1.本实用新型涉及车辆零部件技术领域,特别是涉及一种用于车辆的模具以及车辆。
背景技术:
2.目前,在整车装配过程中,需要先将配光镜以及灯具总成等在焊接模具上定位并固定后,然后将整个焊接模具安装车辆上。现有技术中,通过模具轮廓以及目测来定位配光镜在焊接模具上的位置。由于焊接模具内存在间隙,在实际放置配光镜时,通过目测定位配光镜在焊接模具中的位置存在误差。
技术实现要素:
3.本实用新型的目的在于提供一种用于车辆的焊接模具以及车辆,以避免依靠目视定位所造成的配光镜的安装误差,从而提高加工效率。
4.本实用新型的目的是采用以下的技术方案来实现的。依据本实用新型提出的一种用于车辆的模具,包括多个定位件以及配光镜,所述多个定位件以及所述配光镜均设置在所述模具上,所述多个定位件中的每个均具有用于定位的端头,所述配光镜通过所述端头确定其在所述模具上的位置。
5.在一些实施例中,所述多个定位件至少包括第一定位件以及第二定位件,所述第一定位件用于检测所述配光镜在所述模具的第一方向的位置,所述第二定位件用于检测所述配光镜在所述模具的与所述第一方向垂直的第二方向的位置。
6.在一些实施例中,所述第一定位件设置于所述模具的第一侧部的中点,所述第二定位件设置于所述模具的第二侧部的中点。
7.在一些实施例中,所述多个定位件包括第一定位件、第二定位件以及第三定位件,所述第一定位件用于检测所述配光镜在所述模具的第一方向的位置,所述第二定位件以及所述第三定位件用于检测所述配光镜在所述模具的与所述第一方向垂直的第二方向的位置。
8.在一些实施例中,所述第一定位件设置于所述模具的第一侧部的中点,所述第二定位件以及所述第三定位件间隔地设置于所述模具的第二侧部。
9.在一些实施例中,所述模具还包括第一调整部以及第二调整部,所述第一调整部用于调整所述模具的所述第一方向的位置,所述第二调整部用于调整所述模具的所述第二方向的位置。
10.在一些实施例中,所述多个定位件为位移传感器。
11.在一些实施例中,所述配光镜与所述端头接触以使得当调整配光镜位置时,所述位移传感器的输出数值发生相应变化。
12.在一些实施例中,所述端头的形状为球形。
13.本实用新型还提供一种车辆,包括前述用于车辆的模具。
14.本实用新型的有益效果至少包括:
15.1、本实用新型通过定位件对配光镜在模具上的位置进行定位,避免了依靠目视定位所造成的配光镜的安装误差,提高了加工效率。
16.2、本实用新型通过设置第一定位件、第二定位件以及第三定位件,其中,第一定位件用于检测配光镜在模具的第一方向的位置,第二定位件以及第三定位件用于检测配光镜在模具的第二方向的位置,实现了对配光镜在模具上的完整定位。
17.3、本实用新型所使用的位移传感器的端头为球形,与配光镜接触的点只有一个,从而能够降低位置测量的误差,定位精度可达0.01mm。位移传感器只有端头与配光镜接触,还能有效保护位移传感器。
18.上述说明仅是本实用新型技术方案的概述,为了能更清楚了解本实用新型的技术手段,而可依照说明书的内容予以实施,并且为让本实用新型的上述和其他目的、特征和优点能够更明显易懂,以下特举较佳实施例,并配合附图,详细说明如下。
附图说明
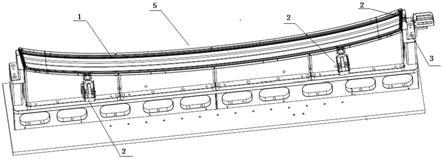
19.图1示出了本实用新型一个实施例的用于车辆的模具的立体结构示意图;以及
20.图2示出了本实用新型一个实施例的用于车辆的模具的平面结构示意图。
具体实施方式
21.为更进一步阐述本实用新型所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本实用新型提出的用于车辆的模具以及车辆的具体实施方式、结构、特征及其功效,详细说明如后。
22.如图1所示,本实用新型提供一种用于车辆的焊接模具5,包括配光镜1以及多个定位件2,本实用新型所述焊接模具5上开设有凹槽(图中未示),配光镜1放置在该凹槽内,该凹槽的尺寸略大于配光镜1的尺寸以使得配光镜1能够在该凹槽内移动从而实现配光镜1的位置的调整。多个定位件2设置在本实用新型所述焊接模具5上,配光镜1通过多个定位件2确定其在本实用新型所述焊接模具5的位置。定位件2优选为位移传感器,位移传感器包括用于检测位置的端头,该端头为球形,与配光镜2接触的点只有一个,从而能够降低位置测量的误差,定位精度可达0.01mm。此外,位移传感器只有端头与配光镜接触,还能有效保护位移传感器。在位移传感器上设定好预设位置数值之后,可通过调整配光镜1的位置以使得配光镜1的端部与位移传感器的端头接触,接触之后,位移传感器上会显示位置数值,若未调整到位,位移传感器会进行报警提示,在接触的基础上,对配光镜1的位置进行微调以使得位移传感器上的数值达到预设的位置数值,随后位移传感器会停止报警提示。通过定位件2确定配光镜1的位置之后,可通过吸盘(图中未示)对配光镜1进行固定。
23.本实用新型所述焊接模具通过定位件的端头对配光镜在焊接模具上的位置进行定位,避免了依靠目视定位所造成的配光镜的安装误差,提高了加工效率。
24.如图1所示,本实用新型所述焊接模具5还包括安装支架3,定位件2通过安装支架3固定在本实用新型所述焊接模具5上。在一些其他实施例中,还可采用卡扣或螺纹件将定位件2固定在本实用新型所述焊接模具5上。
25.如图2所示,由于需要对配光镜1进行水平方向的定位,水平方向包括第一方向(也
即,x方向)以及与第一方向垂直的第二方向(也即,y方向),所以本实用新型所述焊接模具5至少包括2个定位件2以用于对配光镜1进行定位。在一个优选实施例中,由于配光镜1具有一定的长度,为对配光镜1精确定位,本实用新型所述焊接模具5包括3个定位件2,具体包括第一定位件21、第二定位件22以及第三定位件23,其中,第一定位件21用于检测配光镜1在本实用新型所述焊接模具5的第一方向(也即,x方向)的位置,第二定位件22以及第三定位件23用于检测配光镜1在本实用新型所述焊接模具5的与第一方向垂直的第二方向(也即,y方向)的位置。第一定位件21设置于焊接模具的第一侧部51的中点,第二定位件22以及第三定位件23分别设置于焊接模具5的第二侧部52上,并间隔一定距离,间隔距离的大小可根据配光镜1的长度进行调整。可以理解的是,此处所指的“第一侧部51”包括与第一侧部51相对而置的对侧,“第二侧部52”包括与第二侧部52相对而置的对侧。
26.可以理解的是,在一些其他实施例中,在配光镜长度较短的情况下,本实用新型所述焊接模具还可包括2个定位件以用于对配光镜进行定位,具体包括第一定位件以及第二定位件,其中,第一定位件用于检测配光镜在焊接模具的第一方向的位置,第二定位件用于检测配光镜在焊接模具的与第一方向垂直的第二方向的位置。在该实施例中,第一定位件设置于焊接模具的第一侧部的中点,第二定位件设置于焊接模具的第二侧部的中点。
27.下面结合图1以及图2简要描述本实用新型所述焊接模具对配光镜的定位过程。将配光镜1放置于焊接模具5的凹槽中后,先调整配光镜1在第一方向的位置以将配光镜1的右端与第一定位件21的端头接触,对配光镜1的位置进行微调以使得第一定位件21上的数值达到预设的位置数值,待第一定位件21不再报警提示后,表明配光镜1在第一方向的位置调整到位;然后调整配光镜1在第二方向的位置以将配光镜1的下端同时与第二定位件22以及第三定位件23的端头接触,对配光镜1的位置进行微调以使得第二定位件22以及第三定位件23上的数值达到预设的位置数值,待第二定位件22以及第三定位件23不再报警提示后,则表明配光镜1在第二方向的位置调整到位,当第一定位件21、第二定位件22以及第三定位件23上所测得的数值均达到预设位置数值范围之后,焊接模具5会将配光镜1的到位信号给传输给外部设备(图中未示),外部设备才能进行焊接。
28.在一些实施例中,焊接模具还包括第一调整部以及第二调整部(图中未示),第一调整部用于调整焊接模具的第一方向的位置,第二调整部用于调整焊接模具的第二方向的位置。本实用新型设置第一调整部以及第二调整部以调整焊接模具的位置,能够确保焊接模具的位置不出现偏差,防止对配光镜的定位造成影响。在一些实施例中,焊接模具还包括止挡部(图中未示),止挡部设置于焊接模具的端部,止挡部用于防止焊接模具因掉落而造成损坏,从而有效保护焊接模具。
29.本实用新型还提供一种车辆,包括上述焊接模具。
30.以上结合具体实施例描述了本实用新型的基本原理,但是,需要指出的是,在本实用新型中提及的优点效果等仅是示例而非限制,不能认为这些优点、效果等是本实用新型的各个实施例必须具备的。另外,上述公开的具体细节仅是为了示例的作用和便于理解的作用,而非限制,上述细节并不限制本实用新型为必须采用上述具体的细节来实现。
31.提供所公开的方面的以上描述以使本领域的任何技术人员能够做出或者使用本实用新型。对这些方面的各种修改对于本领域技术人员而言是非常显而易见的,并且在此定义的一般原理可以应用于其他方面而不脱离本实用新型的范围。因此,本实用新型不意
图被限制到在此示出的方面,而是按照与在此公开的原理和新颖的特征一致的最宽范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
