1.本实用新型涉及酒盒包装领域,特别是涉及一种酒盒自动贴合设备。
背景技术:
2.自动贴合机是用于酒盒包装制品中一种吸塑酒托与纸质盒盖粘贴组合的全自动组装设备。市场上普遍是纯人工作业。该组装作业时,需要人工在盒盖上刷胶、手动取吸塑酒托、定位来料盒身以及手动组装贴合,该工序生产效率底下,需两人协调作业,并且完全依靠员工的作业熟练程度,熟练工作业产能为11—14pcs/min;员工的劳动强度大,产品良率依赖员工。造成生产的人工成本高,效率底,良率低,员工劳动强度大等问题;为解决上述问题,自主设计开发自动贴盒的设备,旨在解放劳动力,提高生产效率,提高产品良率。
技术实现要素:
3.本实用新型的目的在于提供一种自动化程度高的酒盒自动贴合设备。
4.为实现上述目的,本实用新型的技术解决方案是:
5.本实用新型是一种酒盒自动贴合设备,包括机台、自动分料机构、送托机构、过胶机构、取托机构、组合机构、进料机构、送盒机构;
6.所述自动分料机构固定安装在送托机构的进料端,取托机构设置在送托机构的出料端,取托机构的两个工作位分别与送托机构的出料端和进料机构衔接,进料机构设置在送盒机构的出料端且与送盒机构的出料端衔接,组合机构位于进料机构的正上方。
7.所述自动分料机构包括分料架、夹紧气缸、夹紧板、挡料板、出料板、分料气缸、吸塑拉杆、吸杆连板;所述分料架跨接在送托机构上,分料架工作台面上开设有下料口,夹紧气缸的缸体固定安装在分料架的工作台面上且位于分料架工作台面下料口的一侧,夹紧气缸的活塞杆杆端与夹紧板外端连接,夹紧板内端伸向下料口,挡料板固定安装在分料架的工作台面上且位于下料口的另一侧,出料板倾斜安装在分料架工作台面的底面且位于下料口的下方;所述分料气缸的缸体固定在分料架工作台面的底面,分料气缸的活塞杆杆端通过吸杆连板与吸塑拉杆的下端连接,吸塑拉杆的上端向上穿过出料板伸入分料架工作台面的下料口,以便吸取置于挡料板内的酒托,吸塑拉杆的上端为吸嘴,吸塑拉杆的下端外接气源。
8.所述夹紧气缸有两个,夹紧板、挡料板皆有两块;所述两个夹紧气缸的缸体分别固定安装在分料架的工作台面上且分别位于分料架工作台面下料口的两侧,两个夹紧气缸的活塞杆杆端与两块夹紧板外端连接,两块夹紧板内端从相对的两侧伸向下料口;所述两块挡料板分别固定安装在分料架的工作台面上且分别位于下料口的另外两侧,两块夹紧板与两块挡料板构成料仓。
9.所述送托机构包括送托机架、送托输送带;所述送托输送带安装在送托机架的顶部。
10.所述过胶机构包括胶盘、过胶机架、过胶电机、过胶减速机构、过胶主动齿轮组、过
胶主动胶轮、过胶从动胶轮、过胶搅拌胶轮、过胶从动齿轮组;所述胶盘安装在机台上,过胶机架跨接在机台上且位于胶盘的正上方,过胶电机的输出轴通过过胶减速机构与过胶主动齿轮组连接,过胶减速机构固定在过胶机架上,过胶主动胶轮、过胶从动胶轮、过胶搅拌胶轮皆可旋转的安装在过胶机架上,过胶主动胶轮、过胶从动胶轮、过胶搅拌胶轮的两端分别与过胶主动齿轮组和过胶从动齿轮组连接,过胶主动齿轮组和过胶从动齿轮组分别可转动的安装在过胶机架的两侧;所述过胶主动胶轮和过胶搅拌胶轮的底部皆伸入胶盘,过胶主动胶轮的顶面与过胶从动胶轮接触。
11.所述取托机构包括取托龙门架、取托x轴模组、取托z轴模组、取托吸嘴、两个取托夹紧气缸、两块取托夹板;所述取托龙门架的下端固定在机台上,取托x轴模组安装在取托龙门架上,取托z轴模组安装在取托x轴模组的滑块上,取托吸嘴安装在取托x轴模组的滑块上,两个取托夹紧气缸的缸体固定在送托机构的出料端且位于送托机构的出料端的两侧,两块取托夹板分别与取托夹紧气缸的活塞杆杆端连接且从两侧伸入送托机构的出料端。
12.所述进料机构包括进料机台、电机安装板、进料电机、进料减速机、进料皮带轮组、进料输送带、挡料气缸、挡料连接板、挡料杆;所述进料机台安装在机台上,电机安装板的上端固定在进料机台的底面上,进料减速机固定在电机安装板上,进料电机通过进料减速机与进料皮带轮组的一端连接,进料皮带轮组的另一端与进料输送带连接,驱动进料输送带转动,进料输送带安装在进料机台的顶面上,在进料输送带上表面设有凸块;所述挡料气缸的缸体固定在进料机台的底面上,挡料气缸的活塞杆杆端通过挡料连接板与挡料杆的下端连接,挡料杆的上端穿过进料机台后伸入送盒机构的出料端外侧。
13.所述组合机构包括组合机架、两个压合气缸、一个止粘气缸、组合压板、推顶板、组合垫板;所述组合机架的下端固定在机台上,两个压合气缸和一个止粘气缸的缸体皆固定在组合机架的悬臂上,两个压合气缸的活塞杆杆端向下与组合压板连接,止粘气缸的活塞杆杆端向下与推顶板连接且推顶板从组合压板中部的通孔穿过,组合压板和推顶板皆伸向组合垫板,组合垫板固定在机台上且位于进料机构的中部。
14.所述送盒机构为输送带机构。
15.采用上述方案后,由于本实用新型包括机台、自动分料机构、送托机构、过胶机构、取托机构、组合机构、进料机构、送盒机构,与前工序联机,通过送盒机构、进料机构对盒身来料进行自动搬运、自动分料、自动定位,通过自动分料机构、送托机构、过胶机构、取托机构对酒托进行自动分料、自动定位、自动过胶,并通过组合机构对酒托和盒身进行自动组装,对组合后产品自动压泡及下料,该设备在整个自动运行中,无需人力参与,解放人力节省人工,产能为18—20pcs/min,产能是人工作业的1.5倍左右,自动化程度高。
16.下面结合附图和具体实施例对本实用新型作进一步的说明。
附图说明
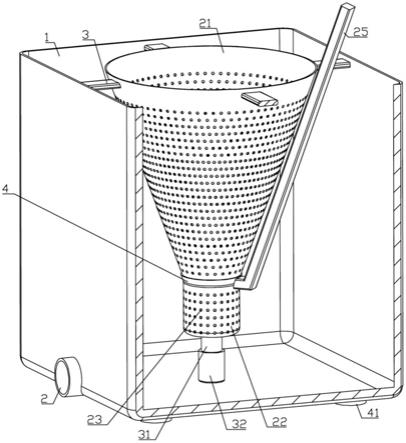
17.图1是本实用新型的轴测图;
18.图2是本实用新型自动分料机构的俯视轴测图;
19.图3是本实用新型自动分料机构的仰视轴测图;
20.图4是本实用新型过胶机构的俯视轴测图;
21.图5是本实用新型过胶机构的侧视轴测图;
22.图6是本实用新型取托机构的轴测图;
23.图7是本实用新型进料机构的俯视轴测图;
24.图8是本实用新型进料机构的仰视轴测图;
25.图9是本实用新型进料机构的侧视轴测图;
26.图10是本实用新型组合机构的俯视轴测图;
27.图11是本实用新型组合机构的仰视轴测图。
具体实施方式
28.如图1所示,本实用新型是一种酒盒自动贴合设备,包括机台1、自动分料机构2、送托机构3、过胶机构4、取托机构5、组合机构6、进料机构7、送盒机构8。
29.所述送托机构3、过胶机构4、取托机构5、组合机构6、进料机构7、送盒机构8皆安装在机台1上,所述自动分料机构2固定安装在送托机构3的进料端,取托机构5设置在送托机构3的出料端,取托机构5的两个工作位分别与送托机构3的出料端和进料机构7衔接,进料机构7设置在送盒机构8的出料端且与送盒机构8的出料端衔接,组合机构6位于进料机构7的上方。
30.所述送托机构3包括送托机架31、送托输送带32;所述送托输送带32安装在送托机架31的顶部。
31.如图2、图3所示,所述自动分料机构2包括分料架21、两个夹紧气缸22、两块夹紧板23、两块挡料板24、出料板25、分料气缸26、吸塑拉杆27、吸杆连板28;所述分料架21跨接在送托机构3上,分料架21工作台面上开设有下料口211;所述两个夹紧气缸22的缸体分别固定安装在分料架21的工作台面上且分别位于分料架21工作台面下料口211的两侧,两个夹紧气缸22的活塞杆杆端与两块夹紧板23外端连接,两块夹紧板23内端从相对的两侧伸向下料口211;所述两块挡料板24分别固定安装在分料架21的工作台面上且分别位于下料口211的另外两侧;两块夹紧板23与两块挡料板24构成料仓;所述出料板25倾斜安装在分料架21工作台面的底面且位于下料口211的正下方;所述分料气缸26的缸体固定在分料架21工作台面的底面,分料气缸26的活塞杆杆端通过吸杆连板28与吸塑拉杆27的下端连接,吸塑拉杆27的上端向上穿过出料板25伸入分料架21工作台面的下料口211,以便吸取置于料仓内的酒托10,吸塑拉杆27的上端为吸嘴,吸塑拉杆27的下端外接气源。
32.如图4、图5所示,所述过胶机构4包括胶盘41、过胶机架42、过胶电机43、过胶减速机构44、过胶主动齿轮组45、过胶主动胶轮46、过胶从动胶轮47、过胶搅拌胶轮48、过胶从动齿轮组49;所述胶盘41安装在机台1上,过胶机架42跨接在机台1上且位于胶盘41的正上方,过胶电机43的输出轴通过过胶减速机构44与过胶主动齿轮组45连接,过胶减速机构44固定在过胶机架42上,过胶主动胶轮46、过胶从动胶轮47、过胶搅拌胶轮48皆可旋转的安装在过胶机架42上,过胶主动胶轮46、过胶从动胶轮47、过胶搅拌胶轮48的两端分别与过胶主动齿轮组45和过胶从动齿轮组49连接,过胶主动齿轮组45和过胶从动齿轮组49分别可转动的安装在过胶机架42的两侧;所述过胶主动胶轮46和过胶搅拌胶轮48的底部皆伸入胶盘,过胶主动胶轮46的顶面与过胶从动胶轮47接触,将胶传递给过胶从动胶轮47。
33.如图6所示,所述取托机构5包括取托龙门架51、取托x轴模组52、取托z轴模组53、取托吸嘴54、两个取托夹紧气缸55、两块取托夹板56;所述取托龙门架51的下端固定在机台
1上,取托x轴模组52安装在取托龙门架51上,取托z轴模组53安装在取托x轴模组52的滑块上,取托吸嘴54安装在取托x轴模组52的滑块上,两个取托夹紧气缸55的缸体固定在送托机构3的出料端且位于送托机构3的出料端的两侧,两块取托夹板56分别与取托夹紧气缸55的活塞杆杆端连接且从两侧伸入送托机构3的出料端,用于将送托机构3上送过来的酒托10夹持定位。
34.如图7-图9所示,所述进料机构7包括进料机台71、电机安装板72、进料电机73、进料减速机74、进料皮带轮组75、进料输送带76、挡料气缸77、挡料连接板78、挡料杆79;所述进料机台71安装在机台1上,电机安装板72的上端固定在进料机台71的底面上,进料减速机74固定在电机安装板72上,进料电机73通过进料减速机74与进料皮带轮组75的一端连接,进料皮带轮组75的另一端与进料输送带76连接,驱动进料输送带76转动,进料输送带76安装在进料机台71的顶面上,在进料输送带76上表面设有凸块761;所述挡料气缸77的缸体固定在进料机台71的底面上,挡料气缸77的活塞杆杆端通过挡料连接板78与挡料杆79的下端连接,挡料杆79的上端穿过进料机台71后伸入送盒机构8的出料端外侧。
35.如图10、图11所示,所述组合机构6包括组合机架61、两个压合气缸62、一个止粘气缸63、组合压板64、推顶板65、组合垫板66;所述组合机架61的下端固定在机台1上,两个压合气缸62和一个止粘气缸63的缸体皆固定在组合机架61的悬臂611上,两个压合气缸62的活塞杆杆端向下与组合压板64连接,止粘气缸63的活塞杆杆端向下与推顶板65连接且推顶板65从组合压板64中部的通孔穿过,组合压板64和推顶板65皆伸向组合垫板66,组合垫板66固定在机台1上且位于进料机构7的中部。工作时,压合气缸62和止粘气缸63分别驱动组合压板64和推顶板65下压,将酒托10和盒身20粘合在一起,当压合气缸62上升时,止粘气缸63保持不动,仍然驱动推顶板65压在酒托10上,避免由于组合压板64与盒身20的沾粘而被带起。
36.所述送盒机构8为输送带机构。
37.本实用新型的工作原理:
38.盒身来料,通过送盒机构8将盒身20送入本实用新型的进料机构7中,进料机构7中的挡料杆79会升起进行阻挡,以有序的控制盒身20间隔一定的时间送入进料机构7中,进入进料机构7的盒身20在输送带76上的凸块761的作用下可以将盒身20向前输送;吸塑酒托10来料,整摞酒托10放置于自动分料机构2的料仓中,吸塑拉杆27拉取吸塑,夹紧板23加紧定位整摞酒托10吸塑,保证每个酒托10正确分离,分离的酒托10由送托机构3送到出料端,取托机构5的取托吸嘴54吸取酒托10,通过x轴模组52带动通过过胶机构4上方,通过时,酒托10的下表面在过胶机构4的过胶从动胶轮47的切面滑过,实现对酒托10的自动过胶,再将酒托10送入进料机构7,将其精准的放置在盒身20上,x轴模组52带着取托吸嘴54回到原来的位置取下一个酒托10;上述放置了酒托10的盒身20通过送料机构7送到组合机构6下方,组合垫板66下压酒托10,使酒托10与盒身20粘合的更加牢固,最后,进料机构7将其从出料端送出,即完成贴合工序。
39.以上所述,仅为本实用新型较佳实施例而已,故不能以此限定本实用新型实施的范围,即依本实用新型申请专利范围及说明书内容所作的等效变化与修饰,皆应仍属本实用新型专利涵盖的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。