1.本实用新型属于粉末冶金成型模具技术领域,特别涉及一种粉末冶金轴套等静压成型模具。
背景技术:
2.等静压成型是粉末冶金工艺中重要的一种成型方式,其中冷等静压制是在室温下压制,液体为压力的传递媒介,即将粉体装入弹性模具内,再将弹性模具置于钢体密封容器内,用高压泵将液体压入容器,利用液体均匀传递压力的特性,使弹性模具内的粉末体均匀受压。因此,冷等静压制压的坯体密度高且均匀,力学性能好,适于对尺寸大且形状复杂的坯体进行压制。
3.现有技术中,粉末冶金轴套的冷等静压模具,胶套与模具内芯和端面采用铁线密封,由于铁线密封为线密封,密封效果不好,经常造成漏水的情况,会导致原料粉需要二次加工或原料粉直接废弃的情况;同时,由于生产过程中每压一个坯料都需要更换和紧固一次铁线,胶套会受到铁线的多次紧固挤压而损坏废弃,需要更换新的胶套,从而增加了生产成本;而且铁线密封方式安装和分解都比较繁琐,导致生产效率低,影响批量生产的效率,增加了生产工时。
4.申请号为cn201520838865.5的实用新型公开了一种等静压成型模具保型装置,该实用新型所要解决的技术问题是提供一种能对型腔稳定保型的等静压成型模具保型装置,为实现上述目的,该实用新型主要是提供了一种等静压成型模具保型装置,包括有等静压成型模具的模具体,模具体包括带有内腔的弹性包套和位于弹性包套内腔的芯模,保型装置与模具体连接,其中,保型装置包括有在模具体同一轴侧同时与弹性包套的外壁、内壁和芯模相接触的支撑部。但是,该实用新型仅解决了轴端定位的技术问题,没有解决胶套与模具内芯和端面的密封问题。
技术实现要素:
5.本实用新型所要解决的技术问题是克服现有技术的不足之处,提供即可以提高胶套与模具内芯和端面的密封效果,同时也可以解决原有结构对胶套造成的损害的问题,降低生产成本,提高生产效率的一种粉末冶金轴套等静压成型模具。
6.本实用新型采用的技术方案包括内芯、外套、胶套和胶塞,所述内芯为五节阶梯形结构,在第三节圆柱体上加工有第二螺纹,在第四节加工有第一锥面;在第二螺纹上螺纹连接有压紧螺母,在所述外套第二节上端外径加工有第五螺纹,在外套第二节上端内径加工有第三锥面,在内芯的第一锥面与压紧螺母的第二锥面锥面之间安装胶套,胶套的上端外径与外套第二节上端内径加工的第三锥面贴合,在外套第二节上端外径加工的第五螺纹螺纹连接有压盖。
7.所述压紧螺母为圆环结构,在压紧螺母的圆环内径上部加工第二锥面,在圆环内径下部加工有第三螺纹,所述内芯与压紧螺母通过第二螺纹与第三螺纹螺纹连接,在压紧
螺母的圆环外径加工有径向的紧固孔。
8.在所述压盖上端面安装有吊环。
9.与现有技术相比,本实用新型的有益效果为:
10.(1)本实用新型通过将原有两端铁线密封的结构改为上下锥面密封的结构,将原有的线密封结构改为面密封结构,通过对胶套的上部和下部的密封,以及工作时粉料与外套从内外两个方向将胶套压紧,对胶套起到支撑的作用,从而提高了胶套与模具内芯和端面的密封效果,有效地避免了渗漏的发生,避免了贵重粉末的废弃,节约了生产成本。
11.(2)本实用新型通过面密封的结构,解决了由于生产过程中每加工一个工件都需要更换和紧固一次铁线,胶套局部会受到铁线的多次紧固挤压而损坏废弃的问题,提高了胶套的使用寿命,降低了生产成本。
12.(3)本实用新型通过结构优化,在连续使用的情况下,每次只需要将压盖取下和取出胶塞即可实现装粉和脱模的过程,减少了生产工时,加快了生产节拍,提高了生产效率。
附图说明
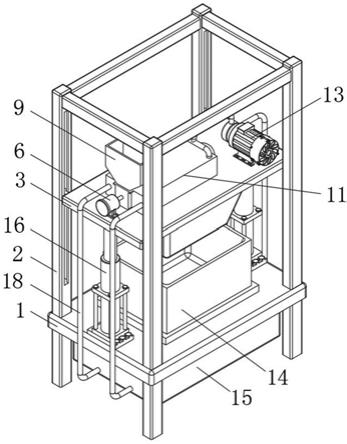
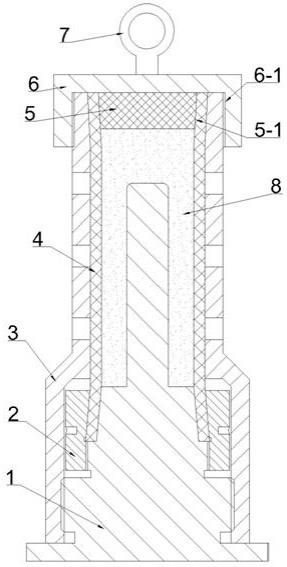
13.图1是本实用新型的结构示意图;
14.图2是本实用新型内芯结构示意图;
15.图3是本实用新型压紧螺母结构示意图;
16.图4是本实用新型外套结构示意图图。
17.图中:
18.1.内芯,
19.1-1.第一螺纹,1-2.第二螺纹,1-3.第一锥面,
20.2.压紧螺母,
21.2-1.第三螺纹,2-2.第二锥面,2-3.紧固孔,
22.3.外套;
23.3-1.第四螺纹,3-2.液体孔,3-3.第五螺纹,3-4.第三锥面,
24.4.胶套;
25.5.胶塞;5-1.第四锥面,
26.6.压盖;6-1.第六螺纹,
27.7.吊环;
28.8.粉料。
具体实施方式
29.下面结合附图提供本实用新型的具体实施方式。
30.如图1所示,本实用新型采用的技术方案包括内芯1、压紧螺母2、外套3、胶套4、胶塞5、压盖6和吊环7;
31.如图1和图2所示,所述内芯1为五节阶梯形结构,在第二节圆柱体上加工有第一螺纹1-1,在第三节圆柱体上加工有第二螺纹1-2,第四节加工有第一锥面1-3;
32.如图1和图3所示,所述压紧螺母2为圆环结构,在压紧螺母2的圆环内径上部加工有第二锥面2-2,在圆环内径下部加工有第三螺纹2-1,在压紧螺母2的圆环外径加工有径向
的紧固孔2-3;
33.如图1和图4所示,为了减重,所述外套3为阶梯形圆套结构,在外套3第一节下端内径加工有第四螺纹3-1,在外套3第二节上端外径加工有第五螺纹3-3,在外套3第二节上端内径加工有第三锥面3-4,在外套3第二节上加工有
34.多个液体孔3-2;
35.如图1所示,组装时,所述内芯1与压紧螺母2通过第二螺纹1-2与第三螺纹2-1螺纹连接;在内芯1的第一锥面1-3与压紧螺母2的第二锥面2-2锥面之间安装胶套4,当压紧螺母2的螺纹旋合时,内芯1的第一锥面1-3与压紧螺母2的第二锥面2-2锥面之间的间隙开始减少,压紧胶套4的下部,对胶套4的下部起到密封作用;所述外套3与内芯1通过第四螺纹3-1与第一螺纹1-1螺纹连接,使得外套3第二节内径与胶套4外径紧密贴合,在将粉料8装入胶套4内后,粉料8与外套3从内外两个方向将胶套4压紧,从而对胶套4的起到支撑的作用;在胶套4的上端内径安装胶塞5,胶塞5的外径加工有第四锥面5-1;胶套4的上端外径与外套3第二节上端内径加工的第三锥面3-4贴合,从而将胶套4固定在第三锥面3-4与第四锥面5-1之间,在外套3第二节上端外径加工的第五螺纹3-3与压盖6上加工的第六螺纹6-1螺纹连接,旋紧压盖6后,压盖6压紧胶塞5,胶塞5的第四锥面5-1向下运动,与外套3第三锥面3-4配合压紧胶套4的上端外径,对胶套4的上部起到密封作用;在压盖6上端面安装吊环7,便于模具的吊运和安放。
36.当等静压压制时,液体从在胶套4外径加工的液体孔3-2进入外套3内部,并作用在胶套4的外径,从而实现对粉料8的压制。待压制结束以后,先取下压盖6,然后取出胶塞5,粉料8由于压制成坯料后产生收缩,倒置模具,即可将压制成型的坯料取出,进行后续的加工或烧结。
技术特征:
1.一种粉末冶金轴套等静压成型模具,包括内芯(1)、外套(3)、胶套(4)和胶塞(5),其特征在于,所述内芯(1)为五节阶梯形结构,在第三节圆柱体上加工有第二螺纹(1-2),在第四节加工有第一锥面(1-3);在第二螺纹(1-2)上螺纹连接有压紧螺母(2),在所述外套(3)第二节上端外径加工有第五螺纹(3-3),在外套(3)第二节上端内径加工有第三锥面(3-4),在内芯(1)的第一锥面(1-3)与压紧螺母(2)的第二锥面(2-2)锥面之间安装胶套(4),胶套(4)的上端外径与外套(3)第二节上端内径加工的第三锥面(3-4)贴合,在外套(3)第二节上端外径加工的第五螺纹(3-3)螺纹连接有压盖(6)。2.根据权利要求1所述的一种粉末冶金轴套等静压成型模具,其特征在于,所述压紧螺母(2)为圆环结构,在压紧螺母(2)的圆环内径上部加工第二锥面(2-2),在圆环内径下部加工有第三螺纹(2-1),所述内芯(1)与压紧螺母(2)通过第二螺纹(1-2)与第三螺纹(2-1)螺纹连接,在压紧螺母(2)的圆环外径加工有径向的紧固孔(2-3)。3.根据权利要求1所述的一种粉末冶金轴套等静压成型模具,其特征在于,在所述压盖(6)上端面安装有吊环(7)。
技术总结
一种粉末冶金轴套等静压成型模具,属于粉末冶金成型模具技术领域,克服了现有技术密封效果差,造成漏水,导致原料粉废弃以及胶套会受到铁线的多次紧固挤压而损坏,增加了生产成本和生产效率低的问题,特征是在内芯第三节圆柱体上加工有第二螺纹,在内芯第四节加工有第一锥面;在第二螺纹上螺纹连接有压紧螺母,在外套第二节上端外径加工有第五螺纹,在外套第二节上端内径加工有第三锥面,在外套第二节上端外径加工的第五螺纹螺纹连接有压盖,有益效果是,提高了胶套与模具内芯和端面的密封效果,有效地避免了渗漏的发生,从而避免贵重粉末的废弃,节约了生产成本,提高了胶套的使用寿命,减少了生产工时,加快了生产节拍,提高了生产效率。生产效率。生产效率。
技术研发人员:柳天聪 徐洋洋
受保护的技术使用者:沈阳拓普新材料有限公司
技术研发日:2021.11.02
技术公布日:2022/3/19
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。