位置关系与管嘴坯的位置关系对应;预锻时,将两预成形模具套在管嘴坯两侧的坯料上,每个预成形腔对准一管嘴坯,推动两预成形模具朝着管嘴坯移动,预成形腔对管嘴坯进行挤压,得到管嘴中间坯。
17.进一步地,所述终成形模具具有圆形的导向中心孔,且侧面具有断面呈半圆形的终成形腔,终成形腔的直径与管嘴的设计直径一致,终成形腔的数量与管嘴中间坯的数量相同,终成形腔之间的位置关系与管嘴的位置关系对应;终锻时,将两终成形模具套在管嘴中间坯两侧的坯料上,推动两终成形模具朝着管嘴中间坯移动,终成形腔对管嘴中间坯进行挤压,得到管嘴。
18.进一步地,所述预成形腔包括弧形的槽底和弧形的侧壁,槽底的半径大于管嘴的设计半径,所述槽底通过圆弧面与侧壁相连,所述预成形腔的深度大于或等于管嘴的设计半径,预成形腔的槽口宽度大于管嘴的设计直径。
19.进一步地,所述圈刀的刀刃上设置有多个缺口,所述缺口的数量与管嘴的数量相同,且缺口的位置与管嘴之间的空隙位置相对应;使用时,将两圈刀套在环形凸肩两侧的坯料上,两圈刀上的缺口相互对准,推动圈刀朝着环形凸肩移动,圈刀的刀刃切入环形凸肩根部,形成分离槽,缺口处的金属保留并相对于分离槽形成定位凸台;对环形凸肩进行分料时,分料刀对准定位凸台切割环形凸肩,得到多个管嘴坯。
20.进一步地,采用分料刀对环形凸肩进行分料,所述分料刀断面呈三角形,将分料刀对准环形凸肩,分料刀的长度方向为中间坯的轴向,推动分料刀沿着环形凸肩径向移动,对环形凸肩进行切割。
21.进一步地,环形凸肩的高度小于管嘴的设计长度,长度大于管嘴的设计直径。
22.进一步地,所述圈刀的刀刃断面包括直面和斜面,所述直面和斜面通过弧形的过渡面相连,将圈刀套在环形凸肩两侧的坯料上后,刀刃的直面与坯料滑动配合。
23.进一步地,所述中间坯具有中心通孔。
24.进一步地,管嘴预成形和终成形的锻造温度≤1250摄氏度。
25.本发明的有益效果是:
26.1、在锻造时,管嘴坯两侧面的金属向中间流动,逐步呈圆形,高度逐渐增大,先利
用圈刀将环形凸肩两侧根部的金属沿轴向切断,形成环形的分离槽,使得环形凸两侧根部的金属与圆柱形坯料分离,环形凸肩两侧根部与圆柱形坯料相互连接时的作用力消失,即可大幅度减小环形凸肩两侧根部的金属朝着远离圆柱形坯料的方向流动的阻力,锻造时,则可以更加省力地将环形凸肩两侧的材料向中间挤压,从而降低管嘴的成形难度。
27.2、先将环形凸肩两侧根部的金属沿轴向切断,降低管嘴成形阻力,改善管嘴成形效果。
28.3、采用预锻加终锻的成形方式,使管嘴逐步成形,降低成形难度,保证成形精度。
29.4、管嘴通过锻造成形,不需要机加工至圆形,也不需要预留太多的加工余量,提高了生产效率,同时提高了材料的利用率,且防止切断管嘴的锻造纤维流向,保持了纤维流线的完整,保证了管嘴的机械性能。
30.5、一次性可以成形多个管嘴,生产效率高。
附图说明
31.图1是一体化接管段筒体及管嘴零件结构示意图;
32.图2是图1中a-a的剖视示意图;
33.图3是锻件毛坯示意图;
34.图4是图3中a-a的剖视示意图;
35.图5是中间坯示意图;
36.图6是圈刀示意图;
37.图7是圈刀刀刃的断面示意图;
38.图8是分料刀断面示意图;
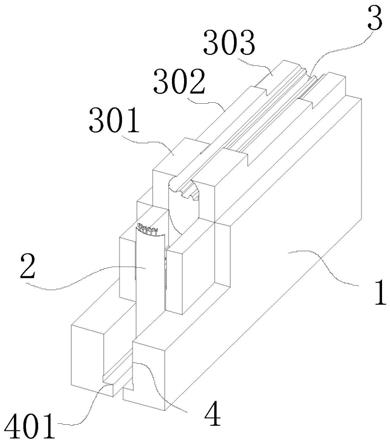
39.图9是预成形模具示意图;
40.图10是终成形模具示意图;
41.图11是圈刀使用示意图;
42.图12是圈刀分离槽后中间坯的俯视示意图;
43.图13是环形凸肩分料后的示意图;
44.图14是预锻示意图;
45.图15是终锻后的示意图。
具体实施方式
46.下面结合附图和实施例对本发明进一步说明。
47.本发明的大型一体化接管段整锻多管嘴的成形方法,包括:
48.根据零件的形状和尺寸确定锻件毛坯的形状和尺寸,设计原则为随形设计,锻件毛坯如图3和图4所示。考虑到管嘴中心孔属于小直径超长孔,工艺性差,不适宜通过锻造成形,优选锻造成实心管嘴后通过机械加工成形。
49.制备圆柱形的中间坯1,中间坯1的主体为圆柱形坯料,如图5所示,中间坯1外壁具有用于成形管嘴的环形凸肩11,圆柱形坯料在后续加工过程中可起到导向的作用。所述中间坯1具有中心通孔,一是可以减小中间坯1的重量,更方便移动、定位、降低设备的负载等,二是可以用于辅助定位。环形凸肩11的高度(即圆周面到圆柱形坯料圆周面的距离)小于管
嘴的设计长度,长度(即两侧面之间的距离)大于管嘴的设计直径,长度和高度应满足合适的比例关系,如长度与高度之比小于或等于5,若比例过大,会导致管嘴严重凹心,甚至变形失稳,无法满足管嘴尺寸要求。环形凸肩11的总体积略大于所有管嘴的体积之和,以保证具有足够的材料成形各个管嘴,同时减少材料的浪费。
50.将两圆环形的圈刀2套在环形凸肩11两侧的坯料上,圈刀2结构如图6所示,推动圈刀2朝着环形凸肩11移动,圈刀2的刀刃21切入环形凸肩11根部,如图11所示,切入深度根据环形凸肩11的长度以及管嘴的设计直径确定,在环形凸肩11两侧面的根部形成分离槽。
51.常规锻造方式都是直接对环形凸肩11进行分料并锻造,由于环形凸肩11两侧面的根部与圆柱形坯料连为一体,两者之间存在很大的结合力,锻造时要将管嘴坯从两侧面朝着中间挤压,管嘴坯两侧面根部会产生很大的阻力,增大了管嘴的成形难度。本发明先利用圈刀2在环形凸肩11两侧面的根部切一个分离槽,将环形凸肩11根部的金属与圆柱形坯料分隔开,消除了环形凸肩11根部的金属与圆柱形坯料之间的结合力,锻造时,环形凸肩11两侧面的金属能够快速朝着中间流动,流动阻力小,降低了锻造难度,可提高锻造效率。此外,锻造时环形凸肩11两侧面根部材料的流动不影响圆柱形坯料,因此保证了圆柱形坯料的尺寸精度以及组织性能。
52.圈刀2的主体呈圆环形,内径略大于圆柱形坯料的外径,所述圈刀2的刀刃21包括直面、斜面和两个端面,如图7所示,所述直面和斜面通过弧形的过渡圆角r相连,将圈刀2套在环形凸肩11两侧的坯料上后,刀刃21的直面与坯料滑动配合。过渡圆角r、直面和斜面之间的夹角a在刀刃满足强度的条件下应尽量小,以减少切断金属时对坯料造成的拉缩,一般取∠a≤45
°
。
53.对环形凸肩11进行分料,得到多个管嘴坯。分料采用分料刀,可采用如图8所示的现有分料刀,分料刀断面呈三角形,将分料刀对准环形凸肩11,分料刀的长度方向为中间坯1的轴向,推动分料刀沿着环形凸肩11径向移动,对环形凸肩11进行切割。分料时,可采用偶数把分料刀进行对称切割分料。分料后,如图13所示,即可将环形凸肩11分割为多个大小相同的管嘴坯,管嘴坯的数量与管嘴的设计数量相同,相邻两管嘴坯之间形成分割槽,如果管嘴是在圆周方向上均匀分布,那么所有的分割槽宽度相同,如果管嘴是在圆周方向上非均匀分布,那么分割槽的宽度要与相邻两管嘴之间的距离相对应。
54.利用预成形模具3对管嘴坯进行预锻,得到管嘴中间坯,预锻前将坯料加热至1250摄氏度。预成形模具3可以是多种形式,如一次性成形1、2或4个管嘴中间坯的模具等,预成形腔31可以是椭圆形等,作为优选的实施方式:如图9所示,所述预成形模具3整体呈圆环形,具有圆形的导向中心孔,导向中心孔的直径略大于圆柱形坯料的外径,使得预成形模具3能够套在圆柱形坯料上并沿着圆柱形坯料轴向滑动。预成形模具3一个侧面具有预成形腔31,预成形腔31的数量与管嘴坯的数量相同,预成形腔31之间的位置关系与管嘴坯的位置关系对应,这样一次性能够成形所有的管嘴中间坯,提高成形效率。预锻时,坯料竖直固定,将两预成形模具3套在管嘴坯两侧的坯料上,每个预成形腔31对准一管嘴坯,如图14所示,推动两预成形模具3朝着管嘴坯移动,两个预成形腔31对管嘴坯进行挤压,管嘴坯上下侧面的材料朝着远离圆柱形坯料的方向流动,管嘴坯的断面面积逐渐减小,管嘴坯的高度逐渐增大,即得到管嘴中间坯。
55.所述预成形腔31包括弧形的槽底和两弧形的侧壁,槽底的半径大于管嘴的设计半
径,所述槽底通过圆弧面与侧壁相连,所述预成形腔31的深度大于或等于管嘴的设计半径,预成形腔31的槽口宽度大于管嘴的设计直径。采用这种结构的预成形腔31,可以将管嘴坯压制成类似于椭圆的形状,以便于通过终锻将管嘴中间坯成形为圆柱形。
56.利用终成形模具4对管嘴中间坯进行终锻,得到管嘴,终锻前将坯料加热至1250摄氏度。终成形模具4可以是多种形式,如一次性成形1、2或4个管嘴的模具等,作为优选的实施方式:如图10所示,所述终成形模具4具有圆形的导向中心孔,导向中心孔的直径略大于圆柱形坯料的外径,使得终成形模具4能够套在圆柱形坯料上并沿着圆柱形坯料轴向滑动。终成形模具4的一侧面具有断面呈半圆形的终成形腔41,终成形腔41的直径与管嘴的设计直径一致,终成形腔41的轴向长度大于管嘴的设计高度,终成形腔41的数量与管嘴中间坯的数量相同,终成形腔41之间的位置关系与管嘴的位置关系对应,这样一次性能够成形所有的管嘴,提高成形效率,且保证管嘴的角度精度。终锻时,将坯料竖直固定,两终成形模具4套在管嘴中间坯两侧的坯料上,推动两终成形模具4朝着管嘴中间坯移动,终成形腔41对管嘴中间坯进行挤压,得到圆柱形的管嘴。在终成形模具4的约束条件下,管嘴角度自然达到成品要求,且角度精确。
57.管嘴全部成形后,如图15所示,机加工管嘴的中心通孔。
58.上述过程中,圈刀2包括圆环形的主体,刀刃21设置在主体的一端个面上,如图6所示。
59.在对环形凸肩11进行分料时,为了保证得到的每个管嘴坯的尺寸一致,需要准确确定分料的位置,现有技术中通过测量来确定分料位置,由于坯料尺寸和重量大,这种方式操作麻烦,效率低下,且存在测量误差,因此导致管嘴坯的尺寸难以保持一致,可能影响最终的管嘴成形精度。为了解决这一问题,本发明的圈刀2的刀刃21上设置有多个缺口22,缺口22可以是圆形缺口,所述缺口22的数量与管嘴的数量相同,且缺口22的位置与管嘴之间的空隙位置相对应。使用时,将两圈刀2套在环形凸肩11两侧的坯料上,两圈刀2上的缺口22相互对准,推动圈刀2朝着环形凸肩11移动,圈刀2的刀刃21切入环形凸肩11根部,形成分离槽,但缺口22处的金属保留并相对于分离槽形成定位凸台23,如图12所示;对环形凸肩11进行分料时,分料刀对准定位凸台23切割环形凸肩11,得到多个管嘴坯。
60.由于圈刀2的重量和体积相对于坯料来说很小,可以方便地在刀刃21上加工多个缺口22,且能够保证缺口22的位置精度和尺寸精度,在缺口22处形成的定位凸台23即可作为分料刀的定位基准,使用时,只需要使分料刀对准定位凸台23,即可确保分料位置的准确性。与现有技术相比,本发明保证了分料位置的准确性,且由于将用于形成定位基准(定位凸台23)的结构(缺口22)设置在圈刀2的刀刃21上,圈刀2对环形凸肩11的根部进行切割时自动形成定位基,不需要额外的加工步骤,保持了生产工艺的简洁,不影响生产效率。
61.本发明采用预锻加终锻的成形方式,使管嘴逐步成形,降低成形难度,保证成形精度。管嘴通过锻造成形,不需要机加工至圆形,也不需要预留太多的加工余量,提高了生产效率,同时提高了材料的利用率,且防止切断管嘴的锻造纤维流向,保持了纤维流线的完整,保证了管嘴的机械性能。此外,一次性可以成形多个管嘴,生产效率高。
62.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。