1.本发明属于电池制造领域,具体涉及一种锂离子电池用的方形圆柱外壳制作方法。
背景技术:
2.目前随着新能源产业链的高速发展,传统电池也逐渐多样化和大众化。现有的电池目前可以划分为动力电池和储能电池,随着电池新能源行业的跨越式增长,电池也逐渐贴近民众的生活,人们对电池的要求也相应的得到提高,其中锂电池的能量密度、使用寿命、应对极端环境的稳定性、使用中的安全性、可靠性等也成为人们日益关注的焦点。
3.为了满足锂电池的能量密度、使用寿命、电池的安全性和可靠性,方形圆柱电池应运而生,方形圆柱电池的外壳采用方型长条结构(如图2所示),电池内部的中心管及外壳上的正负极组件接口则采用圆柱型结构;使得方形圆柱电池的外壳即兼顾了圆柱、方形电池的特点,也使电池的内部预留了更多的空间存储电解液并解决了电池内部产生的气体等问题。最终增强了电池的循环使用寿命,同时也提高了锂电池的内部能量密度。
4.目前方形圆柱外壳体的制作方法由机加制作法和拉伸制作法两种。其中机加制作法的优势为方形圆柱壳体的尺寸公差能够得到精准控制,且柱壳体的外观较好,其缺点在于加工成本较高,制作时间长且效率低,工序复杂对加工技术的依赖较高;拉伸制作法的优势为方形圆柱壳体的加工效率高、成本低、加工工序简单且对加工技术的依赖性不高,其缺点在于壳体的最终尺寸公差不够精准,壳体的外观较差。因此,如何将两种方法中的优缺点相结合是目前急需解决的难点之一。
技术实现要素:
5.本发明的目的是解决上述问题,提供一种锂离子电池用的方形圆柱外壳制作方法,该方法能够结合机加制作法和拉伸制作法,使方形圆柱外壳体的产品性能能够得到有效的提升,其加工方法简单高效,适用于新型方形圆柱锂电池的量产工作。
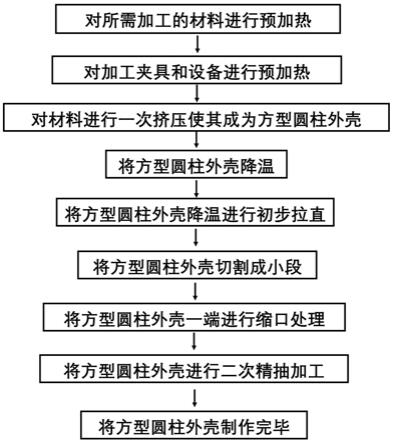
6.本发明的技术方案是锂离子电池用的方形圆柱外壳制作方法,包括以下步骤,步骤1:对所需加工的材料进行预热,使其达到加工所需的温度;步骤2:对加工的夹具和挤压设备进行预热,使夹具和挤压设备的温度接近步骤1中被加工的材料温度;步骤3:将材料和夹具装置于挤压设备上并对材料进行挤压,使被加工的材料定型成为方型圆柱形状;步骤4:将成型的方型圆柱外壳降温冷却;步骤5:将步骤4中冷却过后的方型圆柱外壳拉直;步骤6:将步骤5中拉直后的方型圆柱外壳切割成小段;步骤7:将步骤6中小段方型圆柱外壳的一端进行缩口,再将拉力机固定在缩口端并向外进行精抽,使方型圆柱外壳的尺寸规格达到最终所需标准。
3003金属圆棒定型成方型圆柱形状。
19.步骤4:将成型的方型圆柱外壳在常温环境中静置3min,使方型圆柱外壳的内部温度接近于常温。
20.步骤5:将步骤4得到的方型圆柱外壳放置在拉直机上进行初步拉直,拉直机输出拉力值设置为420n,拉直机将方型圆柱外壳拉直后保持拉力3s,直至方型圆柱外壳成为16m的长条形状,卸除拉力后方型圆柱外壳保持平直且不发生反向变形。
21.步骤6:将16m的长条形方型圆柱外壳切割成小段,每小段方型圆柱外壳的长度为2m。
22.步骤7:将小段方型圆柱外壳的一端用缩口机进行缩口,缩口完成后将小段方型圆柱外壳再次放置到拉力机中,将拉力机的夹头放置在方型圆柱外壳内并使其卡接在缩口端处,启动拉力机并对方型圆柱外壳进行二次精抽,精抽的过程中拉力机的输出拉力值设置为900n,当方型圆柱外壳的最终尺寸达到加工需求后保持拉力2s,直至方型圆柱外壳不再反向变形。
23.上面结合附图对本发明的实施进行了描述,但是本发明并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本发明的启示下,在不脱离本发明宗旨和权利要求所保护的范围情况下,还可以做出很多形式,这些均属于本发明的保护之内。
技术特征:
1.一种锂离子电池用的方形圆柱外壳制作方法,其特征在于,包括以下步骤,步骤1:对所需加工的材料进行预热,使其达到加工所需的温度;步骤2:对加工的夹具和挤压设备进行预热,使夹具和挤压设备的温度接近步骤1中被加工的材料温度;步骤3:将材料和夹具装置于挤压设备上并对材料进行挤压,使被加工的材料定型成为方型圆柱形状;步骤4:将成型的方型圆柱外壳降温冷却;步骤5:将步骤4中冷却过后的方型圆柱外壳拉直;步骤6:将步骤5中拉直后的方型圆柱外壳切割成小段;步骤7:将步骤6中小段方型圆柱外壳的一端进行缩口,再将拉力机固定在缩口端并向外进行精抽,使方型圆柱外壳的尺寸规格达到最终所需标准。2.根据权利要求1所述的锂离子电池用的方形圆柱外壳制作方法,其特征在于:步骤1中,所加工的材料为ai3003型的金属圆棒,材料的预热温度控制在480~520℃,预热时间控制在3~4h。3.根据权利要求1所述的锂离子电池用的方形圆柱外壳制作方法,其特征在于:步骤2中,对加工的夹具预热温度设置在400~420℃之间,预热时间为2~3h;对挤压设备的预热温度设置在380~400℃之间,预热时间为45~60min;夹具和挤压设备最终的预热温度必须接近所加工的材料的温度,以防止材料在步骤3挤压的过程中由于温度不匹配而出现异常情况。4.根据权利要求1所述的锂离子电池用的方形圆柱外壳制作方法,其特征在于:步骤3和4中,挤压材料时所采用的压力机输出压力控制在180~200pa之间,挤压速度控制在3.2~4mm/s之间,挤压完成后的冷却时间设置在2~3min之间。5.根据权利要求1所述的锂离子电池用的方形圆柱外壳制作方法,其特征在于:步骤5中,对方型圆柱外壳进行拉直的拉直机输出拉力设置在400~500n之间,拉直持续时间控制在2~3s内以防止方型圆柱外壳发生反向变形。6.根据权利要求1所述的锂离子电池用的方形圆柱外壳制作方法,其特征在于:步骤6中,为防止方型圆柱外壳在后续运输和加工中发生弯折,需将其切割成2~3m的小段。7.根据权利要求1所述的锂离子电池用的方形圆柱外壳制作方法,其特征在于:步骤7中,对方型圆柱外壳的一端进行缩口的目的是为了让精抽夹具的模具头固定在方型圆柱外壳的端口处,以便后续对方型圆柱外壳向外进行精抽。8.根据权利要求7所述的锂离子电池用的方形圆柱外壳制作方法,其特征在于:方型圆柱外壳精抽时所用的拉力机输出拉力控制在880~1000n之间,精抽持续时间控制在2s左右,以防止方型圆柱外壳成型后发生反向变形。
技术总结
一种锂离子电池用的方形圆柱外壳制作方法,其步骤为对所需加工的材料进行预加热,对加工的夹具和设备进行预加热,对材料进行一次挤压使其成为方型圆柱外壳,将方型圆柱外壳降温,将方型圆柱外壳进行初步拉直,将方型圆柱外壳切割成小段,将方型圆柱外壳的一端进行缩口处理,将方型圆柱外壳进行二次精抽加工;本发明能够结合机加制作法和拉伸制作法,使方形圆柱外壳体的产品性能能够得到有效的提升,其加工方法简单高效,适用于新型方形圆柱锂电池的量产工作。的量产工作。的量产工作。
技术研发人员:高峰 陈雨 张要枫 赵冬梅
受保护的技术使用者:湖北钛时代新能源有限公司
技术研发日:2021.11.09
技术公布日:2022/3/21
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。