1.本公开广义地涉及包含粘合剂芯和非粘性皮的皮芯长丝。
背景技术:
2.长期以来已知使用熔融长丝加工(“fff”)来生产三维制品,并且这些方法一般被称为所谓的3d打印(或增材制造)的方法。在fff中,塑料长丝在移动打印头中熔融以逐层、增材方式形成打印制品。长丝通常由聚乳酸、尼龙、聚对苯二甲酸乙二醇酯(通常为二醇改性的)或丙烯腈丁二烯苯乙烯构成。
技术实现要素:
3.本文提供了包含压敏粘合剂(“psa”)的粘合剂体系,该压敏粘合剂是可热熔加工的。可热熔加工的粘合剂采用长丝芯/皮形状因数,具有芯和非粘性皮,使得可热熔加工的粘合剂可以利用液体活化剂在基底上使用表面活化进行后固化,以提供结构性粘合剂。
4.在一个方面,提供了一种粘合剂体系,该粘合剂体系包括:
5.i)皮芯长丝,该皮芯长丝包括:
6.非粘性皮,其中皮表现出小于15克/10分钟的熔体流动指数;以及
7.可热熔加工的粘合剂芯,其中可热熔加工的粘合剂芯包含以下的共混物:
8.可热熔加工的粘合剂;
9.过渡金属化合物;
10.促进剂;以及
11.可固化组分;以及
12.ii)底漆,该底漆用于将皮芯长丝粘附到基底,该底漆包含:
13.氧化剂,
14.其中该底漆在常温常压下为液体。
15.在另一方面,提供了一种制备皮芯长丝的方法,该方法包括:
16.a)形成是可热熔加工的粘合剂的芯组合物,该芯组合物包含
17.1)基于芯的总重量,33重量%至94.8重量%的无规共聚物,该无规共聚物包括丙烯酸酯单体;
18.2)基于芯的总重量,0.0002重量%至2重量%的过渡金属化合物;
19.3)基于芯的总重量,0.1重量%至5重量%的促进剂;
20.4)基于芯的总重量,5重量%至60重量%的可固化组合物;
21.b)形成包含非粘性热塑性材料的皮组合物;以及
22.c)将皮组合物包裹在皮芯长丝的芯组合物周围,其中皮芯长丝的平均最长横截面距离在1毫米至20毫米的范围内。
23.在另一方面,提供了一种打印可热熔加工的粘合剂的方法,该方法包括:
24.a)根据权利要求11或12所述形成皮芯长丝;
25.b)熔融并混合皮芯长丝以形成熔融组合物;以及
26.c)将熔融组合物通过喷嘴分配到基底上,其中基底已经用底漆处理。
27.本公开前面的概述不旨在描述本发明的每个实施方案。在下面的具体实施方式中还列出了本发明的一个或多个实施方案的细节。本发明的其它特征、目的和优点从具体实施方式和权利要求书中将显而易见。
28.如本文所用:
[0029]“可热熔加工的粘合剂”意味着包括很少或不包括常规溶剂(在各种实施方案中,可以是小于5重量%、小于3重量%、小于1重量%、小于0.5重量%、小于0.1重量%或小于0.01重量%的常规溶剂)的粘合剂,该粘合剂可以在常规条件下进行热熔加工,其中热熔加工包括热熔共混和挤出;
[0030]“(甲基)丙烯酸酯”单独地且共同地包括甲基丙烯酸酯和丙烯酸酯;
[0031]
聚合物或低聚物的“单体单元”是来源于单一单体的聚合物或低聚物的链段;
[0032]“常温常压”或“ntp”意味着20℃(293.15k,68℉)的温度和1atm(14.696psi,101.325kpa)的绝对压力;
[0033]“压敏粘合剂”或“psa”是指具有以下特性的粘弹性材料:(1)有力且持久的粘性,(2)在不超过指压下对除氟化热塑性膜之外的基底的粘附,和(3)足以从基底干净剥离的内聚强度。压敏粘合剂还可满足在压敏粘合剂技术手册(handbook of pressure-sensitive adhesive technology),d.satas,第2版,第172页(1989年)中描述的dahlquist标准。该标准将压敏粘合剂定义为在其使用温度下(例如,在15℃至35℃范围内的温度下)一秒蠕变柔量大于1
×
10-6
cm2/达因的粘合剂;
[0034]“结构性粘合剂”意味着通过不可逆固化结合的粘合剂,当结合到其预期基底上时,通常具有至少500kpa(73psi)、在一些实施方案中至少560kpa(81psi)、在一些实施方案中至少2,190kpa(318psi)以及在一些实施方案中至少3,020kpa(439psi)的强度,该强度是使用本文实施例中所述的搭接剪切测试作为断裂应力(即,平均峰值应力)测量的。
[0035]
除非另外指明,否则本文所使用的所有科学和技术术语具有在本领域中普遍使用的含义。
[0036]
如本说明书和所附权利要求中所使用的,诸如“经涂覆的”和“压花的”之类的术语旨在表示结构,而并不旨在限制用于获得所叙述结构的方法。
[0037]
除非内容另外明确指明,否则如本说明书和所附权利要求中使用的,单数形式“一个”、“一种”和“所述”涵盖具有多个指代物的实施方案。
[0038]
除非内容另外明确指明,否则如本说明书和所附权利要求书中使用的,术语“或”一般以其包括“和/或”的意义采用。
[0039]
如本文所用,“具有”、“包括”、“包含”等等均以其开放性意义使用,并且一般是指“包括但不限于”。应当理解,术语“由
…
组成”和“基本上由
…
组成”包括在术语“包含”等等之中。
[0040]
在考虑具体实施方式以及所附权利要求书时,将进一步理解本公开的特征和优点。
附图说明
[0041]
图1为根据本公开的实施方案的皮芯长丝的节段的示意性分解透视图。
[0042]
图2为根据本公开的实施方案的皮芯长丝的示意性剖视图。
[0043]
在说明书和附图中重复使用的参考符号旨在表示本公开的相同或类似的特征结构或元件。应当理解,本领域的技术人员可设计出落入本公开原理的范围和实质内的许多其他修改形式和实施方案。附图可不按比例绘制。
具体实施方式
[0044]
粘合剂转移带已经广泛用于将第一基底粘附到第二基底。粘合剂转移带通常以辊形式提供,并且含有位于剥离衬垫上或两个剥离衬垫之间的压敏粘合剂层,并且因为转移粘合带通常需要在施加到基底之前被模切到期望的大小和形状,所以在模切区域之外的转移粘合带作为废物丢弃。本文所述的皮芯长丝可以用于在不使用剥离衬垫和产生较少废物的情况下递送压敏粘合剂(在本文中也称为“可热熔加工的粘合剂”)。非粘性皮允许在沉积在基底上之前易于处理可热熔加工的粘合剂。此外,由于不需要模切,本文所述的皮芯长丝作为粘合剂组合物的使用可以大幅减少通常与粘合剂转移带相关联的废物,因为仅在期望区域中沉积粘合剂。
[0045]
所公开的皮芯长丝可用于使用熔融长丝加工(“fff”)打印可热熔加工的粘合剂。fff分配所需的材料特性通常与压敏粘合剂组合物的热熔分配所需的材料特性显著不同。例如,在传统的热熔融粘合剂分配的情况下,粘合剂在罐内被熔融成液体并且通过软管和喷嘴泵送出去。因此,传统的热熔融粘合剂分配需要低熔体粘度粘合剂,其通常被量化为高熔体流动指数(“mfi”)粘合剂。如果粘度太高(或mfi太低),则热熔融粘合剂无法有效地从罐输送到喷嘴。相比之下,fff涉及在分配时使长丝仅在喷嘴内熔融,并且因此不限于可以轻松泵送的低熔体粘度粘合剂(高熔体流动指数粘合剂)。实际上,高熔体粘度粘合剂(低熔体流动指数粘合剂)可以有利地在分配之后提供可热熔加工的粘合剂的几何稳定性,这允许粘合剂的精确和受控的放置,因为粘合剂在打印后不会过度扩散。
[0046]
此外,用于fff的合适长丝通常需要至少一定的最小拉伸强度,使得可将大线轴的长丝连续地馈送至喷嘴而不会断裂。fff长丝通常卷绕成水平缠绕的辊。当将长丝卷绕成水平缠绕的辊时,则最靠近中心的材料可经受高压缩力。优选地,皮芯长丝对永久性横截面变形(即,压缩永久变形)和自粘附(即,储存期间的粘连)具有抗性。
[0047]
本文提供了包含压敏粘合剂(“psa”)的粘合剂体系,该压敏粘合剂是可热熔加工的,即,可热熔加工的粘合剂。可热熔加工的粘合剂采用长丝芯/皮形状因数,具有芯和非粘性皮,使得可热熔加工的粘合剂可以利用液体活化剂在基底(例如,金属、玻璃、塑料)上使用表面活化进行后固化,以提供结构性粘合剂。可以经由热熔分配完成可热熔加工的粘合剂的递送,包括用于基于长丝的增材制造的技术。因为在沉积可热熔加工的粘合剂之前,将液体活化剂单独地施加到基底,所以所公开的粘合剂体系有利地允许在不同表面上使用的底漆的选择中的灵活性,因为一些底漆可能比其他底漆更适合与一些基底使用。
[0048]
所公开的皮芯长丝包含由皮封装的芯,该皮防止缠绕的长丝粘附到自身,从而能够在增材制造和其他分配期间轻松解开,并且提供结构完整性,使得皮芯长丝可通过机械手段推进到加热式挤出机喷嘴。通常,皮是薄的,具有一种组合物,使得其在施加到基底上
之前在打印机/挤出机喷嘴处与可热熔加工的粘合剂芯一起熔融并混合,并且在正常储存条件下没有表面粘性。通过后固化机制,所公开的可热熔加工的粘合剂芯可以被化学修饰,使得其实现不同的性能状态(例如,从柔软、粘性顺应到更坚硬、更高的剪切性能)和/或整个性能水平(例如,psa性能到结构性粘合剂性能)。
[0049]
皮芯长丝
[0050]
图1中示意性地示出了示例性皮芯长丝20。长丝包含芯22和围绕(包住)芯22的外表面26的皮24。图2以剖视图示出了皮芯长丝30。芯32由皮34包围。任何期望的横截面形状都可以用于芯。例如,横截面形状可以是圆形、椭圆形、正方形、矩形、三角形等。芯32的横截面积通常大于皮34的横截面积。
[0051]
皮芯长丝通常具有相对窄的最长横截面距离(例如,具有圆形横截面形状的芯的直径),因此它可以用于需要精确沉积粘合剂或精确沉积粘合剂有利的应用中。例如,皮芯长丝通常具有在1毫米至20毫米(mm)的范围内的平均最长横截面距离。长丝的平均最长横截面距离可以是至少1mm、至少2mm、至少3mm、至少4mm、至少5mm、至少6mm、至少8mm或至少10mm,并且可以是至多20mm、至多18mm、至多15mm、至多12mm、至多10mm、至多8mm、至多6mm或至多5mm。此平均长度可以例如在2mm至20mm、5mm至15mm或8mm至12mm的范围内。
[0052]
通常,皮芯长丝的最长横截面距离(例如,直径)的1%至10%为皮,而皮芯长丝的最长横截面距离(例如,直径)的90%至99%为芯。例如,最长横截面距离的至多10%、至多8%、至多6%或至多4%和至少1%、至少2%或至少3%可归因于皮,而其余部分可归因于芯。皮完全围绕芯延伸,以防止芯粘附到自身上。然而,在一些实施方案中,长丝的端部可以仅含有芯。
[0053]
通常,皮芯长丝具有50:1或更大、100:1或更大或250:1或更大的长度与最长横截面距离(例如,直径)的长径比。具有至少约20英尺(6米)的长度的皮芯长丝可用于打印可热熔加工的粘合剂。取决于皮芯长丝的应用或使用,在其长度上具有相对一致的最长横截面距离(例如,直径)可为期望的。例如,操作员可以基于每个预定长度的长丝的预期质量计算被熔融和分配的材料的量;但是,如果单位长度的质量变化很大,则所分配材料的量可能不匹配所计算的量。在一些实施方案中,皮芯长丝在50厘米(cm)的长度上具有20%的最长横截面距离(例如,直径)的最大变化,或甚至在50cm的长度上具有15%的最长横截面距离(例如,直径)的最大变化。
[0054]
本文所述的皮芯长丝可表现出多种期望的性质,如所制备和作为可热熔加工的粘合剂组合物两者。在形成时,皮芯长丝有利地具有符合处置而不会使皮压裂或撕裂的强度。皮芯长丝所需的结构完整性根据使用的特定应用而变化。优选地,皮芯长丝具有符合一个或多个增材制造装置(例如,3d打印系统)的要求和参数的强度。然而,当将长丝馈送到沉积喷嘴时,与不同设备相比,一种增材制造设备可使皮芯长丝经受更大的力。
[0055]
有利地,皮芯长丝的皮材料的断裂伸长率通常为50%或更高、60%或更高、80%或更高、100%或更高、250%或更高、400%或更高、750%或更高、1000%或更高、1400%或更高或1750%或更高,以及2000%或更低、1500%或更低、900%或更低、500%或更低或200%或更低。换句话讲,皮芯长丝的皮材料的断裂伸长率可在50%至2000%的范围内。在一些实施方案中,断裂伸长率为至少60%、至少80%或至少100%。断裂伸长率可例如通过astm d638-14中概述的方法,使用测试样本类型iv来测量。
[0056]
一旦皮芯长丝被熔融并混合,由采用该皮芯长丝作为压敏粘合剂的至少某些实施方案提供的优点包括以下中的一个或多个:低挥发性有机化合物(“voc”)特性、避免模切、设计灵活性、实现复杂的非平面粘结图案、在薄的和/或精细的基底上打印以及在不规则和/或复杂的形貌特征上打印。
[0057]
可以使用相关领域技术人员已知的任何合适的方法来制备皮芯长丝。大多数方法包括形成是可热熔加工的粘合剂的芯组合物。芯中的可热熔加工的粘合剂含有1)33重量%至94.8重量%的可热熔加工的粘合剂;2)0.0002重量%至2重量%的过渡金属化合物;3)0.1重量%至5重量%的促进剂;和4)基于芯的总重量,5重量%至60重量%的可固化组合物。这些方法还包括形成包含非粘性热塑性材料的皮组合物。这些方法还包括将皮组合物包裹在芯组合物周围。
[0058]
在许多实施方案中,制备皮芯长丝的方法包括通过同轴模头共挤出芯组合物和皮组合物,使得皮组合物包围芯组合物。可将用于芯组合物的任选添加剂(可热熔加工的粘合剂)添加到配备有侧填充机的挤出机(例如,双螺杆挤出机),该侧填充机允许容纳添加剂。相似地,可将任选的添加剂添加到挤出机中的皮组合物中。可热熔加工的粘合剂芯可挤出穿过具有适当最长横截面距离(即,直径)的同轴模头的中心部分,而非粘性皮可挤出穿过同轴模头的外部部分。一种合适的模头为如美国专利号7,773,834(ouderkirk等人)中所描述的长丝纺丝模头。任选地,长丝可在挤出时使用水浴冷却。可使用带式牵引机使长丝加长。可调整带式牵引机的速度以实现期望的长丝横截面距离(例如,直径)。
[0059]
在其他实施方案中,芯可以通过挤出芯组合物形成。所得芯可以在具有足以围绕芯的尺寸的皮组合物内滚动。在又一些实施方案中,芯组合物可以形成为片材。可以形成具有适合于长丝的厚度的片材堆叠。皮组合物可以定位在堆叠周围,使得皮组合物包围堆叠。
[0060]
皮芯长丝的合适组分在下文中详细描述。
[0061]
皮
[0062]
皮为皮芯长丝提供结构完整性,以及分离粘合剂芯,使得其不会粘附到自身上(诸如当长丝以线轴或辊形式提供时)或因此不会过早粘附到另一表面。皮通常被选择为足够厚以支持长丝形状因数,并且允许将皮芯长丝递送至沉积位置。另一方面,选择皮的厚度,使得其存在不会不利地影响皮芯长丝的整体粘合剂性能。
[0063]
当根据astm d1238在190℃和2.16千克的负载下测量时,皮材料通常被选择为具有小于或等于15克/10分钟的熔体流动指数(“mfi”)。此类低熔体流动指数指示一种皮材料,该皮材料具有足够的强度(稳健性)以允许皮芯长丝耐受处置所需的物理操纵,诸如用于与增材制造设备一起使用。在此类方法期间,皮芯长丝通常需要从线轴上退绕,引入增材制造设备中,并且然后推进到喷嘴中以用于熔融和共混而不断裂。与具有较高熔体流动指数的皮材料相比,熔体流动指数小于或等于15克/10分钟的皮材料不太易于断裂(拉伸应力断裂)并且可以缠绕在具有相对小的曲率半径的线轴或辊中。在某些实施方案中,皮材料表现出14克/10分钟或更小、13克/10分钟或更小、11克/10分钟或更小、10克/10分钟或更小、8克/10分钟或更小、7克/10分钟或更小、6克/10分钟或更小、5克/10分钟或更小、4克/10分钟或更小、3克/10分钟或更小、2克/10分钟或更小或1克/10分钟或更小的熔体流动指数。如果需要,可以将各种皮材料共混(例如,熔融和共混),以提供具有期望熔体流动指数的皮组合物。
[0064]
低熔体流动指数值往往会与高熔体粘度和高分子量相关。较高分子量的皮材料往往会导致更好的机械性能。也就是说,皮材料倾向于更稳健(即,皮材料更坚韧,并且不太可能经历拉伸应力断裂)。这种增加的稳健性通常是聚合物链缠结水平增加的结果。出于另外的原因,较高分子量的皮材料通常有利。例如,这些皮材料倾向于在最终制品中较少迁移到粘合剂/基底界面中;此类迁移可能不利地影响粘合剂性能,尤其是在老化条件下。然而,在一些情况下,具有相对低分子量的嵌段共聚物由于物理交联而表现为像高分子量材料。也就是说,尽管嵌段共聚物分子量相对较低,但是其可以具有低mfi值和良好的韧性。
[0065]
随着熔体流动指数降低(诸如至小于或等于15克/10分钟),需要较少的皮材料来获得期望的机械强度。也就是说,可以减小皮层的厚度并且可以减少其对皮芯长丝的总最长横截面距离(例如,直径)的贡献。这是有利的,因为如果皮材料以大于长丝总重量的约10重量%的量存在,则皮材料可能不利地影响芯压敏粘合剂的粘合性能。
[0066]
为了应用于基底,在沉积在基底上之前,皮芯长丝通常熔融并混合在一起。期望将皮材料与芯中的可热熔加工的粘合剂共混,而不会不利地影响可热熔加工的粘合剂的性能。为了有效地共混两种组合物,通常期望皮组合物与芯组合物相容。
[0067]
如果通过芯组合物和皮组合物共挤出形成皮芯长丝,则期望将皮组合物的熔体粘度选择为相当类似于芯组合物的熔体粘度。如果熔体粘度没有足够类似(诸如,如果芯组合物的熔体粘度显著低于皮组合物的熔体粘度),则皮可能不围绕长丝中的芯。然后,长丝可以具有暴露的芯区,并且长丝可以粘附到自身上。另外,如果皮芯组合物的熔体粘度显著高于芯组合物,在分配期间芯组合物和皮组合物的熔融共混期间,非粘性皮可以保持暴露(不与芯充分共混)并不利地影响与基底的粘合剂粘结的形成。皮组合物的熔体粘度与芯组合物的熔体粘度在100:1至1:100的范围内,在50:1至1:50的范围内,在20:1至1:20的范围内,在10:1至1:10的范围内,或在5:1至1:5的范围内。在许多实施方案中,皮组合物的熔体粘度大于芯组合物的熔体粘度。在这种情况下,皮组合物对芯组合物的粘度通常在100:1至1:1的范围内,在50:1至1:1的范围内,在20:1至1:1的范围内,在10:1至1:1的范围内,或在5:1至1:1的范围内。
[0068]
除表现出强度之外,皮材料为非粘性的。如果材料通过“自粘附测试”,则该材料为非粘性的,在该自粘附测试中将材料从其自身剥离所需的力等于或小于预先确定的最大阈值量,而不会使材料压裂。采用非粘性皮允许处置并任选地打印长丝,而不会在沉积到基底上之前不期望地粘附到任何事物上。
[0069]
在某些实施方案中,皮材料表现出低mfi(例如,小于或等于15克/10分钟)、中等断裂伸长率(例如,如通过astm d638-14使用测试样本类型iv所确定的100%或更高)、低断裂拉伸应力(例如,如通过astm d638-14使用测试样本类型iv所确定的10mpa或更多)和中等肖氏d硬度(例如,如通过astm d2240-15所确定的30-70)中的至少两者的组合。具有这些特性中的至少两种特性的皮往往会具有适用于fff型应用的韧性。
[0070]
在一些实施方案中,为了实现提供结构完整性和非粘性表面的目标,皮包含选自苯乙烯共聚物(例如,苯乙烯嵌段共聚物,诸如苯乙烯-丁二烯嵌段共聚物)、聚烯烃(例如,聚乙烯、聚丙烯以及它们的共聚物)、乙烯乙酸乙烯酯、聚氨酯、乙烯丙烯酸甲酯共聚物、乙烯(甲基)丙烯酸共聚物、尼龙、(甲基)丙烯酸嵌段共聚物、聚(乳酸)、酸酐改性的乙烯丙烯酸酯树脂等的材料。取决于制备皮芯长丝的方法,至少稍微匹配皮聚合物材料的极性与芯
中的聚合物的极性可以是有利的。
[0071]
用于皮中的合适的苯乙烯材料是可商购获得的并且包括例如但不限于以商品名kraton(例如,kraton d116 p、d1118、d1119和a1535)购自科腾高性能聚合物公司(美国德克萨斯州,休斯顿)(kraton performance polymers(houston,tx,usa))、以商品名solprene(例如,solprene s-1205)购自达盛(美国德克萨斯州,休斯顿)(dynasol(houston,tx,usa))、以商品名quintac购自瑞翁化学(美国肯塔基州,路易斯维尔)(zeon chemicals(louisville,ky,usa))、以商品名vector和taipol购自台橡股份有限公司(美国路易斯安那州,新奥尔良)(tsrc corporation(new orleans,la,usa))和以商品名k-resin(例如,k-resin dk11)购自英力士公司(美国伊利诺伊州奥罗拉)(ineos styrolution(aurora,il,usa))的苯乙烯材料。
[0072]
合适的聚烯烃不受特别限制。合适的聚烯烃树脂包括例如但不限于聚丙烯(例如,聚丙烯均聚物、聚丙烯共聚物和/或包括聚丙烯的共混物)、聚乙烯(例如,聚乙烯均聚物、聚乙烯共聚物、高密度聚乙烯(“hdpe”)、中等密度聚乙烯(“mdpe”)、低密度聚乙烯(“ldpe”)以及它们的组合物)。例如,合适的可商购获得的ldpe树脂包括购自利安德巴塞尔公司(荷兰鹿特丹)(lyondellbasell(rotterdam,netherlands))且mfi为5.6克/10分钟的petrothene na217000、购自雪佛龙菲利普斯化工有限公司(德克萨斯州伍德兰兹)(chevron phillips(the woodlands,tx))的marlex 1122。合适的hdpe树脂包括购自陶氏化学公司(美国密歇根州米德兰)(dow chemical company(midland,mi,usa))的elite 5960g和购自埃克森美孚公司(美国德克萨斯州休斯顿)(exxonmobil(houston,tx,usa))的hdpe hd 6706系列。聚烯烃嵌段共聚物可以商品名infuse(例如,infuse 9807)购自陶氏化学公司。
[0073]
合适的可商购获得的热塑性聚氨酯包括例如但不限于可购自路博润公司(俄亥俄州威克利夫)(lubrizol corporation(wickliffe,oh))的estane 58213和estane alr 87a。
[0074]
用于皮中的合适的乙烯乙酸乙烯酯(“eva”)聚合物(即,乙烯与乙酸乙烯酯的共聚物)包括以商品名elvax购自陶氏化学公司(密歇根州米德兰)(dow,inc.(midland,mi))的树脂。典型的乙酸乙烯酯含量在9重量%至40重量%的等级范围内并且熔体流动指数低至0.3克/10分钟。(根据astm d1238)。一种示例性材料是elvax3135sb,其中mfi为0.4克/10分钟。合适的eva还包括可以商品名ultrathene购自利安德巴塞尔公司(德克萨斯州休斯敦)(lyondellbasell(houston,tx))的高乙酸乙烯酯乙烯共聚物。典型的乙酸乙烯酯含量在12重量%至18重量%的等级范围内。合适的eva还包括可以商品名ateva购自塞拉尼斯公司(德克萨斯州达拉斯)(celanese corporation(dallas,tx))的eva共聚物。典型的乙酸乙烯酯含量在2重量%至26重量%的等级范围内。
[0075]
用于皮中的合适的尼龙材料包括以商品名nycoa cax购自美国尼龙公司(nylon corporation of america)的尼龙三元共聚物材料。
[0076]
用于皮中的合适的聚(乙烯丙烯酸甲酯)包括以商品名elvaloy(例如,含有30%丙烯酸甲酯且mfi为3.0克/10分钟的elvaloy 1330、含有24%丙烯酸甲酯且mfi为2.0克/10分钟的elvaloy 1224和含有9%丙烯酸甲酯且mfi为6.0克/10分钟的elvaloy 1609)购自陶氏化学公司(美国密歇根州米德兰)的树脂。
[0077]
合适的酸酐改性的乙烯丙烯酸酯树脂可以商品名bynel购自陶氏化学公司,诸如
mfi为7.3克/10分钟的bynel 21e533和mfi为2.1克/10分钟的bynel 30e753。
[0078]
用于皮中的合适的乙烯(甲基)丙烯酸共聚物包括以商品名nucrel(例如,mfi为25.0克/10分钟的nucrel 925和mfi为10.0克/10分钟的nucrel 3990)购自陶氏化学公司的树脂。
[0079]
用于皮中的合适的(甲基)丙烯酸嵌段共聚物包括可以商品名kurarity(例如,kurarity la2250和kuraity la4285)购自可乐丽株式会社(日本东京千代田区)(kuraray(chiyoda-ku,tokyo,jp))的嵌段共聚物。mfi为22.7克/10分钟的kurarity la2250是含有作为a嵌段的聚(甲基丙烯酸甲酯)和作为b嵌段的聚(丙烯酸正丁酯)的aba嵌段共聚物。约30重量%的此聚合物为聚(甲基丙烯酸甲酯)。mfi为1.8克/10分钟的kuraity la4285是含有作为a嵌段的聚(甲基丙烯酸甲酯)和作为b嵌段的聚(丙烯酸正丁酯)的aba嵌段共聚物。约50重量%的此聚合物为聚(甲基丙烯酸甲酯)。改变嵌段共聚物中聚(甲基丙烯酸甲酯)的量改变其玻璃化转变温度和其韧性。
[0080]
用于皮中的合适的聚(乳酸)包括可以商品名ingeo(例如,ingeo6202d纤维级)购自奈琪沃克有限责任公司(美国明尼苏达州迷妮唐卡市)(natureworks,llc(minnetonka,mn,usa))的聚(乳酸)。
[0081]
皮通常占皮芯长丝总重量的1重量%至10重量%。该量可以为至少1重量%、至少2重量%、至少3重量%、至少4重量%、至少5重量%,并且可为至多10重量%、至多9重量%、至多8重量%、至多7重量%、至多6重量%或至多5重量%。
[0082]
芯
[0083]
本公开的芯可以通过相关领域的普通技术人员已知的方法制备,并且通常基本上由以下组成:1)33重量%至94.8重量%的可热熔加工的粘合剂;2)0.0002重量%至2重量%的过渡金属化合物;3)0.1重量%至5重量%的促进剂;和4)基于芯的总重量,5重量%至60重量%的可固化组合物。
[0084]
可热熔加工的粘合剂
[0085]
可用于本公开的实施方案中的可热熔加工的粘合剂是本领域已知的,并且描述于例如美国公开号2013/0184394(satrijo等人)、美国公开号2009/0286950(schumann等人)和美国公开号2018/0215959(liu等人)。
[0086]
合适的可热熔加工的粘合剂没有特别限制,并且可以通过相关领域的普通技术人员已知的方法制备。合适的可热熔加工的粘合剂可以包括可热熔加工的粘合剂,其包括例如丙烯酸聚合物、橡胶聚合物、聚酯聚合物、聚氨酯聚合物、聚酰胺聚合物以及它们的组合物。
[0087]
在一些实施方案中,本公开的可热熔加工的粘合剂可以包括衍生自(甲基)丙烯酸酯的聚合物。在一些实施方案中,本公开的可热熔加工的粘合剂可以包括衍生自仲(甲基)丙烯酸烷基酯的聚合物,诸如在美国专利号9,102,774中公开的那些。
[0088]
过渡金属化合物
[0089]
过渡金属是在“d”子壳中具有其价电子的那些金属。在此组中包含元素周期表3、4、5、6、7、8、9、10和11族的金属。本公开的实施方案中特别有用的过渡金属包括铜、钼、钛、钒、铬、锰、铁、钴、镍和锌。也可以利用具有少量其他金属的这些过渡金属的合金。
[0090]
过渡金属化合物可以呈无机或有机金属化合物的形式,包括氧化物、盐和有机金
属螯合物和络合物。合适的有机盐包括硫酸盐、硝酸盐、氯化物、溴化物、磷酸盐和硫化物。合适的有机盐包括醇盐,例如,甲醇盐和乙醇盐,以及羧酸盐,包含乙酸盐、己酸盐、辛酸盐、乙基己酸盐和环烷酸盐。其他合适的过渡金属络合物包括乙酰丙酮和六氟乙酰丙酮。特别有用的过渡金属化合物包括2-乙基己酸铜、乙酸铜、环烷酸铜、辛酸铜、己酸铜和六氟乙酰丙酮铜。
[0091]
促进剂
[0092]
芯还包括促进剂。促进剂用作氧化还原对的组分,用于溶剂中丙烯酸聚合的自由基引发。
[0093]
在一些实施方案中,促进剂可以是鎓盐,诸如例如鏻盐或季铵盐。在一些实施方案中,季铵盐可以是苄基三乙基氯化铵,可从密苏里州圣路易斯的西格玛奥德里奇公司(sigma aldrich,st.louis,mo)商购获得。
[0094]
在其他实施方案中,促进剂可选自含有有机或无机氯离子的化合物,诸如例如胺盐酸盐或氯化钠。
[0095]
可固化组合物
[0096]
可固化组合物当以较低含量(例如,基于芯的总重量,5重量%至20重量%的可固化组合物)包含时,可以为芯提供剪切粘附性能,或者当以较高含量(例如,基于芯的总重量,30重量%至60重量%的可固化组合物)包含时,可以为芯提供结构粘合性能。
[0097]
可用于本公开的实施方案中的可固化组合物通常是包括不饱和、可自由基聚合基团的反应性物质。在一些实施方案中,不饱和可自由基聚合基团选自含乙烯基的基团,诸如(甲基)丙烯酸酯基团。在一些实施方案中,可固化粘合剂膜还包括交联剂,该交联剂包括两个或更多个或者三个或更多个不饱和可自由基聚合基团,诸如含乙烯基的基团或(甲基)丙烯酸酯基团。在一些实施方案中,交联剂是交联单体。在一些实施方案中,交联剂是低聚物。
[0098]
在一些实施方案中,可固化组合物可以包括交联剂,诸如例如公开于美国公开号2018/0029970(liu等人)中的交联剂。
[0099]
在一些优选的实施方案中,可固化组合物可以包括多官能丙烯酸酯,诸如例如,可以商品名miramer m410购自宾夕法尼亚州埃克斯顿的美源特种化工公司(miwon specialty chemical co.,ltd.,exton,pa)的双三羟甲基丙烷四丙烯酸酯。
[0100]
底漆
[0101]
本公开提供了能够引发芯固化的底漆。在一些实施方案中,底漆包含氧化剂;并任选地包含过渡金属阳离子。底漆在常温常压下通常为液体。
[0102]
氧化剂
[0103]
合适的氧化剂可包括有机过氧化物、无机过氧化物或过硫酸盐。合适的有机过氧化物可包括氢过氧化物、酮过氧化物、二酰基过氧化物、二烷基过氧化物、过氧缩酮、过氧酯和过氧二碳酸酯。
[0104]
合适的有机过氧化物可包括二过氧化物,其可以包含包括部分r
1-o-o-r
2-o-o-r3的二过氧化物,其中r1和r3独立地选自h、烷基(例如,c1至c6)、支链烷基(例如,c1至c6)、环烷基(例如,c5至c10)、烷芳基(例如,c7至c12)或芳基(例如,c6至c10),且r2选自烷基(例如,c1至c6)或支链烷基(例如,c1至c6)。
[0105]
合适的酮过氧化物可包括甲基乙基酮过氧化物、甲基异丁基酮过氧化物、甲基环
己酮过氧化物和环己酮过氧化物。合适的过氧酯可包括α-枯基过氧新癸酸酯、过氧新戊酸叔丁酯、过氧新癸酸叔丁酯、过氧-2-乙基己酸2,2,4-三甲基戊酯、过氧-2-乙基己酸叔戊酯、过氧-2-乙基己酸叔丁酯、过氧间苯二甲酸二叔丁酯、过氧六氢对苯二甲酸二叔丁酯、过氧-3,3,5-三甲基己酸叔丁酯、过氧乙酸叔丁酯、过氧苯甲酸叔丁酯和过氧马来酸叔丁酯。
[0106]
合适的过氧化二碳酸酯可包括过氧化二碳酸二-3-甲氧基酯、过氧化二碳酸二-2-乙基己酯、过氧化二碳酸双(4-叔丁基环己基)酯、过氧化二碳酸二异丙酯-1-酯、过氧化二碳酸二正丙酯、过氧化二碳酸二-2-乙氧基乙酯和过氧化二碳酸二烯丙酯。
[0107]
合适的二酰基过氧化物可包括乙酰过氧化物、苯甲酰过氧化物、癸酰过氧化物、3,3,5-三甲基己酰过氧化物、2,4-二氯苯甲酰过氧化物和月桂酰过氧化物。合适的二烷基过氧化物可包括二叔丁基过氧化物、二枯基过氧化物、叔丁基枯基过氧化物、2,5-二甲基-2,5-二(叔丁基过氧)己烷、1,3-双(叔丁基过氧异丙基)苯和2,5-二甲基-2,5-二(叔丁基过氧)-3-己烷。
[0108]
合适的过氧缩酮可包括1,1-双(叔丁基过氧)-3,3,5-三甲基环己烷、1,1-双(叔丁基过氧)环己烷、2,2-双(叔丁基过氧)丁烷、2,2-双(叔丁基过氧)辛烷和4,4-双(叔丁基过氧)戊酸正丁酯。
[0109]
在一些实施方案中,有机过氧化物是氢过氧化物,特别是包括结构性部分r-o-o-h的氢过氧化物,其中r为(例如,c1至c20)烷基、(例如,c3至c20)支链烷基、(例如,c6至c12)环烷基、(例如,c7至c20)烷芳基或(c6至c12)芳基。合适的有机氢过氧化物可包括叔丁基氢过氧化物、叔戊基氢过氧化物、对二异丙基苯氢过氧化物、枯烯氢过氧化物、蒎烷氢过氧化物、对甲烷氢过氧化物和1,1,3,3-四甲基丁基氢过氧化物。合适的氧化剂可包括过氧二硫酸盐组分和/或过氧二磷酸盐组分。合适的示例可包括过二硫酸铵、过二硫酸钠和过二硫酸钾组分和/或过二磷酸铵、过二磷酸钠和过二磷酸钾组分。合适的有机过氧化物可还包括过氧化乙基己基碳酸叔丁酯、过氧化三甲基己酸叔丁酯、过氧化乙基己酸叔丁酯、过氧化乙基己酸叔戊酯、过氧化乙基己酸叔辛酯、过氧化乙基己基碳酸叔戊酯、过氧化异丙基碳酸叔丁酯、过氧化新癸酸叔丁酯、过氧化异丁酸叔丁酯或叔丁基氢过氧化物。
[0110]
在一些实施方案中,底漆包含至少5重量%、至少10重量%、至少20重量%或至少30重量%的氧化剂。在一些实施方案中,底漆包含不超过50重量%、不超过40重量%、不超过30重量%或不超过20重量%的氧化剂。
[0111]
可将底漆以任意所需的厚度施加至基底。在一些实施方案中,底漆涂层具有不大于20密尔(500微米)、不大于10密尔(250微米)、不大于5密尔(125微米)、不大于4密尔(100微米)、不大于3密尔(75微米)、不大于2密尔(50微米)或不大于1密尔(25微米)的厚度。底漆涂层厚度通常为至少0.0039密耳(0.1微米)、至少0.098密耳(2.5微米)、至少0.197密耳(5微米)、至少0.5密耳(12.5微米)或至少1密耳(25微米)。例如,底漆涂层的厚度可在0.5密耳(12.5微米)至20密耳(500微米)的范围内,在0.5密耳(5微米)至10密耳(250微米)的范围内,在0.5密耳(12.5微米)至5密耳(125微米)的范围内,在1密耳(25微米)至3密耳(75微米)的范围内,或在1密耳(25微米)至2密耳(50微米)的范围内。
[0112]
过渡金属阳离子
[0113]
在一些实施方案中,过渡金属阳离子是钼、钛、钒、铬、锰、铁、钴、镍、铜或锌的阳离子。在一些实施方案中,过渡金属阳离子是铜阳离子,诸如cu(ii)。在一些实施方案中,过渡
金属阳离子是铁阳离子,诸如fe(ii)或fe(iii),诸如可以存在于颜料黑11(fe3o4或feo
·
fe2o3)、颜料红102(fe2o3)或颜料黄42(feo(oh)
·
h2o)中的那些。
[0114]
在一些实施方案中,底漆还包括交联剂,该交联剂包括两个或更多个或者三个或更多个不饱和可自由基聚合基团,诸如含乙烯基的基团,诸如(甲基)丙烯酸酯基团。
[0115]
在一些优选的实施方案中,底漆可以包括3m vhb universal primer uv(明尼苏达州圣保罗的3m公司(3m company,st.paul,mn))和叔丁基过氧2-乙基己基碳酸酯的混合物,该混合物可以商品名luperox tbec购自宾夕法尼亚州普鲁士王市的阿科玛公司(arkema inc.,king of prussia,pa)。
[0116]
在一些实施方案中,底漆可还包含赋形剂以促进氧化剂的运输。
[0117]
在一些实施方案中,常用的增塑剂可用作赋形剂。在一些实施方案中,可使用增塑剂,诸如低蒸气压(在室温下)增塑剂和/或高沸点增塑剂。
[0118]
在一些实施方案中,底漆不包含增粘剂。
[0119]
在一些实施方案中,底漆可还包括填料,诸如实心或空心颗粒,这些实心或空心颗粒包括聚合物、玻璃、陶瓷、金属或金属氧化物材料以及它们的组合物。
[0120]
打印方法
[0121]
提供了一种打印可热熔加工的粘合剂的方法。该方法包括如上所述形成皮芯长丝。该方法还包括使皮芯长丝熔融并且将皮与芯共混以形成熔融组合物。该方法还包括将熔融组合物通过喷嘴分配到基底上。熔融组合物可以在到达喷嘴之前形成,可以通过在喷嘴中混合形成,或者可以在通过喷嘴分配期间形成,或它们的组合。优选地,在整个芯组合物中均匀地共混皮组合物。
[0122]
熔融长丝加工(“fff”),也以商品名“熔融沉积成型(fused deposition modeling)”购自明尼苏达州伊登普雷利的斯特塔西公司(stratasys,inc.,eden prairie,minn),是一种使用通过热盒馈送的热塑性股线来从挤出头产生材料的熔融等分试样的方法。挤出头按规划或绘图(例如,计算机辅助绘图(“cad”)文件)的要求在3d空间中挤出材料珠。挤出头通常以层的形式铺设材料,并且在材料沉积之后,其熔合。
[0123]
用于将包括粘合剂的皮芯长丝打印到基底上的一种合适的方法是连续的非泵送式长丝馈送分配单元。在这种方法中,分配吞吐量由允许进入分配头的皮芯长丝的线性馈送速率调节。在大多数当前可商购获得的fff分配头中,将未加热的长丝机械地推入加热区中,这提供足够的力以将长丝从喷嘴推出。该方法的变型是将输送螺杆结合在加热区中,该输送螺杆用于从线轴拉动长丝并且还用于形成压力以通过喷嘴分配材料。尽管将输送螺杆添加到分配头中增加了成本和复杂性,但这确实使吞吐量增加并且获得使期望水平的组分混合和/或共混的机会。长丝馈送分配的特性在于它是真正的连续方法,在分配头中的任何给定点处仅具有一段短长丝。
[0124]
与传统的热熔融粘合剂沉积方法相比,长丝馈送分配方法可存在若干益处。首先,长丝馈送分配方法通常允许更快更换到不同的粘合剂。而且,这些方法不会与熔融罐一起使用半成批模式,并且这使粘合剂热降解的机会以及沉积的粘合剂中相关联的缺陷最小化。长丝馈送分配方法可使用具有更高熔体粘度的材料,这提供可以更高几何精度和稳定性沉积的粘合剂珠,而无需单独的固化或交联步骤。此外,由于更高的可允许熔体粘度,可在粘合剂内使用更高分子量的原材料。这是有利的,因为含有更高分子量的原材料的未固
化热熔融压敏粘合剂可在维持应力耗散能力的同时具有显著改善的高温保持力。
[0125]
fff长丝的形状因数通常是令人关注的问题。例如,一致的横截面形状和最长横截面距离(例如,直径)有助于皮芯长丝与现有标准化fff长丝诸如abs或聚乳酸(“pla”)的交叉相容性。另外,因为fff分配速率通常由长丝的线性长度的馈送速率确定,所以一致的最长横截面距离(例如,直径)帮助确保粘合剂具有恰当吞吐量。当用于fff中时,根据至少某些实施方案的皮芯长丝的合适的最长横截面距离变化包括在50cm的长度上具有20%的最大变化,或甚至在50cm的长度上具有15%的最大变化。
[0126]
基于挤出的分层沉积系统(例如,熔融长丝加工系统)可用于在本公开的方法中制备包含打印粘合剂的制品。具有各种挤出类型的沉积系统是可商购获得的,具有各种挤出类型的沉积系统包括单螺杆挤出机、双螺杆挤出机、热端挤出机(例如,用于长丝馈送系统)和直接驱动热端挤出机(例如,用于弹性体长丝馈送系统)。沉积系统还可具有用于材料沉积的不同运动类型,包括使用xyz台、龙门起重机和机械臂。增材制造沉积系统的常见制造商包括斯特拉塔西斯公司(stratasys)、阿提玛斯特公司(ultimaker)、马克尔博特(makerbot)、空狼公司(airwolf)、wasp、马克弗巨德公司(markforged)、蒲璐萨公司(prusa)、卢尔茨博特公司(lulzbot)、比格里普公司(bigrep)、科斯添加剂公司(cosin additive)和辛辛那提股份有限公司(cincinnati incorporated)。合适的可商购获得的沉积系统包括例如但不限于:baam,其具有粒料馈送螺杆挤出机和龙门式运动类型,可购自辛辛那提股份有限公司(俄亥俄州哈里逊)(cincinnati incorporated(harrison,oh));betabram型p1,其具有加压糊剂挤出机和龙门型运动类型,可购自英特赖博都(斯洛文尼亚申想)(interelab d.o.o.(senovo,slovenia));am1,其具有粒料馈送螺杆挤出机或齿轮传动的长丝挤出机以及xyz级运动类型,可购自科斯添加剂公司(德克萨斯州休斯顿)(cosine additive inc.(houston,tx));kuka机器人,其具有机械臂运动类型,可购自库卡(密歇根州斯特灵海茨)(kuka(sterling heights,mi));以及axiom,其具有齿轮传动的长丝挤出机和xyz级运动类型,可购自空狼3d(加利福尼亚州喷泉谷)(airwolf 3d(fountain valley,ca))。
[0127]
包含打印粘合剂的三维制品可例如以逐层方式通过将熔融粘合剂挤出到基底上由计算机辅助绘图(“cad”)模型制备。挤出头相对于基底(粘合剂被挤出到其上)的移动根据代表最终制品的构建数据,在计算机控制下执行。通过将三维制品的cad模型初始切成多个水平切片的层来获得构建数据。然后,对于每个切片层,主计算机生成构建路径用于获得组合物的沉积道路,以形成在其上具有打印粘合剂的三维制品。在选择的实施方案中,打印粘合剂包括形成于打印粘合剂表面上的至少一个沟槽。任选地,打印粘合剂在基底上形成不连续图案。
[0128]
熔融粘合剂沉积在其上的基底不受特别限制。在许多实施方案中,基底包括聚合物部件、玻璃部件或金属部件。当基底具有非平面表面(例如具有不规则或复杂表面形貌的基底)时,使用增材制造来将粘合剂打印在基底上可能尤其有利。如上所述,在将熔融粘合剂沉积到基底的表面之前,用一种或多种底漆处理基底。底漆通常通过任何合适的方法作为溶剂型液体施加,该方法可包括例如刷涂、喷涂、浸涂等。在一些实施方案中,可以在施加底漆之前用一种或多种有机溶剂(例如,甲基乙基酮、异丙醇水溶液、丙酮)处理基底表面。
[0129]
皮芯长丝可通过由挤出头承载的喷嘴挤出,并且以x-y平面中基底上的一系列道
路形式来沉积。挤出的熔融粘合剂随其在温度下降时固化而与先前沉积的熔融粘合剂熔合。这可提供打印粘合剂的至少一部分。挤出头相对于基底的位置接着沿z轴(垂直于x-y平面)递增,并且重复该过程以在第一层的至少一部分上形成熔融粘合剂的至少第二层。改变挤出头相对于沉积层的位置可例如通过降低其上沉积层的基底来进行。该过程可根据需要重复多次,以形成类似于cad模型的包含打印粘合剂的三维制品。另外的细节可见于例如turner,b.n.等人,“熔体挤出添加剂制造工艺的概述:i.工艺设计与建模(“a review of melt extrusion additive manufacturing processes:i.process design and modeling)”;快速成型期刊20/3(2014)192-204。在某些实施方案中,打印粘合剂包括厚度在正交于基底的轴线上变化的整体形状。这在期望不能使用粘合剂的模切形成粘合剂形状的情况下特别有利。
[0130]
多种熔融长丝制造3d打印机可用于实施根据本公开的方法。这些中的许多可以商品名“fdm”从明尼苏达州伊甸草原的斯特拉塔斯公司(stratasys,inc.,eden prairie,mn)及其附属公司商购获得。用于创意和设计开发的桌面3d打印机和用于直接数字制造的大型打印机可如例如以商品名“makerbot replicator”、“uprint”、“mojo”、“dimension”和“fortus”从斯特拉塔斯公司(stratasys)及其附属公司获得。用于熔融长丝制造的其他3d打印机可从例如南卡罗来纳州洛克希尔的3d系统公司(3d systems,rock hill,sc)和加利福尼亚州科斯塔梅萨的空狼3d公司(airwolf 3d,costa mesa,ca)商购获得。
[0131]
在某些实施方案中,该方法还包括在分配熔融组合物之前混合(例如,机械地)熔融组合物。在其他实施方案中,在喷嘴中熔融并通过喷嘴进行分配的过程可向组合物提供充分的混合,使得熔融组合物在喷嘴中混合、在分配期间通过喷嘴、或两者兼有。
[0132]
粘合剂可沉积于其上的基底的温度也可进行调节以促进沉积粘合剂的熔融。在根据本公开的方法中,基底的温度可为例如至少约100℃、110℃、120℃、130℃或140℃至多175℃或150℃。
[0133]
由根据本公开的方法制备的打印粘合剂可为可用于各种工业的制品,例如,航空航天、服装、建筑、汽车、商用机器产品、消费、防御、牙科、电子器件、教育机构、重型设备、珠宝、医疗和玩具工业。可以选择皮和芯的组成,使得如果需要,打印粘合剂是透明的。
[0134]
本公开的选择实施方案
[0135]
在第一实施方案中,提供了一种粘合剂体系,该粘合剂体系包括:
[0136]
i)皮芯长丝,该皮芯长丝包括:
[0137]
非粘性皮,其中皮表现出小于15克/10分钟的熔体流动指数;以及
[0138]
可热熔加工的粘合剂芯,其中可热熔加工的粘合剂芯包含以下的共混物:
[0139]
可热熔加工的粘合剂;
[0140]
过渡金属化合物;
[0141]
促进剂;以及
[0142]
可固化组分;以及
[0143]
ii)底漆,该底漆用于将皮芯长丝粘附到基底,该底漆包含:
[0144]
氧化剂,
[0145]
其中该底漆在常温常压下为液体。
[0146]
在第二实施方案中,提供了根据第一实施方案所述的粘合剂体系,其中非粘性皮
包含低密度聚乙烯。
[0147]
在第三实施方案中,提供了根据第一实施方案或第二实施方案所述的粘合剂体系,其中可热熔加工的粘合剂包括丙烯酸酯单体。
[0148]
在第四实施方案中,提供了根据第一至第三实施方案中任一项所述的粘合剂体系,其中过渡金属化合物包含金属的阳离子,所述金属选自钼、钛、钒、铬、锰、铁、钴、镍、铜、锌以及它们的组合物。
[0149]
在第五实施方案中,提供了根据第一至第四实施方案中任一项所述的粘合剂体系,其中促进剂是季铵盐。
[0150]
在第六实施方案中,提供了根据第一至第五实施方案中任一项所述的粘合剂体系,其中可固化组分是多官能丙烯酸酯。
[0151]
在第七实施方案中,提供了根据第一至第六实施方案中任一项所述的粘合剂体系,其中氧化剂是有机过氧化物。
[0152]
在第八实施方案中,提供了根据第一至第七实施方案中任一项所述的粘合剂体系,其中底漆不包含增粘剂。
[0153]
在第九实施方案中,提供了根据第一至第八实施方案中任一项所述的粘合剂体系,其中底漆不包括含不饱和可自由基聚合基团的物质。
[0154]
在第十实施方案中,提供了根据第一至第九实施方案中任一项所述的粘合剂体系,其中基于皮芯长丝的总重量,皮芯长丝包括1重量%至10重量%的皮和90重量%至99重量%的可热熔加工的粘合剂芯。
[0155]
在第十一实施方案中,提供了一种制备皮芯长丝的方法,该方法包括:
[0156]
a)形成是可热熔加工的粘合剂的芯组合物,该芯组合物包含
[0157]
1)基于芯的总重量,33重量%至94.8重量%的无规共聚物,该无规共聚物包括丙烯酸酯单体;
[0158]
2)基于芯的总重量,0.0002重量%至2重量%的过渡金属化合物;
[0159]
3)基于芯的总重量,0.1重量%至5重量%的促进剂;
[0160]
4)基于芯的总重量,5重量%至60重量%的可固化组合物;
[0161]
b)形成包含非粘性热塑性材料的皮组合物;以及
[0162]
c)将皮组合物包裹在皮芯长丝的芯组合物周围,其中皮芯长丝的平均最长横截面距离在1毫米至20毫米的范围内。
[0163]
在第十二实施方案中,提供了根据第十一实施方案所述的方法,其中将皮组合物包裹在芯组合物周围包括共挤出芯组合物和皮组合物,使得皮组合物包围芯组合物。
[0164]
在第十三实施方案中,提供了一种打印可热熔加工的粘合剂的方法,该方法包括:
[0165]
a)根据第十一实施方案或第十二实施方案所述的方法形成皮芯长丝;
[0166]
b)熔融并混合皮芯长丝以形成熔融组合物;以及
[0167]
c)将熔融组合物通过喷嘴分配到基底上,其中基底已经用底漆处理。
[0168]
实施例
[0169]
除非另有说明,否则实施例及本说明书其余部分中的所有份数、百分比、比等均以重量计。除非另外指明,否则所有其他试剂均得自或购自精细化学品供应商诸如美国密苏里州圣路易斯的西格玛奥德里奇公司(sigma-aldrich company,st.louis,missouri),或
者可通过已知的方法合成。在此部分使用以下缩写:g=克,mg=毫克,kg=千克,m=米,厘米=cm,mm=毫米,℃=摄氏度,℉=华氏度,mpa=兆帕斯卡,rpm=每分钟转数,phr=每一百份的份数,psi=每平方英寸磅数,lb=磅。
[0170]
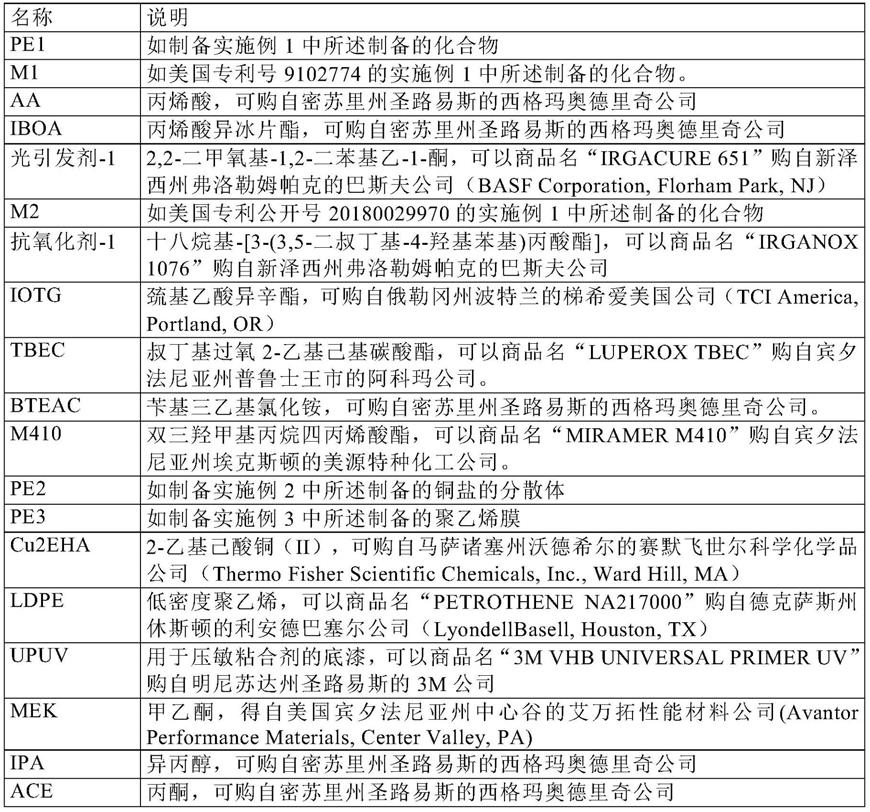
表1(下文)列出了实施例中使用的材料及其来源。
[0171]
表1.材料列表
[0172][0173]
制备实施例
[0174]
pe1的制备
[0175]
该物质如us20130184394的合成实施例s1中所述制备,不同的是组成如下:85份m1、5份aa、10份iboa、0.15phr光引发剂-1、0.155phr m2、0.4phr抗氧化剂-1和0.035phr iotg。所使用的材料和量示于表2中。
[0176]
表2.pe1配方
[0177]
材料质量(g)重量%组合物聚合物m184.3684.36%iboa9.939.93%aa4.964.96%m20.150.15%光引发剂-10.150.15%
iotg0.050.05%抗氧化剂-10.400.40%
[0178]
pe2的制备
[0179]
向8盎司玻璃广口瓶中装入3.6g cu2eha和100.0g m410。使用带有2英寸cowles刀片的mud1001an高速分散器(伊利诺伊州沃伦的卡特汽车公司(carter motor company,warren,il))混合样品,直到视觉上均匀。然后使用27250型3辊研磨机(宾夕法尼亚州埃克斯顿的德国耐驰公司(netzsch inc,exton pa))来研磨分散的混合物,并控制滚动间隙和速率,使得获得均匀的流动。将材料研磨三次,并且未进一步表征。所使用的材料和量示于表3中。
[0180]
表3.pe2配方
[0181]
材料质量(g)重量%组合物混合物m410100.096.53%cu2eha3.63.47%
[0182]
pe3的制备
[0183]
通过在140℃(284℉)的4389型热压机(印第安纳州沃巴什的卡弗公司(carver,inc.,wabash,in))中将ldpe颗粒热熔加压到5密耳至7密耳(0.127mm至0.178mm)的平均厚度来制备非粘性皮的膜。切割宽度为1.5英寸(3.77cm)和长度为2.7英寸至5.9英寸(7cm至15cm)的矩形,并且在如下所述的实施例中使用。
[0184]
芯/皮可固化粘合剂1(caf1)的制备
[0185]
使用plasti-corder epl-v3302(新泽西州哈肯萨克的c.w.布拉本德公司(c.w.brabender,hackensack,nj))进行皮芯长丝粘合剂的批量制备,配备有容量为约250cm3的电加热三部分混合器和高剪切反向旋转刀片。将混合器预热至125℃(257℉)并设置为60rpm的混合速度。将135.21g pe1添加到腔室中,并使其混合两分钟,然后添加7.16g bteac和4.81g pe2。然后将混合物再混合5分钟,然后添加2.87g m410并最终混合10分钟。将体系在30rpm的混合速度下冷却至80℃(176℉),以从腔室中去除粘合剂。通过用pe3手动滚动粘合剂来制备芯/皮长丝,以产生直径为0.47英寸(12mm)的芯/皮长丝,并且样品足够长,以等于16.54英寸(42cm)的长度。然后将16.54英寸(42cm)的芯/皮长丝直接添加到混合室的顶部,总计约50g,并以60rpm、150℃(302℉)混合10分钟,此时混合物看起来均匀。从混合器中取出后,使用热压机将一部分材料压在硅酮涂层的剥离衬垫之间的5密耳厚度。
[0186]
芯/皮可固化粘合剂2(caf2)的制备
[0187]
caf2的制备与caf1相同,不同之处在于材料装料如下:113.86g pe1、6.02g bteac、4.06g pe2和26.13g m410。
[0188]
芯/皮可固化粘合剂3(caf3)的制备
[0189]
caf3的制备与caf1相同,不同之处在于材料装料如下:85.38g pe1、4.56g bteac、3.05g pe2和57.08g m410。
[0190]
底漆1(p1)的制备
[0191]
通过添加0.8g tbec到20.0g upuv中来制备p1的溶液。
[0192]
测试方法
[0193]
动态剪切测试样本制备
[0194]
用mek洗涤尺寸为1英寸
×
4英寸
×
0.064英寸(2.5cm
×
10cm
×
1.6mm)的铝基底,然后用50/50的水/ipa溶液洗涤,并且随后用丙酮洗涤三次,然后风干。然后用上述p1给基底涂底漆。涂底漆是通过将小实验室擦拭巾折叠三次以制成大约一英寸的条带,将其浸入底漆溶液中并从基底的端部向中间擦拭,以便涂覆大约两英寸。在粘合剂施加之前,使涂底漆的基底风干至少两分钟。通过切割制备实施例中描述的1英寸(2.5cm)粘合剂条来制备样本-芯/皮可固化粘合剂1-3(caf1-caf3)。去除一个衬垫,并且将粘合剂铺设在基底的涂底漆部分上。使用4.5lb(2.04kg)手压辊向粘合剂施加压力,来回滚动三次。通过去除暴露粘合剂的顶部剥离衬垫并将其引入到第二涂底漆的基底中来形成粘结。然后将密封粘结在cheminstruments自动辊(俄亥俄州费尔菲尔德的cheminstruments(cheminstruments,fairfield,oh))中用15lb(6.80kg)辊以24英寸/分钟的速度来回滚压三次。在测试之前,将粘结的测试组件在室温下放置24小时。
[0195]
动态剪切测试
[0196]
使用insight 30el负载实验机(明尼苏达州伊登普雷利的mts(mts,eden prairie,mn))在环境温度下进行动态搭接剪切测试。将测试样本装入夹具中,并使十字头以每分钟0.1英寸操作,从而将样本装载至失效。使用astm d1002中公开的测试方法以psi的单位记录断裂应力。
[0197]
实施例1(ex1)
[0198]
如先前所描述,使用caf1和p1制备粘合剂粘结并测试动态搭接剪切。
[0199]
实施例2(ex2)
[0200]
如实施例1所述制备粘合剂粘结,不包括使用caf2和p1。
[0201]
实施例3(ex3)
[0202]
如实施例1所述制备粘合剂粘结,不包括使用caf3和p1。
[0203]
比较例1(ce1)
[0204]
如实施例1所述制备粘合剂粘结,不包括使用caf1和upuv。
[0205]
结果
[0206]
针对实施例1-3(ex1-ex3)和比较例1(ce1)收集使用动态剪切测试方法对动态剪切的测量结果,并呈现在下表2中。
[0207]
表4:动态剪切测试结果
[0208][0209]
以上获得专利证书的申请中所有引用的参考文献、专利和专利申请以一致的方式全文以引用方式并入本文中。在并入的参考文献部分与本技术之间存在不一致或矛盾的情况下,应以前述说明中的信息为准。为了使本领域的普通技术人员能够实践受权利要求书保护的本公开而给出的前述说明不应理解为是对本公开范围的限制,本公开的范围由权利要求书及其所有等同形式限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。