1.本公开的实施例总体上涉及个人防护设备,并且更具体地,涉及具有改进的耐磨性、耐切割性的薄涂覆的支撑手套及其制造方法。
背景技术:
2.手套通常用于许多行业,例如建筑、工业和医疗以及家庭,以保护使用者的手免受磨损、冲击和物理伤害。支撑手套是具有织物衬里的手套,该织物衬里至少部分地涂覆有涂层,例如聚合物涂层。支撑手套结合了耐用性和相对舒适性。
3.许多这样的手套包括聚合物材料作为涂层,例如合成或天然乳胶或其他弹性体,例如丁腈橡胶和聚氯丁橡胶。一些手套具有发泡聚合物涂层以赋予柔性和其他与舒适性相关的性能。然而,一直需要薄柔性手套,其单独地或与耐磨性结合地具有增加的耐切割性,特别是当包括发泡涂层时,以在使用期间和特别是在长期使用期间最小化破裂,同时保持柔性和舒适性。
4.一些制造的手套包括织物衬里,该织物衬里包括金属纤维或金属纱线。然而,织物衬里中包含金属纤维或纱线会有问题地降低手套的柔性和施加到织物衬里上的涂层材料的抗粘附性。涂层对织物衬里的不良粘附性降低了手套的整体耐用性,降低了耐切割性和耐磨性。为了获得坚固的粘合性,聚合物涂层的性能必须与针织衬里的性能相平衡。由于较细纱线的较小直径和与之一起使用的较小针,针织物的间隙可能变得过密,从而限制聚合物涂层的渗入(penetration),导致较差的粘合性。相反,如果空隙太开放,这当用较大的针针织小直径纱线时也是可能的,则聚合物涂层将完全渗入制品,限制柔性,并导致用户不舒服的透胶。
5.因此,一直需要一种用薄涂层织物衬里形成的手套,该手套具有耐磨性和耐切割性,以及生产这种耐用手套的方法。
技术实现要素:
6.基本上如在本文的至少一个附图中所示和/或结合本文的至少一个附图所描述的,耐磨且耐切割涂层和涂覆手套以及用于制造耐磨且耐切割的发泡或非发泡涂层和涂覆手套的方法在权利要求书中更完整地得到公开。通过以下描述和附图,将更充分地理解本发明的各种优点和特征。
7.本文提供了用于薄涂覆的支撑手套的方法和装置。在一些实施例中,一种薄涂覆的支撑手套包括:薄针织衬里,所述薄针织衬里包括多个手指部件、拇指部件、手背部件和手掌部件,其中,所述薄针织衬里包含包覆纱线,所述包覆纱线包含直径为约25-35微米(例如约28-约32微米)的钨芯、布置在所述钨芯上的聚酰胺缠绕纱线、以及布置在所述聚酰胺缠绕纱线上的高性能聚乙烯缠绕纱线,其中所述包覆纱线为350旦尼尔以下;第二纱线,其中,所述第二纱线是115旦尼尔以下的混纺纱线;以及粘附到所述薄针织衬里的薄聚合物涂层。
8.在实施例中,针织是单针织。在实施例中,针织物的光滑侧朝向使用者的手(内侧)。在实施例中,单针织是平纹针织物、法式毛圈、运动衫绒头织物、鸳鸯布等。通常,关于手套的性质的各种叙述与袖口区域无关。例如,其针织风格可能不同。例如,在手套的主体是单针织的情况下,袖口可以例如是双针织的,或以不同风格针织的。
9.在一些实施例中,提供了一种用于制造薄涂覆的支撑手套的方法,该方法包括:将21至28号针织物衬里(通常21至23号,例如21号(即,每英寸21针))修整在手形成形器上;将水性凝固剂溶液施加到21号针织衬里;将所述21号针织衬里浸到聚合物乳液中,其中所述聚合物乳液为约60至约100份/百份(phr)腈-丁二烯(nbr)聚合物配方,在所述针织衬里上形成聚合物涂层;以及固化所述聚合物涂层以形成薄涂覆的支撑手套,其中,所述21号针织衬里包括多个手指部件、拇指部件、手背部件和手掌部件,其中,所述21号针织衬里包含包覆纱线,所述包覆纱线包含直径为约25-35微米的钨芯、布置在所述钨芯上的聚酰胺缠绕纱线、以及布置在所述聚酰胺缠绕纱线上的高性能聚乙烯缠绕纱线,其中包覆纱线为350旦尼尔以下。在实施例中,所述水性凝结剂溶液包括40重量%以下的弱酸。
10.在实施例中,所述聚合物乳液为约70至约100份,或约80至约100份,或约90至约100份,或约100份nbr。第二聚合物可以是例如天然橡胶、合成聚异戊二烯、苯乙烯-丁二烯、羧基化或非羧基化的10丙烯腈-丁二烯、聚氯丁二烯、聚丙烯酸、丁基橡胶或水基聚氨酯(聚酯基或聚醚基)或其组合。
11.在一些实施例中,一种薄涂覆的支撑手套包括:21号针织衬里,其包括多个手指部件、拇指部件、手背部件和手掌部件,其中,所述21号针织衬里包含包覆纱线,所述包覆纱线包含直径为约25-35微米的钨芯、布置在钨芯上的聚酰胺缠绕纱线、以及布置在聚酰胺缠绕纱线上的高性能聚乙烯缠绕纱线,其中所述包覆纱线为350旦尼尔以下;115旦尼尔以下的第二纱线,所述第二纱线包含尼龙和氨纶;以及粘附到所述21号针织物衬里的薄聚合物涂层。
12.前述概述并非旨在且不应被认为是描述本公开的每一实施例或每一实施方式。下面描述本公开范围内的其他和另外实施例。
附图说明
13.可以通过参照实施例,以能够详细理解本发明的上述特征的方式,对上文简要概括的本发明进行更具体的描述,在附图中例示了其中的一些实施例。然而,应当注意,附图仅示出了本发明的示例性实施例,因此不应被认为是对其范围的限制,因为本发明可以允许其他同样有效的实施例。应当理解,一个实施例的元件和特征可以在其他实施例中,而无需进一步叙述。还应理解的是,在可能的情况下,相同的附图标记已用于指示附图所共有的类似元件。
14.图1示出了根据本公开的实施例的第一包覆纱线的图;
15.图2示出了根据本公开的实施例的第二纱线的图;
16.图3示出了根据本公开的实施例的薄针织衬里的图;
17.图4示出了根据本公开的实施例的具有布置在薄针织衬里上的薄涂层的薄针织衬里的图,该薄针织衬里形成轻质薄支撑手套;以及
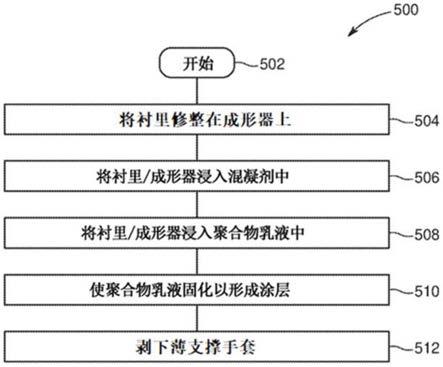
18.图5示出了根据本公开的实施例的用于制造薄涂覆的支撑手套的方法。
具体实施方式
19.本公开的实施例包括手套、涂层和用于制造耐用手套和涂层的方法,所述耐用手套和涂层具有改进的物理性能,特别是耐磨和耐切割性能,同时保持非常薄和柔性的手套以提高使用期间的灵活性。本文公开的手套具有极大改善的耐切割性以及增加的耐磨性。例如,根据本公开的实施例制造的胶乳、聚合物或弹性体涂层以及涂覆的手套能够达到ansi标准a5、a6或a7耐切割性,并且可以包括浸入发泡或非发泡薄聚合物(例如,水基)涂层中的21号钨无缝衬里,从而得到薄的、耐用的、支撑的手套。在一些实施例中,手套可以是透气的。此外,根据本发明实施例的手套已经达到至少ansi标准a5耐切割性,同时达到en级4的耐磨性。
[0020]“薄”聚合物涂层是相对于加到薄衬里上的厚度测量的。“薄”衬里是厚度为约0.4mm至约0.8mm,例如约0.5mm至约0.8mm的衬里。“薄”聚合物涂层是这样一种涂层,其与薄衬里的组合厚度为约0.7mm至约1.2mm,例如约0.8mm至约1.2mm。本文中提及的“手套”厚度是指在涂覆区域中手套的厚度。
[0021]
图1示出了适于根据本公开的实施例使用的第一包覆纱线100的图。在一些实施例中,第一包覆纱线100包含钨芯102。在一些实施例中,钨芯102是纯钨或基本上纯钨的线或细丝。在实施例中,钨芯102可以掺杂或掺杂有诸如金属或碳的附加材料。在一些实施例中,钨芯102具有约25-35微米或27-33微米的直径。在一些实施例中,钨芯102在钨芯的总长度上具有约30微米的直径,例如29微米、30微米或31微米。在一些实施例中,钨芯102的特征在于由具有足以被编织的柔性的薄拉拔钨制成的金属化细丝。在一些实施例中,钨芯102具有足以形成纱线(例如适于形成根据本公开的织物衬里的纱线)的总长度的长度。在一些实施例中,钨芯102具有100至1000米的长度。在一些实施例中,钨芯102具有足以形成薄针织衬里(例如,根据图3的针织衬里300)的长度。
[0022]
在一些实施例中,如图1所示,至少一个第一缠绕纱线104(例如聚酰胺缠绕纱线)布置在钨芯102上,覆盖钨芯102。在实施例中,至少一个第一包裹纱104是40-70旦尼尔纱线,例如20-50旦尼尔纱线。在一些实施例中,至少一个第一缠绕纱线104是尼龙纱线。用于本文的合适尼龙纱线的非限制性实例包括尼龙6或尼龙6,6纱线,并且可以是例如40-70旦尼尔纱线,例如20-50旦尼尔纱线。在一些实施例中,本公开包括单根包覆纱线,例如,其中钨芯102覆盖有一根第一缠绕纱线,例如具有聚酰胺或尼龙组合物的第一缠绕纱线104。在一些实施例中,所述至少一个第一缠绕纱线104具有足以缠绕并覆盖钨芯102长度的长度。在一些实施例中,所述至少一个第一缠绕纱线104是具有纹理的聚酰胺缠绕纱线。
[0023]
在一些实施例中,如图1所示,本公开包括双包覆纱线,例如,其中钨芯102覆盖有一个第一缠绕纱线,例如具有聚酰胺或尼龙组合物的第一缠绕纱线104,其中第二缠绕纱线106布置在第一缠绕纱线104上。在一些实施例中,第二缠绕纱线106在与第一缠绕纱线104的缠绕方向相反的方向上缠绕。在根据本公开的至少一个实施例中,第二缠绕纱线106是围绕至少一个第一缠绕纱线104缠绕的高性能聚乙烯(hppe)纱线,例如以s或z缠绕构造缠绕。在根据本发明的一些实施例中,包覆纱线100包括完全包覆第一缠绕纱线104的第二缠绕纱线106。在一些实施例中,第二缠绕纱线106例如是20-100旦尼尔纱线、20-50旦尼尔纱线或50-100旦尼尔纱线。
[0024]
在实施例中,具有钨芯102、至少一个第一缠绕纱线104和第二缠绕纱线106的第一
包覆纱线100的总旦尼尔为约350旦尼尔以下,或在约320旦尼尔和约350旦尼尔之间,或在约330旦尼尔和约350旦尼尔之间,或约350旦尼尔,或350旦尼尔。在实施例中,第一包覆纱线100的总旦尼尔适合于与针织机上的21号针一起使用。
[0025]
根据本公开的实施例还包括纱线,其中,第一包覆纱线100可进一步包括聚酯纱线、长丝、短纤维等、附加的高性能聚乙烯(hppe)或超高分子量聚乙烯(uhmwpe)纱线、长丝、短纤维等、玻璃纤维、钢纱线和本领域技术人员已知的其他纤维和长丝。
[0026]
在一些实施例中,第一包覆纱线100包含占总包覆纱线的约30%至约50%重量或总包覆纱线的约35%至约45%重量的量的钨、占总包覆纱线的约40%至约50%重量的量的聚酰胺、以及占总包覆纱线的约10%至约20%重量的量的高性能聚乙烯。在一些实施例中,第一包覆纱线100包含占总包覆纱线的的约38%至约42%重量的量的钨、占总包覆纱线的约42%至约46%重量的量的聚酰胺、以及占总包覆纱线的约14%至约18%重量的量的高性能聚乙烯。在一些实施例中,第一包覆纱线100包含占总包覆纱线的约40%重量的量的钨、占总包覆纱线的约44%重量的量的聚酰胺、以及占总包覆纱线的约16%重量的量的高性能聚乙烯。
[0027]
在一些实施例中,第一包覆纱线100包含直径为约25-35微米的钨芯、布置在钨芯上的聚酰胺缠绕纱线、以及布置在聚酰胺缠绕纱线上的高性能聚乙烯缠绕纱线,其中包覆纱线为350旦尼尔以下,或在约320至约350旦尼尔之间。
[0028]
在一些实施例中,第一包覆纱线100包含钨芯、布置在钨芯上的聚酰胺缠绕纱线、以及布置在聚酰胺缠绕纱线上的高性能聚乙烯缠绕纱线,所述钨芯在钨芯的整个长度上具有约30微米的直径,例如29微米、30微米或31微米,其中包覆纱线100为约350旦尼尔以下,例如,例如约320至约350旦尼尔。
[0029]
图2示出了根据本公开的实施例的第二包覆纱线200的图。在实施例中,第二包覆纱线200包含芯纱202和包覆芯纱202的混纺纱线204。在根据本公开的至少一个实施例中,芯纱202是弹性纱线,例如弹性纱线和/或聚酯纱线,例如或氨纶。芯纱202可以是例如20-80、40-70,例如70旦尼尔的纱线。此外,在根据本公开的至少一个实施例中,混纺纱线204是尼龙或聚酰胺纱线,例如尼龙6或尼龙6,6纱(也表示为尼龙66)。在根据本公开的至少一个实施例中,混纺纱线204是约30至约50旦尼尔的纱线,例如40旦尼尔的纱线。在一些实施例中,一些实施例中的第二包覆纱线200的总旦尼尔可以约为115旦尼尔。在实施例中,第二包覆纱线200包括混纺纱线204和芯纱202,所述混纺纱线204包含或由约40旦尼尔以下的聚酰胺纱线(例如约30至约45旦尼尔或50旦尼尔)组成,所述芯纱202包含或由约70旦尼尔以下(例如约60至约70旦尼尔)的聚醚-聚脲共聚物纱线组成。在一些实施例中,第二纱线为约115旦尼尔以下,或在约105旦尼尔至约115旦尼尔之间。在实施例中,第二纱线具有适于在21号针中使用的总旦尼尔。
[0030]
根据本公开的实施例还包括纱线,其中第二包覆纱线可进一步包括聚酯纱线、长丝、短纤维等。根据本公开的实施例还包括纱线,例如高性能聚乙烯(hppe)或超高分子量聚乙烯(uhmwpe)纱线、长丝、短纤维等。根据本公开的实施例还包括对芳族聚酰胺和/或间芳族聚酰胺纱线、纤维和/或长丝。本文考虑的任何纱线可以包括玻璃纤维、钢纱线、陶瓷纤维和本领域技术人员已知的其他纤维和长丝。
[0031]
在一些实施例中,第一包覆纱线100和/或第二包覆纱线200具有适于使用21号针
针织的厚度。在实施例中,第一包覆纱线和第二包覆纱线单独地或组合地具有适于插入针织机中并用于针织机中的厚度。
[0032]
图3示出了根据本公开的实施例的薄针织衬里300的图。在实施例中,薄针织衬里300包括拇指302、食指304、中指306、无名指308、小指310、指节区域312,以及可选地,袖口区域314和/或卷边316。薄针织衬里300还包括开口318,用于穿着者穿上薄针织衬里300或用于将薄针织衬里放置在成形器上以用于随后的涂覆,如本文所述。应当理解,薄针织衬里300还可以包括在该视图中未示出的手掌区域。在实施例中,薄针织衬里300是使用针织机针织的。薄针织衬里300使用例如如上所述的第一包覆纱线100或第二包覆纱线200以足以形成薄针织衬里300的量来针织。在一些实施例中,第一包覆纱线100和第二包覆纱线200可以在添纱(plating)技术中组合以形成织物,例如根据本公开的针织衬里300。例如,第一包覆纱线100和第二包覆纱线200可同时进给到针织机,使得第一包覆纱线100放置在第二包覆纱线200下方,和/或使得每根纱线可卷绕到织物的特定侧。在实施例中,第一包覆纱线100形成邻近或在第二包覆纱线200的层下方的材料层。在实施例中,涂层可施加在织物(例如针织衬里300)中的第二包覆纱线200的层上,或第一包覆纱线100的层上。如下面进一步描述的,根据本公开的实施例还包括用于形成支撑手套的涂层。
[0033]
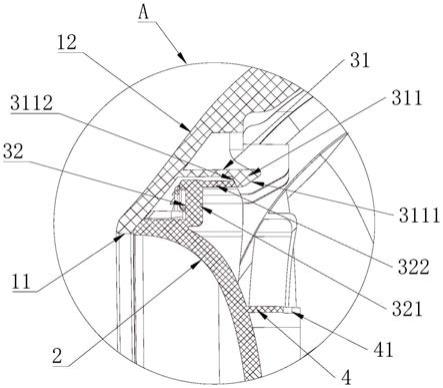
图4示出了根据本公开的实施例的具有布置在薄针织衬里300上的薄涂层450的薄针织衬里300的图,形成薄支撑手套400。在实施例中,薄支撑手套400包括涂覆拇指402、涂覆食指404、涂覆中指406、涂覆无名指408、涂覆小指410、涂覆关节区域、未涂覆袖口区域314和/或可选地卷边316。可替换地或附加地,薄涂层450由较暗阴影区域指示,注意薄针织衬里300的纹理仍可在薄涂层450下方看到。薄的轻质支撑手套400的涂覆区域的横截面厚度通常在0.80mm至1.20mm的范围内,或者包括0.9mm的大致范围内。下面的表2示出了本公开的手套的附加横截面厚度。薄支撑手套400还包括开口318,用于佩戴者佩戴薄支撑手套400。
[0034]
应当理解,薄针织衬里300还包括涂覆的手掌区域,该涂覆的手掌区域在该视图中未示出。根据本公开的实施例还包括用于形成支撑手套的涂层,其中四分之三浸入的支撑手套用薄涂层450覆盖上手背区域420。还应当理解,本领域技术人员已知的其他类型的浸入也在薄涂覆支撑手套的本公开的实施例的范围内。例如,实施例可选地包括指节浸式支撑手套(其中上手背区域420将不被涂覆)、全浸式支撑手套、手掌浸式支撑手套等。
[0035]
发明人意外地克服了与用薄涂层涂覆包含金属材料的薄衬里的先前方法相关的问题。因此,任选地,可以用水性聚合物乳液(例如水性聚氨酯)和/或水性聚氨酯与其他水性乳液的共混物涂覆21号针针织衬里,所述21号针针织衬里包含如本文所述的一种或多种薄的包覆纱线,包括具有钨芯的包覆纱线。例如,腈-丁二烯(nbr)乳液与水性聚氨酯乳液的共混物。此外,21号针织衬里可用水性nbr或nbr共混物涂覆。发明人意外地生产了薄针织衬里300,其中薄涂层450,甚至更特别地关于布置薄的水性聚合物涂层,被布置在薄针织衬里300上,从而生产薄涂覆的支撑手套,该手套薄、柔韧、耐用且任选地透气。
[0036]
根据本公开的实施例,薄支撑手套400包括薄涂层450,其中尽管薄但仍实现en388(2016)4级磨损(》8000次循环)。或者,在一些实施例中,薄涂层450是未发泡的,但保持透气性和耐磨性。在不受理论约束的情况下,认为薄针织衬里300和薄涂层450是因为在形成薄涂覆支撑手套400时每个都一体地形成在彼此内部,并且因为纱线被薄涂层450渗入而没有
令人不舒服的透印(strikethrough)量。这种一体化例如允许形成“通道”,从而提供透气性。此外,纱线和薄涂层的优异粘附性提供了高磨损,尽管薄涂覆支撑手套很薄并且其中包含金属。在本文中,一体成形意味着薄针织衬里300的纱线被薄涂层450渗入到在不破坏薄针织衬里300或薄涂层450中的一个或多个的情况下拆卸是不可能的程度。
[0037]
根据本公开的实施例,使用如表1中所述的不含二甲基甲酰胺(dmf)的化学式配制至少一种薄涂层450。聚合物乳液可以具有低粘度,作为示例而非限制,粘度范围为300-2000厘泊。在一些实施例中,聚合物乳液使用非常低粘度的聚合物制剂,但仍具有高的总固体含量,例如35-45%。在一些实施例中,聚合物乳液可包括常用的稳定剂,包括但不限于氢氧化钾、氨、硫酸铝、磺酸盐和本领域技术人员已知的其他稳定剂。聚合物乳液可包括其他常用组分,如表面活性剂、抗微生物剂、填料/添加剂等。表1中的组分的量以本领域技术人员已知的百重量份干橡胶(phr)表示。(所有量和范围可以大约为该量,从大约到大约。)并非必须包含表1中所示的所有成分,例如在一些实施例中可以不存在蜡、颜料和增稠剂。
[0038][0039]
如上表1所示的聚合物乳液包括出乎意料的低粘度,同时具有非常高的总固体含量(tsc),允许薄涂层渗入构成纱线的纤维,同时仍然抑制透印,即,其中聚合物乳液足够远地渗入到衬里的厚度,以在手套佩戴时接触皮肤。根据本公开的至少一个示例性实施例包括出乎意料地具有35至45%的tsc和300-2000厘泊的粘度的制剂。此外,根据本公开的至少一个实施例包括薄涂层450,其用弱酸凝结剂如乙酸、甲酸、三羧酸和其他弱酸或这些弱酸的任何混合物处理,使得涂层的内部分子形成额外的交联。然后可以用强凝结剂处理薄涂层450,以使外分子更完全地胶凝和交联,产生与表面硬化(其中仅涂层的外表面完全交联的涂层)相反的完全硬化的薄涂层450,即,在聚合物层的整个厚度上胶凝或交联。在标题为“abrasion and cut resistant coating and coated glove”的共同转让的美国公报no.2014-0000006中公开了用于生产完全硬化的薄涂层450的技术,其全部内容通过引用并入本文。
[0040]
参照表1,在一些实施例中,氨可以以约0.1至约0.3phr或约0.2phr的量存在。在一些实施例中,固化剂如氧化锌可以以约2.5phr至约4.5phr如约3.00phr的量存在。在一些实施例中,蜡和/或润滑剂可以以约0.2phr至约2.5phr或约0.8phr的量存在。在一些实施例
中,颜料可以以约1.0phr至约3.0phr如1.2phr的量存在。在一些实施例中,增稠剂可以以约0.01phr至约0.2phr或约0.1的量存在。在实施例中,聚合物乳液可包含占总组合物重量的35-45%的总固体含量。
[0041]
此外,根据本公开的至少一个实施例包括用盐处理来处理的薄涂层450。可选地,薄涂层450可在固化步骤之前或之后用盐浴处理,所述盐浴包含盐颗粒,例如氯化钠盐颗粒。盐颗粒除了嵌入到薄涂层450中(其中赋予多面纹理,提供增强的抓持性能)之外,还为薄涂层450提供额外的强度,即耐磨性。在共同转让的美国专利no.7,378,043、no.7,771,644、no.7,814,570和no.8,522,363中公开了用盐浴处理来处理薄涂层450的技术,上述公开技术通过引用整体并入本文。
[0042]
图5示出了根据本公开的实施例的用于制造薄涂覆支撑手套的方法500。方法500从步骤502开始,并进行到步骤504,在步骤504中,将如本文所述的诸如21号针织衬里的衬里修整到诸如手形成形器的成形器上。在步骤506中,将其上布置有21号针织物衬里的诸如手形成形器的成形器浸入诸如凝结剂溶液的凝结剂中并移除。在一些实施例中,凝结剂溶液包含40%以下的水浓度的弱酸,如乙酸。在实施例中,水浓度的弱酸可进一步包含表面活性剂。在一些实施例中,具有凝结剂溶液的薄针织衬里接触聚合物乳液,其中,其使聚合物乳液不稳定并使乳液凝胶化。在不受理论约束的情况下,相信所述弱酸凝结剂允许薄涂层渗入、完全硬化和粘附到本公开的薄针织衬里。此外,任选地,可以加热布置在薄针织衬里上的凝固剂溶液以干燥凝固剂溶液。此外,任选地,本公开的21号针织衬里在浸入凝结剂溶液之前首先在其上布置润湿剂。在一些实施例中,可以使用fernando等人所著的标题为“thin coated supported glove”的国际专利公开no.wo 2018/145145(通过引用整体并入本文)中描述的方法来覆盖本公开的衬里。
[0043]
在步骤508中,然后将其上修整有21号针织衬里的成形器(例如手形成形器)浸入聚合物乳液(例如由表1中描述的配方产生的聚合物乳液)中。表1中的聚合物乳液通常具有非常低的粘度,例如300-2000厘泊。聚合物乳液以及渗入针织衬里的纱线也出乎意料地不经由空隙渗入针织衬里的整个厚度,从而产生很好地粘附到针织衬里而不引起透印的薄涂层,透印对带支撑手套的佩戴者来说可能是不舒服的。手形成形器可如上所述的手掌浸式、四分之三浸式、全浸式等浸入并除去,从而在21号薄针织衬里上形成聚合物涂层。在步骤510,然后将具有薄针织衬里和聚合物涂层的成形器(例如手形成形器)输送至固化炉,在90-130摄氏度的温度固化30至70分钟。
[0044]
在步骤512,从手形成形器上剥离薄支撑手套,并且方法500结束。方法500中可包括其他步骤。例如,可以在固化步骤之前或固化步骤之后在热水中进行洗涤步骤。此外,可以使用如上所述的盐处理和/或弱酸处理。通常,在固化步骤之前进行盐处理。此外,通常,可以在固化步骤之前和/或之后进行弱酸处理。
[0045]
在实施例中,在纱线交叉点处,当使用预选的旦尼尔的纱线时,针织衬里可具有约0.5mm至0.8mm的厚度。下面的表2示出了适合于根据本公开使用的附加针织衬里厚度。此外,在纱线交叉点处,当使用350旦尼尔纱线时,针织衬里可具有约0.6mm的厚度。其中用聚合物乳液涂覆21号针针织衬里,形成涂层,涂层厚度可以接近薄针织衬里的厚度,并且轻质薄支撑手套可以具有例如在0.80mm至1.2mm范围内的最终厚度。下面的表2示出了根据本公开的手套的附加厚度。同样,包括21号针织衬里和薄聚合物涂层的轻质薄支撑手套的总重
量可以比具有en388(2016)4级磨损的类似手套轻。可替代地或附加地,本公开的实施例包括支撑手套,其中涂层(例如,全涂层、3/4涂层、手掌涂层或指节涂层),例如薄涂层450,是连续涂层。例如,薄涂层450覆盖薄针织衬里,例如薄针织衬里300,而没有间隙。
[0046]
在实施例中,手套的厚度可以变化以获得预定的耐切割级。例如,可以形成本公开的薄涂覆支撑手套,其中,所述手套具有约0.7至约0.9mm(例如,约0.75至约0.85mm,或约0.8mm)的厚度和a5级耐切割性(根据ansi/isea 105(2016版)),约0.8至约1.0mm(例如,约0.85mm至约0.95mm,或约0.9mm)的厚度和a5级耐切割性,或约1.0至约1.2mm(例如,约1.05mm至约1.15mm,或约1.1mm)的厚度和a7级耐切割性。在实施例中,纱线的厚度和/或涂层的厚度可以变化以提供预定厚度的手套。下面的表2示出了根据本公开的手套/衬里厚度的附加耐切割性。本发明的手套通常可具有a5、a6或a7级耐切割性。
[0047]
如上所述,所使用的号的针织针通常根据所使用的纱线的旦尼尔来选择。虽然可以使用较大号的针来针织较小旦尼尔的纱线(即,较小直径的纱线),但是这种组合导致薄针织衬里中的纱线列之间的过大间隙(即,空隙),其将大于所需间隙。当选择合适的针号时,间隙间隔通常在用于针织衬里的纱线直径的一至三倍的范围内。此外,当将衬里放在成形器上时,纱线直径和空隙之间的差异改变,从而由于薄针织衬里的拉伸,空隙直径可以比纱线直径大三倍。
[0048]
如上所述,涂覆针织衬里可能是具有挑战性的。由包覆的双股纱线(例如本文所述的第一包覆纱线和第二包覆纱线)制备的21号针织衬里可为约0.5至0.6mm厚。用聚合物乳液涂覆21号针织衬里以形成涂层,可得到约0.80mm至0.90mm的手套厚度。具有21号针织衬里的手套涂覆有例如腈-丁二烯(nbr)乳液或乳液的nbr共混物,具有一体形成的渗透性,并且其厚度可以几乎等于针织布衬里的厚度,该厚度大约为0.50至0.6mm。在根据本公开的至少一个实施例中,乳液渗入针织衬里厚度的约40-75%之间。在根据本公开的至少一个实施例中,乳液渗入小于针织衬里厚度的约60%,在一些实施例中,渗入小于薄针织衬里厚度的约50%,在一些实施例中渗入小于薄针织衬里厚度的约40%。
[0049]
在根据本公开的一个或多个实施例中,聚合物乳液涂覆在手套的选定部分上,该选定部分通常包括手套的手掌和手指(特别是手掌侧)区域,而衬里在手背的部分不涂覆聚合物乳液,其中透气性得到更进一步提高。然而,由于一些薄针织衬里和薄涂层实施例的透气性,全浸式风格在本领域中保持了意想不到的进步。此外,在根据本公开的实施例中,聚合物乳液包括天然橡胶、合成聚异戊二烯、苯乙烯-丁二烯、羧基化或非羧基化丙烯腈-丁二烯、高度羧基化丙烯腈-丁二烯(例如,大于35%羧基化)、氯丁二烯、聚丙烯酸、丁基橡胶或水基聚氨酯(聚酯基或聚醚基)或其组合。
[0050]
在根据本公开的至少一个实施例中,使用5-60%体积百分比范围内的分散气泡发泡聚合物涂层,例如薄涂层,在聚合物层中形成具有互连孔隙的闭合泡或开放泡。闭合跑提供高度柔性、柔软和海绵状的防液聚合物涂层,并提供良好的干和湿抓力。闭合泡通常与5至15%体积百分比范围内的空气含量相关联。互连的开放泡通常出现在15-50%空气体积范围内,并通过发泡的聚合物层提供手套的透气性。
[0051]
由于可以构成薄针织衬里的纱线的较小直径,纤维之间的距离迅速减小,从而在针织衬里中形成窄点(p inch)区域,并且当聚合物乳液进入该区域时,施加到衬里上的凝结剂的胶凝作用基本上阻塞聚合物乳液的进入,其中基本上防止了聚合物乳液通过间隙渗
21。在这样的实施例中,手套的耐用性的特征在于具有4级的en磨损。在这样的实施例中,手套提供ansi标准a5级、a6级或a7级切割保护。在实施例中,用于形成手套的纱线旦尼尔为约350旦尼尔或350旦尼尔。
[0056]
在一些实施例中,改变手套的厚度以改变耐切割性。适合于本文使用的手套的非限制性示例包括具有如下表2所示的厚度和耐切割性(包括根据国际标准组织iso 13997(1999)的耐切割性)的手套。
[0057][0058]
在一些实施例中,本公开的手套包含内部纱线,该内部纱线包含:钨丝、尼龙第一缠绕纱线;以及外部高性能聚乙烯(hppe)缠绕纱线。手套还包含用作外部纱线的第二纱线,所述外部纱线包含氨纶(70旦尼尔)和尼龙(40旦尼尔)的混合物。第一纱线和第二纱线适合于形成根据本公开的衬里。
[0059]
在一些实施例中,薄涂覆支撑手套包括:21号针织衬里,所述衬里包括多个手指部件、拇指部件、手背部件和手掌部件,其中,所述21号针织衬里包含包覆纱线,所述包覆纱线包含直径为约25-35微米的钨芯、布置在钨芯上的聚酰胺缠绕纱线、以及布置在聚酰胺缠绕纱线上的高性能聚乙烯缠绕纱线,其中所述包覆纱线为350旦尼尔以下;115旦尼尔以下的第二纱线,所述第二纱线包含尼龙和氨纶;以及粘附到所述21号针织物衬里的薄聚合物涂层。在实施例中,所述尼龙为30至50旦尼尔。在实施例中,所述氨纶为20至80旦尼尔。在实施例中,所述包覆纱线在320和350旦尼尔之间。在一些实施例中,所述第二纱线为105至115旦尼尔。
[0060]
在一些实施例中,耐切割性是指满足ansi/isea 105(2016)标准中提出的切割测试要求的手套或织物,该标准的耐切割性等级被表征为a1至a9。在一些实施例中,根据本公开的手套或其织物满足ansi/isea 105-2016标准中提出的切割测试要求,并且其特征在于具有a5级耐切割性,其中对于超过20mm的切割距离,以克为单位的重量大于或等于2200。在一些实施例中,根据本公开的手套或其织物满足ansi/isea 105(2016)标准中提出的切割测试要求,并且其特征在于具有a6级耐切割性,其中对于超过20mm的切割距离,以克为单位的重量大于或等于3000。在一些实施例中,根据本公开的手套或其织物满足ansi/isea 105(2016)标准中提出的切割测试要求,并且其特征在于具有a7级耐切割性。
[0061]
在一些实施例中,耐磨性是指手套或织物抵抗由与另一材料的平坦摩擦接触引起的表面磨损的能力。虽然现有技术中已知有许多用于测量耐磨性的测试,但是在实施例中,根据本公开的手套或织物可以根据用于评估手部保护的机械风险的欧洲标准来评估耐磨性。在一些实施例中,根据本公开的手套和手套织物满足en 388:2016磨损测试要求,并且
具有该标准提出的4级保护。
[0062]
在实施例中,本公开包括一种薄涂覆支撑手套,包括:薄针织衬里,其包括多个手指部件、拇指部件、手背部件和手掌部件,其中所述薄针织衬里包含包覆纱线,所述包覆纱线包含或由直径为约25-35微米的钨芯、布置在所述钨芯上的聚酰胺缠绕纱线、以及布置在所述聚酰胺缠绕纱线上的高性能聚乙烯缠绕纱线组成,其中所述包覆纱线为350旦尼尔以下;第二纱线,其中所述第二纱线包含或由115旦尼尔以下的混纺纱线组成;以及粘附到所述薄针织衬里的薄聚合物涂层,其中所述薄针织衬里是21号衬里。
[0063]
在实施例中,本公开包括一种薄涂覆支撑手套,包括:薄针织衬里,其包括多个手指部件、拇指部件、手背部件和手掌部件,其中所述薄针织衬里包含包覆纱线,所述包覆纱线包含或由直径为约25-35微米的钨芯、布置在钨芯上的聚酰胺缠绕纱线、以及布置在聚酰胺缠绕纱线上的高性能聚乙烯缠绕纱线组成,其中所述包覆纱线为350旦尼尔以下;第二纱线,其中所述第二纱线包含或由115旦尼尔以下的混纺纱线组成;以及粘附到所述薄针织衬里的薄聚合物涂层,其中所述手套在聚合物涂覆区域中具有约0.7mm至约0.9mm(例如,约0.75mm至约0.85mm,或约0.8mm)的厚度和a5级耐切割性。
[0064]
在实施例中,本公开包括一种薄涂覆支撑手套,包括:薄针织衬里,其包括多个手指部件、拇指部件、手背部件和手掌部件,其中所述薄针织衬里包含包覆纱线,所述包覆纱线包含或由直径为约25-35微米的钨芯、布置在所述钨芯上的聚酰胺缠绕纱线、以及布置在所述聚酰胺缠绕纱线上的高性能聚乙烯缠绕纱线组成,其中所述包覆纱线为350旦尼尔以下;第二纱线,其中所述第二纱线包含或由115旦尼尔以下的混纺纱线组成;以及粘附到所述薄针织衬里的薄聚合物涂层,其中所述薄针织衬里具有约0.4mm至约0.6mm(例如,约0.45mm至约0.55mm,或约0.5mm)的厚度。
[0065]
在实施例中,本公开包括一种薄涂覆支撑手套,包括:薄针织衬里,其包括多个手指部件、拇指部件、手背部件和手掌部件,其中所述薄针织衬里包含包覆纱线,所述包覆纱线包含或由直径为约25-35微米的钨芯、布置在所述钨芯上的聚酰胺缠绕纱线、以及布置在所述聚酰胺缠绕纱线上的高性能聚乙烯缠绕纱线组成,其中所述包覆纱线为350旦尼尔以下;第二纱线,其中所述第二纱线包含或由115旦尼尔以下的混纺纱线组成;以及粘附到所述薄针织衬里的薄聚合物涂层,其中所述手套在聚合物涂覆区域中具有约1.1mm至约1.2mm的厚度和a7级耐切割性。
[0066]
在实施例中,本公开包括一种薄涂覆支撑手套,包括:薄针织衬里,其包括多个手指部件、拇指部件、手背部件和手掌部件,其中所述薄针织衬里包含包覆纱线,所述包覆纱线包含或由直径为约25-35微米的钨芯、布置在所述钨芯上的聚酰胺缠绕纱线、以及布置在所述聚酰胺缠绕纱线上的高性能聚乙烯缠绕纱线组成,其中所述包覆纱线为350旦尼尔以下;第二纱线,其中所述第二纱线包含或由115旦尼尔以下的混纺纱线组成;以及粘附到所述薄针织衬里的薄聚合物涂层,其中所述薄针织衬里具有大约0.7至0.8mm的厚度。
[0067]
在实施例中,本公开包括一种薄涂覆支撑手套,包括:薄针织衬里,其包括多个手指部件、拇指部件、手背部件和手掌部件,其中所述薄针织衬里包含包覆纱线,所述包覆纱线包含或由直径为约25-35微米的钨芯、布置在所述钨芯上的聚酰胺缠绕纱线、以及布置在所述聚酰胺缠绕纱线上的高性能聚乙烯缠绕纱线组成,其中所述包覆纱线为350旦尼尔以下;第二纱线,其中所述第二纱线包含或由115旦尼尔以下的混纺纱线组成;以及粘附到所
46%的聚合物乳液。
[0073]
在实施例中,本公开包括一种薄涂覆支撑手套,包括:薄针织衬里,其包括多个手指部件、拇指部件、手背部件和手掌部件,其中所述薄针织衬里包含包覆纱线,所述包覆纱线包含或由直径为约25-35微米的钨芯、布置在所述钨芯上的聚酰胺缠绕纱线、以及布置在所述聚酰胺缠绕纱线上的高性能聚乙烯缠绕纱线组成,其中所述包覆纱线为350旦尼尔以下;第二纱线,其中所述第二纱线包含或由115旦尼尔以下的混纺纱线组成;以及粘附到所述薄针织衬里的薄聚合物涂层,其中,所述薄涂覆支撑手套在聚合物涂覆区域中的横截面厚度范围为0.8至1.20mm。
[0074]
在实施例中,本公开包括一种薄涂覆支撑手套,包括:薄针织衬里,其包括多个手指部件、拇指部件、手背部件和手掌部件,其中所述薄针织衬里包含包覆纱线,所述包覆纱线包含或由直径为约25-35微米的钨芯、布置在所述钨芯上的聚酰胺缠绕纱线、以及布置在所述聚酰胺缠绕纱线上的高性能聚乙烯缠绕纱线组成,其中所述包覆纱线为350旦尼尔以下;第二纱线,其中所述第二纱线包含或由115旦尼尔以下的混纺纱线组成;以及粘附到所述薄针织衬里的薄聚合物涂层,其中所述薄支撑手套具有4级以上的en388耐磨损。
[0075]
在实施例中,本公开包括一种薄涂覆支撑手套,所述薄涂覆支撑手套包括:薄针织衬里,其包括多个手指部件、拇指部件、手背部件和手掌部件,其中所述薄针织衬里包含包覆纱线,所述包覆纱线包含或由直径为约25-35微米的钨芯、布置在所述钨芯上的聚酰胺缠绕纱线、以及布置在所述聚酰胺缠绕纱线上的高性能聚乙烯缠绕纱线组成,其中所述包覆纱线为350旦尼尔以下;第二纱线,其中所述第二纱线包含或包含115旦尼尔以下的混纺纱线组成;以及粘附到所述薄针织衬里的薄聚合物涂层,其中所述钨芯具有约28微米至约32微米(例如,约29至约31微米,或约30微米)的直径,其中所述包覆纱线包含或由占总包覆纱线的约38%至约42%重量的量(例如,约39%至约41%,或约40%)的钨、占总包覆纱线的约42%至约46%重量的量(例如,约43%至约45%,或约44%)的聚酰胺、以及占总包覆纱线的约14%至约18%重量的量(例如,约15%至约17%,或约16%)的高性能聚乙烯,其中所述混纺纱包含或由40旦尼尔以下的聚酰胺纱和70旦尼尔以下的聚醚-聚脲共聚物纱(比如氨纶)组成,其中所述混纺纱线或所述聚酰胺缠绕纱线是尼龙6或尼龙6,6纱线,其中所述薄聚合物涂层包含总固体含量范围为40-46%的聚合物乳液,并且其中所述薄涂覆支撑手套在聚合物涂覆区域中的横截面厚度范围为0.8至1.20mm。
[0076]
在一些实施例中,本公开包括一种用于制造薄涂覆支撑手套的方法,所述方法包括:将诸如21号针织衬里的针织衬里修整在手形成形器上;将水性凝固剂溶液施加到所述21号针织衬里;将所述21号针织衬里浸入到聚合物乳液中,其中所述聚合物乳液为100份/百份橡胶(phr)腈-丁二烯聚合物配方,在所述针织衬里上形成聚合物涂层;以及固化所述聚合物涂层以形成薄涂覆支撑手套,其中所述21号针织衬里包括多个手指部件、拇指部件、手背部件和手掌部件,其中,所述21号针织衬里包含包覆纱线,所述包覆纱线包含直径为约25-35微米的钨芯、布置在所述钨芯上的聚酰胺缠绕纱线、以及布置在所述聚酰胺包覆纱线上的高性能聚乙烯缠绕纱线,其中所述包覆纱线为350旦尼尔以下,其中所述聚合物乳液在浸入步骤期间具有300-2000厘泊之间的粘度,并且其中所述聚合物乳液包含或由35-45%的总固体含量组成。
[0077]
本文所述的所有范围包括其间的范围,并且可以包括端点或不包括端点。可选包
括的范围是从它们之间的整数值(或包括一个原始端点)起,在所列举的量级或下一个较小量级的量级。例如,如果较低范围值是0.2,则可选包括的端点可以是0.3、0.4、
…
、1.1、1.2等,以及1、2、3等;如果较高范围是8,则可选包括的端点可以是7、6等,以及7.9、7.8等。诸如3以上的单侧边界类似地包括以所述量级或较低数量级的整数值开始的一致边界(或范围)。例如,3以上包括4以上,或3.1以上。如果所提到的范围有两个,例如约1至10和约2至5,本领域技术人员将认识到,1至5和2至10的隐含范围在本发明范围内。
[0078]
层压是聚合物层之间或聚合物和织物层之间的结合、熔合、粘合等,使得在预期使用范围内,层压是整体结构。
[0079]
在句子声明其主题在实施例中或在某些实施例中或在类似实施例中找到的情况下,其适用于其中可以逻辑地应用主题的任何实施例。
[0080]
本文描述的本发明是薄涂覆支撑手套以及形成或使用该薄涂覆支撑手套的方法。虽然上面已经讨论了一些实施例,但是其他实施方式和应用也在所附权利要求的范围内。虽然本文已经参考特定实施例描述了本发明,但是应当理解,这些实施例仅仅是本发明的原理和应用的说明。因此,应当理解,在不脱离由所附权利要求限定的本发明的精神和范围的情况下,可以对说明性实施例进行多种修改,并且可以设计其他配置。更具体地,本领域技术人员将认识到,在此描述的任何实施例可以有利地具有另一实施例的子特征,如同该实施例被描述为具有该子特征。
[0081]
编号的实施例
[0082]
可以在以下编号的实施例中进一步描述本发明:
[0083]
实施例1:一种薄涂层支撑手套,包括:(i)薄针织衬里,其包括多个手指部件、拇指部件、手背部件和手掌部件,其中,所述薄针织衬里包含(a)包覆纱线,所述包覆纱线包含直径为约25-35微米的钨芯、布置所述在钨芯上的聚酰胺缠绕纱线、以及布置在所述聚酰胺缠绕纱线上的高性能聚乙烯缠绕纱线,其中所述包覆纱线为约350旦尼尔以下;以及(b)第二纱线,其中,所述第二纱线是115旦尼尔以下的混纺纱线,所述衬里具有约0.4mm至约0.8mm的厚度;以及(ii)薄聚合物涂层,其粘附到薄针织衬里,使得所述衬里的涂覆区域具有约0.7mm至约1.2mm的厚度。
[0084]
实施例2:一种薄涂层支撑手套,包括:(i)21至28号针织衬里,其包括多个手指部件、拇指部件、手背部件和手掌部件,其中,所述针织衬里包含(a)包覆纱线,所述包覆纱线包含直径为约25-35微米的钨芯、布置在所述钨芯上的聚酰胺缠绕纱线、以及布置在所述聚酰胺缠绕纱线上的高性能聚乙烯缠绕纱线,其中所述包覆纱线为350旦尼尔以下,以及(b)115旦尼尔以下的第二纱线,其包含尼龙和氨纶;以及(ii)粘附到所述21号针织物衬里的薄聚合物涂层。
[0085]
实施例3:一种用于制造薄涂覆支撑手套的方法,包括:(a)将21至28号针织衬里修整在手形成形器上;(b)将水性凝固剂溶液施加到所述针织衬里;(c)将所述针织衬里浸入到聚合物乳液中,其中所述聚合物乳液为约60至约100phr腈-丁二烯聚合物配方,在所述针织衬里上形成聚合物涂层;以及(d)固化所述聚合物涂层以形成薄涂覆支撑手套,其中,所述针织衬里包括多个手指部件、拇指部件、手背部件和手掌部件,其中,所述针织衬里包含包覆纱线,所述包覆纱线包括直径为约25至约35微米的钨芯、布置在所述钨芯上的聚酰胺缠绕纱线和布置在所述聚酰胺包覆纱线上的高性能聚乙烯缠绕纱线,其中包覆纱线为约
350旦尼尔以下。
[0086]
实施例4:根据编号的实施例所述的薄涂覆支撑手套或制造薄涂覆支撑手套的方法,其中,所述薄针织衬里是21至23号衬里。
[0087]
实施例5:根据编号的实施例所述的薄涂覆支撑手套或制造薄涂覆支撑手套的方法,其中,所述薄针织衬里是21号衬里。
[0088]
实施例6:根据编号的实施例所述的薄涂覆支撑手套或制造薄涂覆支撑手套的方法,其中,所述衬里是单针织的。
[0089]
实施例7:根据编号的实施例所述的薄涂覆支撑手套或制造薄涂覆支撑手套的方法,其中,所述衬里是单平纹(jersey)针织的。
[0090]
实施例8:根据编号的实施例所述的所述薄涂覆支撑手套或制造薄涂覆支撑手套的方法,其中,所述手套具有约0.7mm至约0.9mm的厚度和a5级耐切割性。
[0091]
实施例9:根据权利要求3的编号的实施例所述的薄涂覆支撑手套或制造薄涂覆支撑手套的方法,其中,所述薄针织衬里具有约0.4mm至约0.6mm的厚度。
[0092]
实施例10:根据编号的实施例所述的所述薄涂覆支撑手套或制造薄涂覆支撑手套的方法,其中,所述手套具有约1.1mm至约1.2mm的厚度和a7级耐切割性。
[0093]
实施例11:根据权利要求5的编号的实施例所述的薄涂覆支撑手套或制造薄涂覆支撑手套的方法,其中,所述薄针织衬里具有约0.7至约0.8mm的厚度。
[0094]
实施例12:根据编号的实施例所述的所述薄涂覆支撑手套或制造薄涂覆支撑手套的方法,其中,所述手套具有约0.9mm至约1.1mm的厚度和a5级耐切割性,其中,所述薄针织衬里的厚度为约0.5mm至约0.7mm。
[0095]
实施例13:根据编号的实施例所述的薄涂覆支撑手套或制造薄涂覆支撑手套的方法,其中,所述钨芯具有约28微米至约32微米的直径。
[0096]
实施例14:根据编号的实施例所述的薄涂覆支撑手套或制造薄涂覆支撑手套的方法,其中,所述包覆纱线包含占总包覆纱线的约32%至约42%重量的量的钨、占总包覆纱线的约42%至约46%重量的量的聚酰胺、以及占总包覆纱线的约14%至约18%重量的量的高性能聚乙烯。
[0097]
实施例15:根据编号的实施例所述的薄涂覆支撑手套或制造薄涂覆支撑手套的方法,其中,所述混纺纱线包含约40旦尼尔以下的聚酰胺纱线和约70旦尼尔以下的聚醚-聚脲共聚物纱线。
[0098]
实施例16:根据编号的实施例所述的薄涂覆支撑手套或制造薄涂覆支撑手套的方法,其中,所述混纺纱线或所述聚酰胺缠绕纱线是尼龙6或尼龙6,6纱线。
[0099]
实施例17:根据编号的实施例所述的薄涂覆支撑手套或制造薄涂覆支撑手套的方法,其中,所述薄聚合物涂层包含由总固体含量范围为40-46%的聚合物乳液形成的涂层。
[0100]
实施例18:根据编号的实施例所述的薄涂覆支撑手套或制造薄涂覆支撑手套的方法,其中,所述薄涂覆支撑手套的横截面厚度为约0.8至约1.20mm。
[0101]
实施例19:根据编号的实施例所述的薄涂覆支撑手套或制造薄涂覆支撑手套的方法,其中,所述薄支撑手套具有4级以上的en388耐磨损。
[0102]
实施例20:根据编号的实施例所述的薄涂覆支撑手套或制造薄涂覆支撑手套的方法,其中,所述尼龙为约30至约50旦尼尔。
[0103]
实施例21:根据编号的实施例所述的薄涂覆支撑手套或制造薄涂覆支撑手套的方法,其中,氨纶为20至80旦尼尔,并且其中,所述包覆纱线在约330至约350旦尼尔之间。
[0104]
实施例22:根据编号的实施例所述的制造薄涂覆支撑手套的方法,其中,所述聚合物乳液在浸入步骤期间具有约300至约2000厘泊的粘度。
[0105]
实施例23:根据编号的实施例所述的制造薄涂覆支撑手套的方法,其中,所述聚合物乳液包含35-46%的总固体含量。
[0106]
在本说明书中引用的出版物和参考文献(包括但不限于专利和专利申请)通过引用整体并入本文中,如同每个单独的出版物或参考文献被具体地和单独地指示通过引用并入本文,如完全阐述的那样。本技术要求优先权的任何专利申请也以上述针对出版物和参考文献的方式通过引用并入本文。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。