:
1.本实用新型涉及喷涂自动化生产设备技术领域,特指一种喷涂线自动上下料设备。
背景技术:
2.以往的喷涂生产线工序转换,都是需要人工搬运,成本高效率低。目前的一些自动化流水线输送设备,虽然能批量转运,但因为被转运工件不能固定在传输设备上,是直接放置在输送带上面传输,在传输一些精密件时,难免发生相互碰撞的情况,导致表面损伤,影响精度和外观;还有一些自动化流水线输送设备,不具备自动定位功能,在工件放置在输送带或者经过设备输送带行走时产生位置变动,后序机械手抓取装置抓取工件时不能精确的找准位置,还需人工重新整理摆放,达不到精准高效的目的。
技术实现要素:
3.本实用新型的目的是针对以上技术的不足,而提供一种喷涂线自动上下料设备,其结构设计科学简单,通过上下料运输机构、抓取转运机构、追踪取放机构的功能组合在输送机构上增加定位机构,工件装进工件载具经过输送机构,先逐一对工件载具进行统一定位,确保抓取转运机械手抓取不同输送批次工件的准确率,并精准高效的送入追踪取放机构,再通过追踪取放机构进行多工件在线追踪定位取放,不仅大大提升了工作效率,且保证了同步取放工件的精准度,实现高精准、高效率的工件输送转载,减少人工使用,降低劳动成本。
4.为实现上述目的,本实用新型一种喷涂线自动上下料设备,包括机架、上下料运输机构、抓取转运机构、追踪取放机构,机架上设置有输送线立板,输送线立板为两个一组,两组对称设置,上下料运输机构设置在输送线立板上,所述抓取转运机构包括有抓取转运立柱,抓取转运立柱设置在机架的上部对称的两侧边,抓取转运立柱上部设置有抓取转运支架,抓取转运支架上设置有转运动力装置和抓取动力装置,所述追踪取放机构包括有追踪取放支架,追踪取放支架设置在机架上,追踪取放支架上设置有同步追踪装置和定位取放装置;
5.所述上下料运输机构包括有输送装置和定位装置,输送装置包括有两个对称设置的输送轨道,两个输送轨道分别固定两组对称设置的在输送线立板上,输送轨道的两端头均设置有传动链轮,相同一端的传动链轮之间设置有传动轴,每个输送轨道两端的传动链轮之间设置有传输链,两个输送轨道上面的传输链为对称设置,其中一个传动轴的一端头设置有输送电机,两个传输链的上面设置有若干个工件载具,每个工件载具上均设有若干个等距设置的载具卡槽,定位装置设置在两个输送轨道之间,所述的定位装置包括有定位支撑板,定位支撑板的两端固定在两个输送轨道上,定位支撑板设置有两个对称设置的横向直线轴承,横向直线轴承内部设有横向滑杆,两个横向滑杆的相同一端均连接有纵向支撑板,两个横向直线轴承中间的定位支撑板上设置有横向活动气缸,横向活动气缸的缸芯
与纵向支撑板的一侧面连接,纵向支撑板的另一侧面设置有两个对称设置的纵向直线轴承,纵向直线轴承内部设置有纵向滑杆,两个纵向滑杆的之间的纵向支撑板上设置有纵向活动气缸,两个纵向滑杆的上端设置有“l”型定位挡板;
6.所述转运动力装置包括有水平转运伺服电机和两个转运导轨,两个转运导轨平行设置在抓取转运支架上,两个转运导轨两端头均设置有同步轮支座,同步轮支座的两侧设置有同步轮,两侧的同步轮之间设置有同步传动杆,转运导轨两端头同侧的同步轮之间设置有同步带传动带,其中一个同步传动杆通过同步带传动带与水平转运伺服电机的动力轴连接,两个转运导轨的上面设置有抓取横梁,抓取横梁的侧面设置有抓取转运纵梁,抓取转运纵梁的上部设置有抓取升降伺服电机,抓取升降伺服电机的主动力轴底部设置有转运抓手安装板,转运抓手安装板上设置有若干个等距设置的转运抓手气缸,转运抓手气缸的头部设置有转运抓手;
7.所述追踪取放支架上设置有追踪电机座和追踪丝杆座,追踪电机座上面设置有追踪伺服电机,追踪丝杆座上面设置有滚珠丝杆,滚珠丝杆的其中一端头与追踪伺服电机的主轴连接,滚珠丝杆上面设置有丝杆螺母,同步追踪装置包括有两个平行设置的追踪导轨,追踪导轨上面设置有取放承载底板,取放承载底板的底面与丝杆螺母连接,取放承载底板上设置有两个平行设置的取放导轨,取放导轨上面设置有取放定位座,取放承载底板的其中一侧边设置有取放定位气缸座,取放定位气缸座上设置有取放定位气缸,取放定位气缸的缸芯与取放定位座的侧面连接,取放定位座上与取放定位气缸座对应的另一侧设置有定位叉,定位座上部设置有追踪夹取座,取放定位座的上面中心位置设置有追踪升降气缸,追踪升降气缸的缸芯与追踪夹取座的下面连接,在追踪夹取座上与定位叉上下对应的一侧边设置有追踪夹取气缸,追踪夹取气缸的头部设置有气动夹手。
8.所述的输送装置上的工件载具通过输送电机驱动传输链进行水平循环运动。
9.所述的定位装置上的纵向支撑板通过横向活动气缸的动力做横向往复运动,所述“l”型定位挡板通过纵向活动气缸的动力做纵向往复运动。
10.所述的抓取转运机构上的抓取转运纵梁与抓取横梁之间为横向垂直交错设置,所述抓取横梁与转运导轨之间为纵向垂直交错设置,所述抓取横梁通过水平转运伺服电机的动力传动同步带传动带,使其抓取横梁在转运导轨上做横向往复运动,转运抓手安装板通过抓取升降伺服电机的动力在抓取横梁上做上下往复运动。
11.所述的追踪取放机构上的滚珠丝杆与追踪导轨之间平行设置,所述承载底板通过追踪伺服电机的动力沿追踪导轨做横向往复运动,所述的取放导轨与追踪导轨之间为垂直设置,所述取放定位座通过取放定位气缸的动力沿取放导轨做纵向往复运动,所述的追踪升降气缸与取放定位气缸之间为垂直设置,所述追踪夹取座通过追踪升降气缸的动力在取放定位座上面做垂直往复运动。
12.所述的上下料运输机构上的定位支撑板与输送轨道之间为垂直设置,所述“l”型定位挡板与工件载具之间为平行设置。
13.所述的抓取转运机构上的转运抓手安装板与工件载具之间平行设置,转运抓手气缸与载具卡槽上下对应设置。
14.所述的追踪取放机构上的定位叉至少有一层一字排列设置的结构,每层一字排列设置的定位叉为若干个,气动夹手为若干个,且每个定位叉和每个气动夹手上下对应平行
设置。
15.所述的追踪取放机构上的取放定位座与追踪夹取座之间为平行设置,取放定位座与转运抓手安装板之间为平行设置。
16.所述的抓取转运机构上的转运抓手气缸与追踪取放机构上的追踪夹取气缸数量相等,且若干个转运抓手气缸之间的距离与若干个追踪夹取气缸之间的距离相等,转运抓手安装板上的转运抓手数量与追踪夹取座上的气动夹手数量相等。
17.本实用新型有益效果为:一种喷涂线自动上下料设备,包括机架、上下料运输机构、抓取转运机构、追踪取放机构,机架上设置有输送线立板,输送线立板为两个一组,两组对称设置,上下料运输机构设置在输送线立板上,所述抓取转运机构包括有抓取转运立柱,抓取转运立柱设置在机架的上部对称的两侧边,抓取转运立柱上部设置有抓取转运支架,抓取转运支架上设置有转运动力装置和抓取动力装置,所述追踪取放机构包括有追踪取放支架,追踪取放支架设置在机架上,追踪取放支架上设置有同步追踪装置和定位取放装置,通过上下料运输机构、抓取转运机构、追踪取放机构的功能组合在输送机构上增加定位机构,工件装进工件载具经过输送机构,先逐一对工件载具进行统一定位,确保抓取转运机械手抓取不同输送批次工件的准确率,并精准高效的送入追踪取放机构,再通过追踪取放机构进行多工件在线追踪定位取放,不仅大大提升了工作效率,且保证了同步取放工件的精准度,实现高精准、高效率的工件输送转载,减少人工使用, 降低劳动成本。
附图说明:
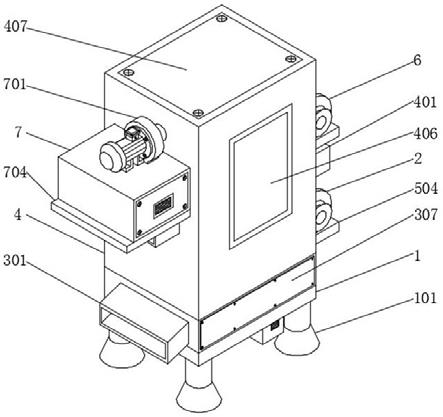
18.图1是本实用新型的结构示意图;
19.图2是本实用新型另一方向的结构示意图;
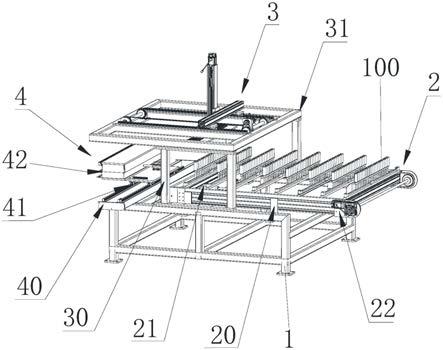
20.图3是本实用新型上下料运输机构的结构示意图;
21.图4是本实用新型输送装置的结构示意图;
22.图5是本实用新型抓取转运机构的结构示意图;
23.图6是本实用新型追踪取放机构的结构示意图;
24.图7是本实用新型追踪取放机构的另一方向结构示意图;
25.图8是本实用新型追踪取放机构的主视图。
具体实施方式:
26.如图1至图8所示,本实用新型一种喷涂线自动上下料设备,包括机架1、上下料运输机构2、抓取转运机构3、追踪取放机构4,机架1上设置有输送线立板20,输送线立板20为两个一组,两组对称设置,上下料运输机构2设置在输送线立板20上,所述抓取转运机构3包括有抓取转运立柱30,抓取转运立柱30设置在机架1的上部对称的两侧边,抓取转运立柱 30上部设置有抓取转运支架31,抓取转运支架31上设置有转运动力装置 32和抓取动力装置33,所述追踪取放机构4包括有追踪取放支架40,追踪取放支架40设置在机架1上,追踪取放支架40上设置有同步追踪装置41 和定位取放装置42;
27.所述上下料运输机构2包括有输送装置22和定位装置21,输送装置 22包括有两个对称设置的输送轨道201,两个输送轨道201分别固定两组对称设置的在输送线立板20上,输送轨道201的两端头均设置有传动链轮202,相同一端的传动链轮202之间设置有传动轴
203,每个输送轨道201 两端的传动链轮202之间设置有传输链204,两个输送轨道201上面的传输链204为对称设置,其中一个传动轴203的一端头设置有输送电机205,两个传输链204的上面设置有若干个工件载具206,每个工件载具206上均设有若干个等距设置的载具卡槽207,定位装置21设置在两个输送轨道201 之间,所述的定位装置21包括有定位支撑板210,定位支撑板210的两端固定在两个输送轨道201上,定位支撑板210上设置有两个对称设置的横向直线轴承212,横向直线轴承212内部设有横向滑杆213,两个横向滑杆 213的相同一端均连接有纵向支撑板214,两个横向直线轴承212中间的定位支撑板210上设置有横向活动气缸215,横向活动气缸215的缸芯与纵向支撑板214的一侧面连接,纵向支撑板214的另一侧面设置有两个对称设置的纵向直线轴承216,纵向直线轴承216内部设置有纵向滑杆217,两个纵向滑杆217的之间的纵向支撑板214上设置有纵向活动气缸218,两个纵向滑杆217的上端设置有“l”型定位挡板219;
28.所述转运动力装置32包括有水平转运伺服电机320和两个转运导轨 301,两个转运导轨301平行设置在抓取转运支架31上,两个转运导轨301 两端头均设置有同步轮支座302,同步轮支座302的两侧设置有同步轮303,两侧的同步轮303之间设置有同步传动杆304,转运导轨301两端头同侧的同步轮303之间设置有同步带传动带305,其中一个同步传动杆304通过同步带传动带305与水平转运伺服电机320的动力轴连接,两个转运导轨301 的上面设置有抓取横梁306,抓取横梁306的侧面设置有抓取转运纵梁307,抓取转运纵梁307的上部设置有抓取升降伺服电机330,抓取升降伺服电机 330的主动力轴底部设置有转运抓手安装板308,转运抓手安装板308上设置有若干个等距设置的转运抓手气缸309,转运抓手气缸309的头部设置有转运抓手310;
29.所述追踪取放支架40上设置有追踪电机座410和追踪丝杆座413,追踪电机座410上面设置有追踪伺服电机411,追踪丝杆座413上面设置有滚珠丝杆412,滚珠丝杆412的其中一端头与追踪伺服电机411的主轴连接,滚珠丝杆412上面设置有丝杆螺母415,同步追踪装置41包括有两个平行设置的追踪导轨414,追踪导轨414上面设置有取放承载底板420,取放承载底板420的底面与丝杆螺母415连接,取放承载底板420上设置有两个平行设置的取放导轨421,取放导轨421上面设置有取放定位座424,取放承载底板420的其中一侧边设置有取放定位气缸座422,取放定位气缸座 422上设置有取放定位气缸423,取放定位气缸423的缸芯与取放定位座424 的侧面连接,取放定位座424上与取放定位气缸座422对应的另一侧设置有定位叉426,定位座424上部设置有追踪夹取座425,取放定位座424的上面中心位置设置有追踪升降气缸429,追踪升降气缸429的缸芯与追踪夹取座425的下面连接,在追踪夹取座425上与定位叉426上下对应的一侧边设置有追踪夹取气缸428,追踪夹取气缸428的头部设置有气动夹手427。
30.所述的输送装置22上的工件载具206通过输送电机205驱动传输链204 进行水平循环运动。
31.所述的定位装置21上的纵向支撑板214通过横向活动气缸215的动力做横向往复运动,所述“l”型定位挡板219通过纵向活动气缸218的动力做纵向往复运动。
32.所述的抓取转运机构3上的抓取转运纵梁307与抓取横梁306之间为横向垂直交错设置,所述抓取横梁306与转运导轨301之间为纵向垂直交错设置,所述抓取横梁306通过水平转运伺服电机320的动力传动同步带传动带305,使其抓取横梁306在转运导轨301上做横
向往复运动,转运抓手安装板308通过抓取升降伺服电机330的动力在抓取横梁306上做上下往复运动。
33.所述的追踪取放机构4上的滚珠丝杆412与追踪导轨414之间平行设置,所述承载底板420通过追踪伺服电机411的动力沿追踪导轨414做横向往复运动,所述的取放导轨421与追踪导轨414之间为垂直设置,所述取放定位座424通过取放定位气缸423的动力沿取放导轨421做纵向往复运动,所述的追踪升降气缸429与取放定位气缸423之间为垂直设置,所述追踪夹取座425通过追踪升降气缸429的动力在取放定位座424上面做垂直往复运动。
34.所述的上下料运输机构2上的定位支撑板210与输送轨道201之间为垂直设置,所述“l”型定位挡板219与工件载具206之间为平行设置。
35.所述的抓取转运机构3上的转运抓手安装板308与工件载具206之间平行设置,转运抓手气缸309与载具卡槽207上下对应设置。
36.所述的追踪取放机构4上的定位叉426至少有一层一字排列设置的结构,每层一字排列设置的定位叉426为若干个,气动夹手427为若干个,且每个定位叉426和每个气动夹手427上下对应平行设置。
37.所述的追踪取放机构4上的取放定位座424与追踪夹取座425之间为平行设置,取放定位座424与转运抓手安装板308之间为平行设置。
38.所述的抓取转运机构3上的转运抓手气缸309与追踪取放机构4上的追踪夹取气缸428数量相等,且若干个转运抓手气缸309之间的距离与若干个追踪夹取气缸428之间的距离相等,转运抓手安装板308上的转运抓手310数量与追踪夹取座425上的气动夹手427数量相等。
39.本实用新型一种喷涂线自动上下料设备在使用中,上一工序把工件100 装载至工件载具206上的载具卡槽207内,装入工件100的工件载具206 直接放在输送装置22上的传输链204上,传输链204通过输送电机205传输动力,将工件载具206输送至定位装置21的上方,定位装置21上的纵向活动气缸218将“l”型定位挡板219升起,“l”型定位挡板219承载面与工件载具206靠平,此时横向活动气缸215同时推动纵向支撑板214 横向运动,纵向支撑板214将“l”型定位挡板219压紧工件载具206上的工件100,从而使工件载具206上的工件100牢固在载具卡槽207内,确保后续机械对工件载具206上面的工件100进行精准抓取;工件载具206自动找平位置后,抓取升降伺服电机330将底部的转运抓手310升起状态,通过水平转运伺服电机320将转运抓手310移动至找平位置后的工件载具 206上方,然后抓取升降伺服电机330传动转运抓手310向下对应工件载具 206上面的工件100进行精准抓取,转运抓手310抓取工件100后通过水平转运伺服电机320将转运抓手310移动至下工序追踪取放机构4的上方;追踪取放机构4上的取放定位气缸423待料状态为收回状态,气动夹手427 通过追踪伺服电机411横向运动,使其气动夹手427与转运抓手310上下对应,追踪升降气缸429将追踪夹取座425升起,此时,抓取升降伺服电机330传动底部的转运抓手310下降,使其把夹取的工件100转交给气动夹手427,气动夹手427将抓取工件100后,通过取放定位气缸423把取放定位座424连同追踪夹取座425一起推出,定位叉426通过追踪伺服电机 411的动力对下一工序流水线工位进行实时同步追踪,实时同步后,追踪升降气缸429下降,同时气动夹手427松开工件100,将工件放置在下一工序的工位内。
40.技术特点:本实用新型一种喷涂线自动上下料设备,通过在输送机构上增加定位
机构,工件装进工件载具经过输送机构,工件载具进入下一工序前先经过定位机构,定位机构逐一对工件载具进行统一定位,确保后续机械手抓取装置抓取不同输送批次工件的准确率,实现高精准、高效率的工件输送转载,减少人工使用,降低劳动成本。
41.以上所述仅是本实用新型的较佳实施例,故凡依本实用新型专利申请范围所述的构造、特征及原理所做的等效变化或修饰,均包括于本实用新型专利申请范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。