1.本发明涉及喷气织机的异形筘检查装置。
背景技术:
2.在具有异形筘的喷气织机中,通过利用从主管嘴以及子管嘴喷射的空气使纬纱在设置于异形筘的纬纱走纱路径中走纱来进行引纬。作为这样的喷气织机的编织方法,例如公知有专利文献1记载的那样的编织方法。在专利文献1记载的喷气织机的编织方法中,通过在从异形筘的纬纱走纱路径的进深壁面至上颚部的长度的中央部处空气的流速值成为最大流速的70%以下,从而防止引纬时纬纱从纬纱走纱路径飞出。
3.专利文献1:日本特开平4-194056号公报
4.然而,根据实验可知存在如下情况:即便在如专利文献1所记载的喷气织机的编织方法那样,满足在从异形筘的纬纱走纱路径的进深壁面至上颚部的长度的中央部处空气的流速值为最大流速的70%以下这样的条件的情况下,也无法防止纬纱从纬纱走纱路径飞出。
技术实现要素:
5.本发明是为了解决上述课题而完成的,目的在于提供能够高精度地判定异形筘是合格还是不合格的喷气织机的异形筘检查装置。
6.本发明所涉及的喷气织机的异形筘检查装置用于通过具有沿引纬方向延伸的纬纱走纱路径的异形筘进行引纬的喷气织机,具备:外侧皮托管,其设置于上述纬纱走纱路径的外侧;和控制部,其基于将由外侧皮托管测定出的空气的流速亦即第1流速与基准值进行了比较的结果而输出警告。
7.另外,也可以是,基准值包括预先决定的第1阈值,在第1流速大于第1阈值的情况下,控制部输出警告。
8.另外,也可以是,基准值包括预先决定的第2阈值,还具备:设置于纬纱走纱路径的内侧皮托管,在由内侧皮托管测定出的空气的流速亦即第2流速与第1流速之差小于第2阈值的情况下,控制部输出警告。
9.另外,也可以是,内侧皮托管在由形成纬纱走纱路径的上壁面和进深壁面形成的角部的附近设置。
10.根据本发明,喷气织机的异形筘检查装置具备:外侧皮托管,其设置于纬纱走纱路径的外侧;和控制部,其基于将由外侧皮托管测定出的空气的流速亦即第1流速与基准值进行了比较的结果而输出警告,因此,能够高精度地判定异形筘是合格还是不合格。
附图说明
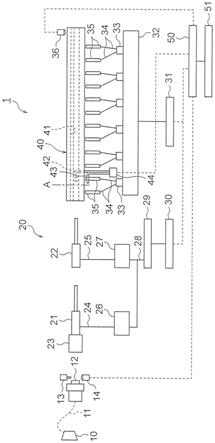
11.图1是本发明的实施方式1所涉及的喷气织机的概略图。
12.图2是图1所示的异形筘的局部俯视图。
13.图3是图2所示的异形筘的a-a’线剖视图。
14.图4是表示图1所示的合格的异形筘的检查位置的纬纱走纱路径内的空气的流速的图。
15.图5是表示图1所示的不合格的异形筘的检查位置的纬纱走纱路径内的空气的流速的图。
16.图6是表示从纬纱走纱路径的进深壁面的位置起计的水平方向的距离与空气的流速的关系的坐标图。
17.图7是表示从图6所示的纬纱走纱路径的进深壁面的位置起计的水平方向的距离与空气的流速的关系的坐标图。
18.图8是表示从图6所示的纬纱走纱路径的进深壁面的位置至上颚部顶端位置为止的水平方向的距离与空气的流速的关系的坐标图。
19.图9是表示从图6所示的纬纱走纱路径的进深壁面的位置至上颚部中央位置为止的水平方向的距离与空气的流速的关系的坐标图。
20.图10是表示本发明的实施方式2所涉及的皮托管以及皮托管支承部的局部俯视图。
21.图11是图10所示的异形筘的a-a’线剖视图。
22.图12是表示本发明的实施方式2所涉及的异形筘检查装置的动作的图。
具体实施方式
23.实施方式1.
24.以下,参照附图对本发明的实施方式1详细地进行说明。
25.图1是实施方式1的喷气织机的概略图。在喷气织机1中设置有供给纬纱11的喂纱装置10。纬纱11通过未图示的卷绕臂的旋转而引出,卷绕并存积于存积鼓12。在存积鼓12的附近设置有用于从存积鼓12退绕纬纱11或者卡止纬纱11的纬纱卡止销13、用于检测纬纱11从存积鼓12退绕的气圈传感器14。喂纱装置10、存积鼓12、纬纱卡止销13、气圈传感器14固定于喷气织机1的未图示的框架。另外,纬纱卡止销13和气圈传感器14与控制喷气织机1的整体的动作的主控制装置50连接。主控制装置50控制纬纱卡止销13并使纬纱11成为退绕状态或者成为卡止状态。另外,将气圈传感器14的检测结果输入主控制装置50。
26.另外,在喷气织机1设置有引纬管嘴20。引纬管嘴20由通过喷射空气(空气)而引出存积鼓12的纬纱11的串联管嘴21、用于通过喷射空气而使纬纱11向后述的引纬路径即纬纱走纱路径41送出并走纱的主管嘴22构成。在串联管嘴21上设置有用于对纬纱11的走纱进行制动的制动器23。制动器23是机械制动器或者空气式制动器等公知的制动器装置。串联管嘴21和制动器23固定于喷气织机1的未图示的框架。另外,制动器23与主控制装置50连接,并由主控制装置50控制。
27.串联管嘴21经由软管24而与串联阀26连接。主管嘴22经由软管25而与主阀27连接。串联阀26以及主阀27经由软管28而与主空气罐29连接。在主空气罐29存积有从主调节器30供给的压缩空气。另外,串联阀26、主阀27以及主调节器30与主控制装置50连接而被控制。
28.主管嘴22、异形筘40、子管嘴35设置在未图示的筘座上,在喷气织机1的前后方向
上往复摆动。异形筘40具有供纬纱11走纱的纬纱走纱路径41。纬纱走纱路径41遍及异形筘40的长边方向的整体地设置。即,纬纱走纱路径41从图1的异形筘40的左端的上游侧到右端的下游侧地设置。子管嘴35沿着纬纱走纱路径41设置有多个,通过喷射空气将纬纱11沿着纬纱走纱路径41从主管嘴22这侧即左端的上游侧搬运。纬纱走纱路径41是纬纱11的搬运路径。另外,子管嘴35经由软管34而与子阀33连接。子阀33分别与子空气罐32连接。在子空气罐32存积有从子调节器31供给的压缩空气。另外,子阀33分别与主控制装置50连接,并由主控制装置50进行开闭控制。另外,异形筘40的检查位置a是基于后面详细说明的内侧皮托管42以及外侧皮托管43的纬纱走纱路径41内的空气的检查位置。
29.在异形筘40的右端侧设置有检测纬纱的走纱状态的rh触针36。rh触针36与主控制装置50连接。在异形筘40的左端侧设置有内侧皮托管42和外侧皮托管43。内侧皮托管42以及外侧皮托管43与主控制装置50连接。主控制装置50与功能面板51连接。功能面板51是显示喷气织机1的状态,而且用于供用户操作喷气织机1的触摸面板。
30.图2是异形筘40的局部俯视图。内侧皮托管42的顶端部配置于纬纱走纱路径41的内侧。外侧皮托管43的顶端部配置于纬纱走纱路径41的外侧。内侧皮托管42以及外侧皮托管43被皮托管支承部44支承。皮托管支承部44具有纵向支承部45和横向支承部46。内侧皮托管42以及外侧皮托管43经由信号线47而与主控制装置50连接。另外,内侧皮托管42、外侧皮托管43以及主控制装置50分别是喷气织机的异形筘检查装置的构成要素。
31.图3是在a-a’线处剖切图2所示的异形筘40而得到的剖视图。此外,a-a’线的位置是与上述的图1的检查位置a相同的位置。纬纱走纱路径41在异形筘40的近前侧即图3的纸面的右侧敞开。在异形筘40的纬纱走纱路径41的上侧形成有向近前侧伸出的上颚部48。外侧皮托管43相对于上颚部48而设置于水平方向外侧。即,外侧皮托管43配置于纬纱走纱路径41的外侧。另外,内侧皮托管42以及外侧皮托管43设置为各中心位于铅垂方向上相同的高度即相同的水平面b上。在异形筘40的纬纱走纱路径41的下侧形成有向近前侧伸出的下颚部49。
32.图4是图3所示的纬纱走纱路径41的放大剖视图。将使异形筘40的处于上颚部48的水平方向最外侧的上颚部顶端部48a与处于下颚部49的水平方向最外侧的下颚部顶端部49a连结起来的假想的面表示为面w。纬纱走纱路径41是由上壁面41a、进深壁面41b、下壁面41c、面w围起的空间。另外,上颚部48的下表面具有形成纬纱走纱路径41的上壁面41a。即上颚部48构成上壁面形成部。内侧皮托管42在上壁面41a与进深壁面41b所形成的角部41d的附近部亦即区域x设置。外侧皮托管43设置于比构成异形筘40的上壁面形成部的上颚部48靠近前侧。此处,“比上颚部48靠近前侧”是指在纬纱走纱路径41的敞开侧比上颚部48的相对于纬纱走纱路径41的水平方向外侧的位置靠外侧。
33.接下来,对该实施方式所涉及的喷气织机的异形筘检查装置的动作进行说明。
34.如图1所示,为了检查异形筘40是合格还是不合格,在编织开始前停止了机台的状态下,使用内侧皮托管42以及外侧皮托管43对通过从主管嘴22以及子管嘴35喷射空气而在纬纱走纱路径41内流动的空气的流速进行测定。
35.图4表示合格的异形筘40的异形筘检查时的图1所示的检查位置a的纬纱走纱路径41内的空气的流速。v1、v2、v3、v4、v5分别是将空气的流速相等的位置连接而示出的线,v1流速最大,以下,按v2、v3、v4的顺序流速依次变小,v5流速最小。另外,将形成纬纱走纱路径
41的进深壁面41b的位置表示为c。并且,将上颚部48的水平方向外侧的顶端位置表示为d。而且,将水平方向的基准位置从内侧依次表示为e、f、g,g表示水平面b的流速v5的位置。另外,将从位置c至顶端位置d为止的水平方向的距离设为l1,将从位置c至位置e为止的水平方向的距离设为l2,将从位置c至位置f为止的水平方向的距离设为l3,将从位置c至位置g为止的水平方向的距离设为ya。
36.在设置有内侧皮托管42的区域x中,空气的流速大于流速v1。在设置有外侧皮托管43的位置,空气的流速小于流速v5。即,位置g位于比外侧皮托管43的位置靠内侧。另外,在位置e处,空气的流速不足流速v3且为流速v4以上,且为接近流速v4的速度。并且,在位置f处,空气的流速为流速v4以下流速v5以上。
37.图5表示不合格的异形筘40的异形筘检查时的图1所示的检查位置a的纬纱走纱路径41内的空气的流速。该图5中,将从位置c至位置g为止的水平方向的距离表示为yb。除此以外,各附图标记表示与图4的情况相同的情况。在设置有内侧皮托管42的位置处,空气的流速大于流速v1。另一方面,在设置有外侧皮托管43的位置处,空气的流速不足流速v4且为流速v5以上。即位置g位于比外侧皮托管43的位置靠外侧。另外,在位置e处,空气的流速不足流速v3且为流速v4以上,且为接近流速v3的速度。并且,在位置f处,空气的流速为流速v5。
38.参照图4以及图5,相比于从图4所示的合格的异形筘40的位置c至位置g为止的水平方向的距离ya,从图5所示的不合格的异形筘40的位置c至位置g为止的水平方向的距离yb相对长。而且,图5所示的不合格的异形筘40作为整体,空气流速高的区域位于纬纱走纱路径41的外侧,从主管嘴22以及子管嘴35喷射的空气向纬纱走纱路径41的外侧扩散。因此,假设若使用不合格的异形筘40进行引纬,纬纱走纱路径41的纬纱的走纱不稳定。
39.图6是表示针对图4所示的合格的异形筘40以及图5所示的不合格的异形筘40而在异形筘检查之前预先测定出的距形成纬纱走纱路径41的进深壁面41b的位置c的在水平方向上的距离l与空气的流速v之间的关系的坐标图。p1表示对于图4所示的合格的异形筘40而针对预先测定出的距离l而言的空气的流速v,p2表示对于图5所示的不合格的异形筘40而针对预先测定出的距离l而言的空气的流速v。将由p1示出的合格的异形筘40的设置有内侧皮托管42的位置的空气的流速va与设置有外侧皮托管43的位置的空气的流速v0之差表示为va。另外,将由p2表示的不合格的异形筘40的设置有内侧皮托管42的位置的空气的流速vb与设置有外侧皮托管43的位置的空气的流速vc之差表示为vb。对于设置有外侧皮托管43的位置的空气的流速而言,合格的异形筘40的空气的流速v0小于不合格的异形筘40的空气的流速vc。另外,对于设置有内侧皮托管42的位置的空气的流速与设置有外侧皮托管43的位置的空气的流速之间的流速差而言,不合格的异形筘40的vb比合格的异形筘40的va小。并且,对于合格的异形筘40,不合格的异形筘40最大流速小。
40.即,对于设置有外侧皮托管43的位置处测定的空气的流速而言,不合格的异形筘40的流速vc比合格的异形筘40的v0大,另外,对于设置有内侧皮托管42的位置处测定的空气的流速与设置有外侧皮托管43的位置处测定的空气的流速之间的流速差而言,不合格的异形筘40的vb比合格的异形筘40的va小。
41.若再次对异形筘40的异形筘检查进行说明,则在主控制装置50(参照图1)记录有由外侧皮托管43测定的空气的流速的第1阈值vl1和由内侧皮托管42测定的空气的流速与
由外侧皮托管43测定的空气的流速之间的流速差的第2阈值vl2。主控制装置50将在纬纱走纱路径41中流通有空气时由外侧皮托管43测定出的第1流速与第1阈值vl1进行比较。另外,主控制装置50将由内侧皮托管42测定出的第2流速与由外侧皮托管43测定出的第1流速之间的流速差和第2阈值vl2进行比较。接下来,一方面,在由外侧皮托管43测定出的第1流速超过第1阈值vl1的情况下和在由内侧皮托管42测定出的第2流速与由外侧皮托管43测定出的第1流速之间的流速差超过第2阈值vl2的情况下的至少任一种情况下,判定为异形筘40不合格。另一方面,在不属于上述任一个的情况下,判定为异形筘40合格。
42.接下来,主控制装置50在异形筘40合格的情况下将异形筘40合格这样的结果向功能面板51输出,在异形筘40不合格的情况下在功能面板51输出异形筘40不合格这样的结果和不合格这样的警告。另外,主控制装置50将内侧皮托管42和外侧皮托管43的空气的流速测定值向功能面板51输出。功能面板51显示所输入的异形筘40合格这样的结果或者异形筘40不合格这样的结果和不合格这样的警告。而且,与此同时,功能面板51显示内侧皮托管42与外侧皮托管43的空气的流速测定值。由此,用户能够得到异形筘40的检查结果,另外,能够在异形筘40不合格的情况下接受该警告。
43.图7是表示图6所示的合格的异形筘40的p1和不合格的异形筘40的p2的线性近似的坐标图。此外,h是图4所示的上颚部48的在水平方向上的中央位置,d是上颚部48的在水平方向上的顶端位置。与合格的异形筘40的p1的线性近似k1的斜率相比,不合格的异形筘40的p2的线性近似k2的斜率小。即,若将合格的异形筘40与不合格的异形筘40的纬纱走纱路径41的空气的流速进行比较,则对于合格的异形筘40而言,不合格的异形筘40针对距进深壁面41b的距离而言整体流速的变化缓慢,空气在较大的范围扩散。
44.图8是表示从进深壁面41b的位置c至上颚部48的顶端位置d为止的图6所示的合格的异形筘40的p1和不合格的异形筘40的p2的线性近似的坐标图。从位置c至顶端位置d为止,不合格的异形筘40的p2的线性近似k2的斜率相对于合格的异形筘40的p1的线性近似k1的斜率之差明显。因此,即使通过测定位置c和顶端位置d的空气的流速,也能够判定异形筘40是合格还是不合格。
45.图9是表示从进深壁面41b的位置c至上颚部48的中央位置h为止的图6所示的合格的异形筘40的p1和不合格的异形筘40的p2的线性近似的坐标图。从位置c至中央位置h,几乎不存在合格的异形筘40的p1的线性近似k1的斜率与不合格的异形筘40的p2的线性近似k2的斜率之差。另外,合格的异形筘40的p1的最大值与p1的中央位置h处的值之差和不合格的异形筘40的p2的最大值与p2的中央位置h处的值之差几乎相同。因此,在如以往的喷气织机的编织方法那样从纬纱走纱路径41的进深壁面41b至上颚部的长度的中央位置h处的空气的流速值成为最高流速的70%以下的方法中,无法区分合格的异形筘40与不合格的异形筘40。因此,可能错误判定异形筘40是合格还是不合格。
46.这样,该实施方式1所涉及的喷气织机的异形筘检查装置用于通过具有沿引纬方向延伸的纬纱走纱路径41的异形筘40进行引纬的喷气织机1。而且,该喷气织机的异形筘检查装置具有:外侧皮托管43,其设置于纬纱走纱路径41的外侧;和主控制装置50,其基于将由外侧皮托管43测定出的空气的流速亦即第1流速与基准值进行比较而得到的结果而输出警告,因此,能够高精度地判定异形筘40是合格还是不合格。
47.另外,基准值包括预先决定的第1阈值vl1,在第1流速大于第1阈值vl1的情况下,
主控制装置50输出警告,因此,能够判定具有如下特征的不合格的异形筘40:整体上,空气流速高的区域位于纬纱走纱路径41的外侧,从主管嘴22以及子管嘴35喷射的空气向纬纱走纱路径41的外侧扩散。
48.另外,包括预先决定的第2阈值vl2,还具备:设置于纬纱走纱路径41的内侧皮托管42,在由内侧皮托管42测定出的空气的流速亦即第2流速与第1流速之差小于第2阈值vl2的情况下,主控制装置50输出警告,因此,能够判定具有如下特征的不合格的异形筘40:由内侧皮托管42测定的第2流速与由外侧皮托管43测定的第1流速的流速差小。
49.另外,内侧皮托管42在由形成纬纱走纱路径41的上壁面41a以及进深壁面41b形成的角部41d的附近亦即区域x设置,因此,能够通过内侧皮托管42来测定纬纱走纱路径41内的空气流速最快的区域。
50.此外,在本实施方式1中,设置内侧皮托管42和外侧皮托管43,基于第2流速和第1流速来判定异形筘40是合格还是不合格,但也可以是,进一步设置皮托管,并基于由合计三个以上的皮托管得到的流速的测定结果,判定异形筘40是合格还是不合格。
51.另外,在本实施方式1中,内侧皮托管42在纬纱走纱路径41的角部41d的附近亦即区域x设置,但不限定于此。内侧皮托管42至少设置于纬纱走纱路径41的内部即可。
52.另外,本实施方式1所涉及的异形筘检查装置在对功能面板51输入了异形筘40不合格这样的警告时,在功能面板51显示警告而对用户进行了警告,但不限定于此,也可以使用除此以外的适当的通知方法而对用户进行警告。例如,也可以与在功能面板51显示警告同时通过未图示的扬声器发出警告声对用户进行警告,另外,也可以在功能面板51上不显示警告而仅通过未图示的扬声器发出警告声来对用户进行警告,并且也可以通过未图示的振动装置的振动对用户进行警告。而且,也可以是,使显示于功能面板51的异形筘检查结果和警告的显示项目根据用户的希望而适当地变更。
53.实施方式2.
54.接下来,对本发明的实施方式2所涉及的异形筘检查装置进行说明。此外,在实施方式2中,与实施方式1的图1~图9的附图标记相同的附图标记为相同或者相同的构成要素,因此,省略其详细的说明。该实施方式2所涉及的异形筘检查装置是相对于实施方式1仅设置一个皮托管的异形筘检查装置。
55.图10是表示该实施方式2的皮托管42a和皮托管支承部44的局部俯视图。另外,图11是在图10所示的a-a’线处剖切图10所示的皮托管42a和皮托管支承部44得到的剖视图。参照图10和图11,在皮托管支承部44上仅设置有皮托管42a。在皮托管支承部44的纵向支承部45的底部设置有对皮托管支承部44的位置进行调整的位置调整部60。位置调整部60具有螺纹部61、旋钮部62、供皮托管42a连接的移动部63。通过旋钮部62沿周向旋转,从而螺纹部61在轴向上移动,由此,移动部63设置为向相对于形成纬纱走纱路径41的进深壁面41b接近和分离的方向自由移动。其他结构与实施方式1相同。
56.接下来,对该实施方式2所涉及的异形筘检查装置的动作进行说明。在编织开始前进行异形筘40的检查时,在机台停止且如图11所示那样皮托管42a位于上颚部48的外侧的状态下从主管嘴22和子管嘴35(参照图1)喷射空气,通过皮托管42a测定空气的第1流速。此时的皮托管42a的位置相当于实施方式1的外侧皮托管43的位置。接下来,如图12所示,在用户使位置调整部60的旋钮部62旋转,皮托管42a移动至纬纱走纱路径41的内侧的角部41d的
附近的状态下,对空气的第2流速进行测定。此时的皮托管42a的位置相当于实施方式1的内侧皮托管42的位置。
57.由此,与实施方式1相同,能够对上颚部外侧的空气的第1流速进行测定,以及对纬纱走纱路径41的角部41d的附近的空气的第2流速进行测定,检查并判定异形筘40是合格还是不合格。另外,实施方式1基于内侧皮托管42的空气的第2流速测定结果和外侧皮托管43的空气的第1流速测定结果来进行判定,相对于此,该实施方式2基于使相同的皮托管42a位于上颚部48的外侧和角部41d的附近而测定出的空气的流速测定结果来进行判定,因此,能够防止由皮托管的不一致引起的异形筘40是合格还是不合格的判定误差。
58.此外,在该实施方式2中,在上颚部48的外侧和角部41d的附近这两个部位处对空气的流速进行了测定,但测定位置不限定于该两个部位。也可以是,通过用户适当地调节皮托管42a的位置,并在适当的两处以上部位测定空气流速,从而检查并判定异形筘40是合格还是不合格。
59.另外,在该实施方式2中,首先在皮托管42a位于上颚部48的外侧的状态下测定出空气的流速,接着使皮托管42a在纬纱走纱路径41内移动而测定出空气的流速,但也可以是,首先在皮托管42a位于纬纱走纱路径41内的状态下测定空气的流速,接着使皮托管42a移动至上颚部48的外侧而测定空气的流速。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。