1.本实用新型涉及刹车片磨床技术领域,尤其涉及一种制造不同厚度刹车片的限位磨床。
背景技术:
2.刹车片也叫刹车皮,在汽车的刹车系统中,刹车片是最关键的安全零件,所有刹车效果的好坏都是刹车皮起决定性作用。刹车片一般由钢板、粘接隔热层和摩擦块构成,钢板要经过涂装来防锈,涂装过程用smt-4炉温跟踪仪来检测涂装过程的温度分布来保证质量。其中隔热层是由不传热的材料组成,目的是隔热。摩擦块由摩擦材料、粘合剂组成,刹车时被挤压在刹车盘或刹车鼓上产生摩擦,从而达到车辆减速刹车的目的。刹车片在制造过程中,需要对摩擦块的限位边进行磨削加工,现有方式大多通过夹具固定刹车片,然后用限位磨床对摩擦块的两侧进行磨削。
3.专利(申请号:201820220654.9)公开了一种制造刹车片用限位磨床,包括机架、所述机架上由右向左依次设有进料部、进给部和磨削部;所述进给部包括设置于机架上的立板,所述立板的一侧转动连接有进给辊,所述进给辊的轴向沿水平方向,所述进给辊连接有驱动其转动的第一电机,所述进给辊的外圆周面上均布设置有沿其轴向设置的若干凸棱,相邻两个所述凸棱之间形成刹车片放置空间,所述机架在进给辊的左侧设有使刹车片附着在进给辊的外圆周面上的若干弹片,所述立板在弹片远离进给辊的一侧设有限制弹片的极限位移的限位轮,所述立板在弹片靠近进给辊的一侧设有支撑弹片的端部的支杆;所述进料部包括设置于进给辊的右侧的斜槽;所述磨削部包括设置于佳佳上的两套磨削装置,两套所述磨削装置分别位于进给辊的两侧且对称设置,所述磨削装置包括与机架固定连接的凸块,所述凸块上滑动连接有凹块且滑动方向沿进给辊的轴向,所述凹块上设有第二电机,所述第二电机的动力输出端连接有砂轮;所述凹块采用燕尾槽结构,所述凸块的凸出部分与燕尾槽结构相匹配;所述凸块的两端设有限制凹块的极限滑动位置的限位块。
4.由于不同规格的刹车片的摩擦块宽度、厚度不同,上述专利方案只能对不同宽度的刹车片进行磨削,而无法对不同厚度的刹车片进行磨削。
技术实现要素:
5.本实用新型的目的在于克服上述技术不足,提出一种制造不同厚度刹车片的限位磨床,解决现有技术中刹车片限位磨床无法对不同厚度的刹车片进行磨削加工的技术问题。
6.为达到上述技术目的,本实用新型的技术方案提供一种制造不同厚度刹车片的限位磨床,包括:
7.工作台,其顶部设置有磨削加工位;
8.输送辊,转动设置在所述工作台的顶部,所述输送辊的圆周面上均布有若干个凸棱,相邻的两个所述凸棱之间形成一放置空间,用于放置刹车片;
9.第一驱动件,其输出端与所述输送辊固定连接,用于驱动所述输送辊转动;
10.上料机构,固定设置在所述工作台的顶部、并位于所述输送辊的一侧,所述上料机构的出料端延伸至所述输送辊的圆周面;
11.至少一个磨削机构,通过纵向滑动机构滑动设置在所述磨削加工位的一侧,且其滑动方向与所述输送辊的轴向垂直;
12.进给机构,固定设置在所述工作台的顶部、并位于所述输送辊的另一侧,其输出端与所述磨削机构固定连接,用于驱动所述磨削机构滑动,使其靠近或远离所述输送辊。
13.进一步的,所述进给机构包括:
14.安装座,固定设置在所述工作台的顶部;
15.螺杆,转动安装在所述安装座上;
16.第二驱动件,其输出端与所述螺杆的尾端固定连接;
17.连接板,与所述磨削机构固定连接,并且所述连接板上开有与所述螺杆配合的螺纹孔,所述螺杆的顶端穿过所述螺纹孔并与其螺纹连接。
18.进一步的,所述第二驱动件为电机或手轮。
19.进一步的,所述纵向滑动机构包括:
20.若干个纵向滑轨,固定设置在所述工作台的顶部,并且所述纵向滑轨的数量与所述磨削机构的数量一致;
21.若干个纵向滑座,滑动设置在对应的所述纵向滑轨上,所述磨削机构固定安装在对应的所述纵向滑座的顶部。
22.进一步的,所述纵向滑座的顶部还设置有横向滑动机构,所述磨削机构通过所述横向滑动机构沿横向滑动设置在所述纵向滑座上,且滑动方向平行于所述输送辊的轴向;所述制造不同厚度刹车片的限位磨床还包括若干个宽度调节机构,所述宽度调节机构的输出端与对应的所述磨削机构固定连接,用于驱动所述磨削机构沿所述输送辊的轴向移动,使所述磨削机构靠近或远离所述输送辊,以适用于对不同宽度的刹车片进行磨削。
23.进一步的,所述横向滑动机构包括:
24.横向滑轨,固定设置在所述纵向滑座上;
25.横向滑座,滑动设置在对应的所述横向滑轨上,所述磨削机构固定安装在对应的所述横向滑座的顶部。
26.进一步的,所述宽度调节机构包括传动杆,所述传动杆的一端与所述横向滑座固定连接,另一端固定连接有伸缩驱动件。
27.进一步的,所述制造不同厚度刹车片的限位磨床还包括装夹机构,所述装夹机构包括:
28.立板,固定设置在所述工作台上,并位于所述输送辊的一端;
29.横杆,固定安装在所述立板上,并位于所述输送辊的上方;
30.若干个弹片,并排地固定设置在所述横杆上,并且所述弹片顺着所述输送辊的圆周方向延伸至所述磨削加工位处。
31.进一步的,所述弹片的外侧还固定设置有限位杆。
32.进一步的,所述工作台的顶部且位于所述输送辊的底部开设有下料口,所述工作台上还开设有与所述下料口连通的下料通道。
33.与现有技术相比,本实用新型的有益效果包括:
34.所述制造不同厚度刹车片的限位磨床中,通过在所述磨削机构的底部设置所述纵向滑动机构,并通过所述进给机构操控所述磨削机构移动,使所述磨削机构沿纵向靠近或远离所述输送辊,从而调节所述磨削机构的进给量,能够适用对不同规格厚度的刹车片进行磨削,使用范围广,具有较强的实用性。
附图说明
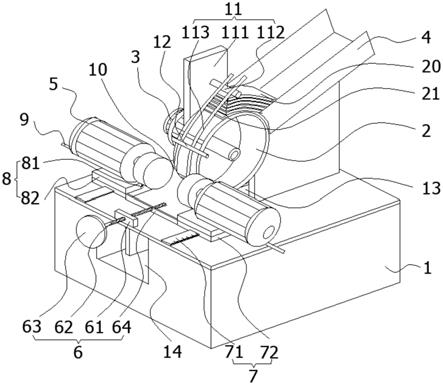
35.图1是本实用新型提供的一种制造不同厚度刹车片的限位磨床的结构示意图。
具体实施方式
36.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
37.本实用新型提供了一种制造不同厚度刹车片的限位磨床,其结构如图1所示,包括工作台1、输送辊2、第一驱动件3、上料机构4、至少一个磨削机构5和进给机构6,其中,所述工作台1的顶部设置有磨削加工位10;所述输送辊2转动设置在所述工作台1的顶部,所述输送辊2的圆周面上均布有若干个凸棱21,相邻的两个所述凸棱21之间形成一放置空间,用于放置刹车片20;所述第一驱动件3的输出端与所述输送辊2固定连接,用于驱动所述输送辊2转动;所述上料机构4固定设置在所述工作台1的顶部、并位于所述输送辊2的一侧,所述上料机构4的出料端延伸至所述输送辊2的圆周面;所述工作台1的顶部固定设置有纵向滑动机构7,所述磨削机构5通过所述纵向滑动机构7滑动设置在所述磨削加工位10的一侧,且其滑动方向与所述输送辊2的轴向垂直;所述进给机构6固定设置在所述工作台1的顶部、并位于所述输送辊2的另一侧,其输出端与所述磨削机构5固定连接,用于驱动所述磨削机构5滑动,使其靠近或远离所述输送辊2。作为具体的实施例,所述第一驱动件3为电机。
38.所述制造不同厚度刹车片的限位磨床中,通过在所述磨削机构5的底部设置所述纵向滑动机构7,并通过所述进给机构6操控所述磨削机构5移动,使所述磨削机构5沿纵向靠近或远离所述输送辊2,从而调节所述磨削机构5的进给量,能够适用对不同规格厚度的刹车片进行磨削,使用范围广,具有较强的实用性。
39.作为优选的实施例,所述凸棱21的高度不超过刹车片20的厚度,在本实施例中,所述凸棱21的高度略小于刹车片20的厚度。所述磨削加工位10的位置处并位于所述工作台1的顶部固定安装有红外线传感器,所述红外线传感器与所述第一驱动件3电性连接,当所述红外线传感器在所述磨削加工位10识别到有刹车片20存在时,所述红外线传感器传递信号给所述第一驱动件3,使所述第一驱动件3和所述输送辊2停止转动。相应的,所述第一驱动件3上还安装有启动按钮。
40.作为优选的实施例,所述进给机构6包括安装座61、螺杆62、第二驱动件63和连接板64,其中,所述安装座61固定设置在所述工作台1的顶部;所述螺杆62转动安装在所述安装座61上;所述第二驱动件63的输出端与所述螺杆62的尾端固定连接;所述连接板64与所述磨削机构5固定连接,并且所述连接板64上开有与所述螺杆62配合的螺纹孔,所述螺杆62的顶端穿过所述螺纹孔并与其螺纹连接。
41.由于所述螺杆62与所述连接板64螺纹连接,所述第二驱动件63能够驱动所述螺杆62转动,从而能够通过所述连接板64带动所述磨削机构5沿纵向移动,使其靠近或远离所述输送辊2,从而调节进给量。并且所述进给机构6通过所述螺杆62进行传统,具有较高的调节精度。
42.作为具体的实施例,所述第二驱动件63为电机或手轮。在该实施例中,所述第二驱动件63选用手轮。
43.作为优选的实施例,所述纵向滑动机构7包括若干个纵向滑轨71和若干个纵向滑座72,若干个所述纵向滑轨71固定设置在所述工作台1的顶部,并且所述纵向滑轨71的数量与所述磨削机构5的数量一致;所述纵向滑座72滑动设置在对应的所述纵向滑轨71上,所述磨削机构5固定安装在对应的所述纵向滑座72的顶部。作为优选的实施例,所述纵向滑轨71上设有刻度,便于精准调节进给量。
44.作为具体的实施例,在该实施例中,所述磨削机构5和所述纵向滑动机构7均设置有两个,两个所述磨削机构5对称设置在所述输送辊2的两端。所述连接板64的两端分别与两个所述纵向滑座72固定连接。
45.作为优选的实施例,所述纵向滑座72的顶部还设置有横向滑动机构8,所述磨削机构5通过所述横向滑动机构8沿横向滑动设置在所述纵向滑座72上,且滑动方向平行于所述输送辊2的轴向;所述制造不同厚度刹车片的限位磨床还包括若干个宽度调节机构,所述宽度调节机构的输出端与对应的所述磨削机构5固定连接,用于驱动所述磨削机构5沿所述输送辊2的轴向移动,使所述磨削机构5靠近或远离所述输送辊2,以适用于对不同宽度的刹车片20进行磨削。
46.作为优选的实施例,所述横向滑动机构8包括横向滑轨81和横向滑座82,所述横向滑轨81固定设置在所述纵向滑座72上;所述横向滑座82滑动设置在对应的所述横向滑轨81上,所述磨削机构5固定安装在对应的所述横向滑座82的顶部。
47.作为优选的实施例,所述宽度调节机构包括传动杆9,所述传动杆9的一端与所述横向滑座82固定连接,另一端固定连接有伸缩驱动件(图中未示出)。作为具体的实施例,所述伸缩驱动件可以为气缸、液压缸或电动推杆。
48.作为优选的实施例,所述制造不同厚度刹车片的限位磨床还包括装夹机构11,所述装夹机构11包括立板111、横杆112和若干个弹片113,其中,所述立板111固定设置在所述工作台1上,并位于所述输送辊2的一端;所述横杆112固定安装在所述立板111上,并位于所述输送辊2的上方;若干个所述弹片113并排地固定设置在所述横杆112上,并且所述弹片113顺着所述输送辊2的圆周方向延伸至所述磨削加工位10处,所述弹片113与所述输送辊2的圆周面之间形成一装夹腔。
49.所述弹片113能够使位于所述装夹腔内的刹车片20附着在所述输送辊2的圆周面,避免刹车片20从所述放置空间中脱离,从而使刹车片能够随着所述输送辊2的转动被输送至所述磨削加工位10。
50.作为优选的实施例,所述弹片113的外侧还固定设置有限位杆12,所述限位杆能够限制所述弹片113的极限变形量,避免所述弹片113因形变较大而损坏。
51.作为优选的实施例,所述工作台1的顶部且位于所述输送辊2的底部开设有下料口13,所述工作台1上还开设有与所述下料口13连通的下料通道14。
52.为了更好地理解本实用新型,以下结合图1对本实用新型的技术方案的工作原理进行详细说明:
53.首先,按照待加工刹车片20的宽度和厚度调节好所述磨削机构5的位置。然后,通过所述上料机构4上料,将一摞相同规格的刹车片堆叠在所述输送辊2的圆周面,并使位于最底部的刹车片落入所述放置空间内。启动所述第一驱动件3带动所述输送辊2转动,将最底部的刹车片输送至所述磨削加工位10,在输送过程中,位于上方的刹车片20相应地落入所述输送辊2圆周面上对应的放置空间中;刹车片输送到所述磨削加工位10后,所述红外线传感器在所述磨削加工位10识别到刹车片20存在,所述红外线传感器传递信号给所述第一驱动件3,使所述第一驱动件3和所述输送辊2停止转动。启动所述磨削机构5,即能够按照预设的进给量对刹车片20进行磨削。磨削完成后,再次启动所述第一驱动件3带动所述输送辊2转动,使下一个刹车片输送至所述磨削加工位10;重复上述步骤,即能够按照预设的进给量对刹车片进行磨削加工。
54.作为优选的实施例,所述第一驱动件3也可以选用伺服电机,可根据每个刹车片的磨削时间设置所述第一驱动件3每次启动的间隔时间,即能够实现该限位磨床全程自动化工作。
55.本实用新型提供的一种制造不同厚度刹车片的限位磨床具有以下有益效果:
56.(1)通过在所述磨削机构5的底部设置所述纵向滑动机构7,并通过所述进给机构6操控所述磨削机构5移动,使所述磨削机构5沿纵向靠近或远离所述输送辊2,从而调节所述磨削机构5的进给量,能够适用对不同规格厚度的刹车片进行磨削,使用范围广,具有较强的实用性;
57.(2)所述进给机构6使用螺杆62进行传动,并且所述纵向滑轨71上设有刻度,能够精准调节进给量。
58.以上所述本实用新型的具体实施方式,并不构成对本实用新型保护范围的限定。任何根据本实用新型的技术构思所做出的各种其他相应的改变与变形,均应包含在本实用新型权利要求的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。