1.本发明涉及的是一种加弹皮芯中空多微孔无捻复合长丝及其生产方法、应用,可用于制作纤维笔头,吸水棒,滤芯,过滤材料,储液材料等,属于特种复合纤维的生产技术领域。
背景技术:
2.在传统的纤维笔头,吸水棒,过滤材料上有使常规的无捻涤纶加弹丝,或无捻丙纶长丝通过合股浸胶加热固化干燥后形成毛细吸水效应的棒料,再通过切断,打磨制成笔头和吸水棒,过滤棒,生产过程释放非常严重的刺激气味,对人和环境造成非常大的破坏。
3.目前,虽然有一种加弹皮芯无捻复合长丝,但是采用加弹皮芯无捻复合长丝制作纤维笔头、吸水棒,导水性能比较差,重量比较重,原材料利用率低。
技术实现要素:
4.本发明目的是针对上述不足之处,提供一种加弹皮芯中空多微孔无捻复合长丝及其生产方法、应用。本发明是要生产一种能够不要胶水,能够让纤维加热固化,形成同样的硬度的棒料,这个棒料具有优良的亲水性、毛细吸水性、中空多微孔吸水性和储液性能,同时还要能够满足棒料的后道打磨加工,不粘打磨工具,本发明特别优选改性一种高结晶的低熔点pet(熔点在190~210度)或者熔点150度的聚丙烯pp材料、pe材料,ptt、pla等(只要皮层熔点小于芯层熔点30度以上的材料)作为纤维的皮层材料,常规涤纶pet,尼龙pa、pla等材料作为芯层材料,在poy复合纺丝生产线先纺成低熔点皮芯复合预牵伸长丝(poy),再到后纺在双捻向加弹设备上,进行双捻向复合加弹形成无捻向复合加弹长丝,再将这种长丝,进行整经合股,穿过加热管进行加热固化成棒料,在加热过程中加弹复合长丝皮层融化固化互相粘结,无捻弹力丝纤维弯曲蓬松部分形成一定的孔隙率,产生稳定的毛细吸水、储液效应。达到了产品应用的目的。
5.一种加弹皮芯中空多微孔无捻复合长丝及其生产方法、应用是采取以下技术方案实现:一种加弹皮芯中空多微孔无捻复合长丝,由多根加弹皮芯中空无捻长丝复合组成,所述的加弹皮芯中空无捻长丝由表皮层、内层和中空芯层组成,表皮层包复在内层外部,内层中部设有中空芯层,在表皮层和内层上有多微孔结构。
6.所述的内层组分为涤纶(pet)、尼龙、或聚乳酸(pla)(可降解材料),内层的熔点250~260度。
7.所述的表皮层组分是改性低熔点涤纶(pet)、聚乙烯(pe)、聚丙烯(pp)、或低熔点聚乳酸(pla)(可降解材料),表皮层的熔点150~210度。
8.所述的一种加弹皮芯中空多微孔无捻复合长丝中,所述的表皮层组分占总量配比为20~40%,内层组分占总量配比为80~60%,中空芯层中空度为截面积的20~50%。
9.所述加弹皮芯中空多微孔无捻复合长丝的纤度范围为167dtex~660dtex;所述加
弹皮芯中空多微孔无捻复合长丝单根纤度(dpf)在2~8dtex。
10.所述的加弹皮芯中空无捻复合长丝,表皮层及内层中根据需要添加相应颜色及相应功能的母粒。
11.所述的加弹皮芯中空多微孔无捻复合长丝,选用的表皮层和内层在140~220度温度热定型时,能够实现纤维粘级固化的同时,还要有稳定的毛细吸水性,亲水性、中空多微孔芯层吸水性和储液性能。
12.一种加弹皮芯中空多微孔无捻复合长丝的生产方法,其步聚如下: (1)表皮层原料为低熔点层,干燥温度90~120度,干燥时间8~12小时,含水小于50 ppm; (2)对内层材料进行干燥,降低含水率,含水小于30 ppm; (3)复合组件的装配和准备,在双螺杆复合纺丝设备上,安装皮芯中空复合喷丝板,用于喷丝生产,根据所要生产的丝的规格和最终要满足单根丝纤度在2~4dtex范围内; (4)表皮层组份由第一螺杆熔融挤压后,进入第一计量泵精确计量后进入纺丝组件的表皮层通道;内层组分由第二螺杆熔融挤压后,进入第二计量泵精确计量后进入纺丝组件内层通道,两个组分在经过各自的通道后,在开有多个喷丝孔的喷丝板上复合成具有皮芯结构的熔体,再经过皮芯中空复合喷丝板挤出得到多根具有皮芯中空结构的初生纤维;所得的初生纤维进入侧吹冷却窗,进行冷却上油,再进入通道,通过导丝盘进行张力调整后,经高速卷绕装置进行卷绕,制成poy皮芯中空复合纤维; (5)poy皮芯中空复合纤维,经过一定时间的平衡后,到双捻向的加弹机上,通过加弹机上第一热箱、第二热箱加热,进行双捻向加弹复合,形成加弹皮芯中空多微孔无捻复合长丝,加弹时的牵伸倍数是1.6~1.8倍,加弹d/y比1.5~3控制到满足吸水棒的毛细要求;所述的加弹机上第一热箱、第二热箱温度设定为120~150度。
13.所述的一种加弹皮芯中空多微孔无捻复合长丝在制作吸水棒、滤芯、过滤材料、储液材料中应用。
14.所述的一种加弹皮芯中空多微孔无捻复合长丝制作吸水棒、滤芯、过滤材料、储液材料的方法,将加弹皮芯中空多微孔无捻复合长丝进行整经合股,合股的根数根据吸水棒、滤芯、过滤材料、储液材料的直径大小来决定,穿过加热管进行加热固化成棒料,加热温度160~230度,固化时间30~120秒,在加热过程中加弹皮芯中空无捻复合长丝皮层融化固化互相粘结,无捻弹力丝弯曲部分形成一定的孔隙率以及加弹皮芯中空多微孔无捻复合长丝的中空芯层,产生稳定的毛细吸水效应和储液效应,用本材料制作的纤维制品不但有纤维之间的稳定的毛细效应,而且每根纤维的内部有很多微细的多微孔,吸水效果更好,产品的重量只有普通纤维的40%~60%,制品的各项性能得到较大的提高,达到了产品应用的目的本发明一种加弹皮芯中空多微孔无捻复合长丝及其生产方法、应用。本发明是要生产一种能够不要胶水,能够让纤维加热固化,形成同样的硬度的棒料,这个棒料要保持优良的亲水性、毛细吸水性、中空芯层吸水性和储液性能,同时还要能够满足棒料的后道打磨加工,不粘打磨工具。本发明所述的内层组分为涤纶(pet)、尼龙、或聚乳酸(pla)(可降解材料),皮层的熔点150~210度。所述的表皮层组分是改性低熔点涤纶(pet)、聚乙烯(pe)、聚丙烯(pp)、或低熔点聚乳酸(pla)(可降解材料),内层的熔点250~260度。本发明特别优选改性一种高结晶的低熔点pet(熔点在190~210度)或者熔点150度的聚丙烯pp材料作为纤维
的表皮层材料,常规涤纶pet作为内层材料,在poy复合纺丝生产线先纺成低熔点皮芯复合预牵伸长丝(poy,再到后纺在双捻向加弹设备上,进行双捻向复合加弹形成无捻向复合加弹长丝,再将这种长丝,进行整经合股,穿过加热管进行加热固化成棒料,在加热过程中加弹复合长丝皮层融化固化互相粘结,无捻弹力丝纤维弯曲蓬松部分形成一定的孔隙率,产生稳定的毛细吸水效应、中空吸水性和储液性能,达到了产品应用的目的。
15.本发明一种加弹皮芯中空多微孔无捻复合长丝的生产方法、应用整个生产过程没有任何有害物质产生,生产的成品,使用过程中健康环保。
附图说明
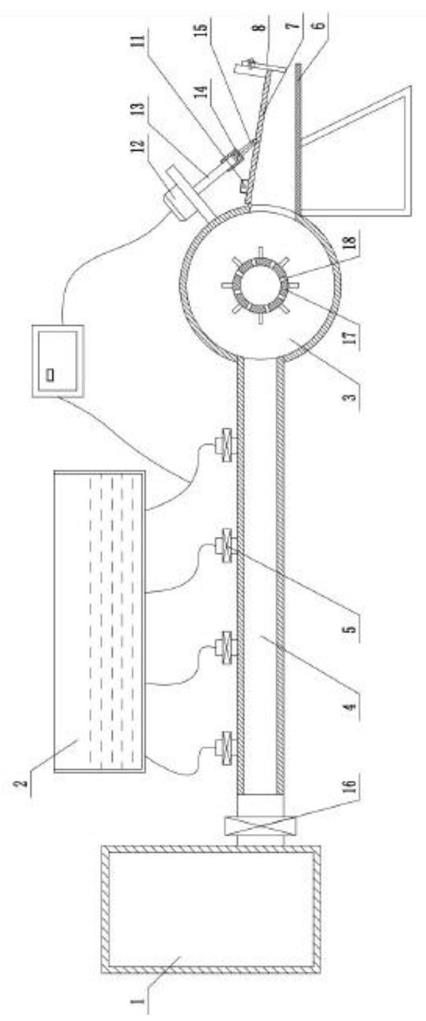
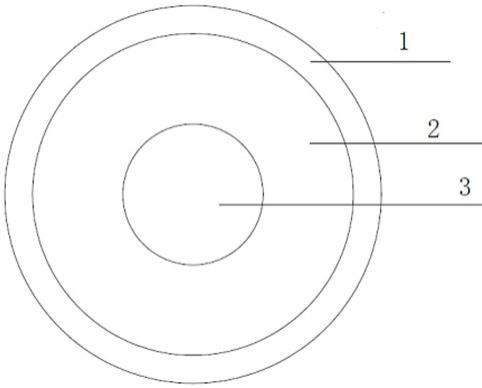
16.以下将结合附图对本发明作进一步说明:图1是本发明一种加弹皮芯中空多微孔无捻复合长丝的单根加弹皮芯中空无捻长丝纤维横截面的示意图。
具体实施方式
17.参照附图1,一种加弹皮芯中空多微孔无捻复合长丝,由多根加弹皮芯中空无捻长丝复合组成,所述的加弹皮芯中空无捻长丝由表皮层1、内层2和中空芯层3组成,表皮层1包复在内层2外部,内层2中部设有中空芯层3。在表皮层1和内层2上有多微孔结构。
18.所述的内层2组分为涤纶(pet)、尼龙、或聚乳酸(pla)(可降解材料),内层2的熔点250~260度。
19.所述的表皮层1组分是改性低熔点涤纶(pet)、聚乙烯(pe)、聚丙烯(pp)、或低熔点聚乳酸(pla)(可降解材料),表皮层1的熔点150~210度。
20.所述的一种加弹皮芯中空多微孔无捻复合长丝中,所述的表皮层1组分占总量配比为20~40%,内层2组分占总量配比为80~60%,中空芯层3中空度为截面积的20~50%。
21.所述加弹皮芯中空无捻复合长丝的纤度范围为167dtex~660dtex;所述加弹皮芯中空无捻复合长丝单根纤度(dpf)在2~4dtex。
22.所述的加弹皮芯中空多微孔无捻复合长丝,表皮层1及内层2中根据需要添加相应颜色及相应功能的母粒。
23.所述的加弹皮芯中空多微孔无捻复合长丝,选用的表皮层1和内层2在140~220度温度热定型时,能够实现纤维粘级固化的同时,还要有稳定的毛细吸水性,亲水性、中空芯层3吸水性和储液性能。
24.一种加弹皮芯中空多微孔无捻复合长丝的生产方法,其步聚如下: (1)表皮层1原料为低熔点层,干燥温度90~120度,干燥时间8~12小时,含水小于50 ppm; (2)对内层2材料进行干燥,降低含水率,含水小于30 ppm; (3)复合组件的装配和准备,在双螺杆复合纺丝设备上,安装皮芯中空复合喷丝板,用于喷丝生产,根据所要生产的丝的规格和最终要满足单根丝纤度在2~4dtex范围内; (4)表皮层1组份由第一螺杆熔融挤压后,进入第一计量泵精确计量后进入纺丝组件的表皮层通道;内层2组分由第二螺杆熔融挤压后,进入第二计量泵精确计量后进入纺丝组件内层通道,两个组分在经过各自的通道后,在开有多个喷丝孔的喷丝板上复合成具
有皮芯结构的熔体,再经过皮芯中空复合喷丝板挤出得到多根具有皮芯中空多微孔结构的初生纤维;所得的初生纤维进入侧吹冷却窗,进行冷却上油,再进入通道,通过导丝盘进行张力调整后,经高速卷绕装置进行卷绕,制成poy皮芯中空复合纤维; (5)poy皮芯中空多微孔复合纤维,经过一定时间的平衡后,到双捻向的加弹机上,通过加弹机上第一热箱、第二热箱加热,进行双捻向加弹复合,形成加弹皮芯中空多微孔无捻复合长丝,加弹时的牵伸倍数是1.6~1.8倍,加弹d/y比1.5~3控制到满足吸水棒的毛细要求;所述的加弹机上第一热箱、第二热箱温度设定为120~150度。
25.所述的一种加弹皮芯中空多微孔无捻复合长丝在制作吸水棒、滤芯、过滤材料、储液材料中应用。
26.所述的一种加弹皮芯中空多微孔无捻复合长丝制作吸水棒、滤芯、过滤材料、储液材料的方法,将加弹皮芯中空无捻复合长丝进行整经合股,合股的根数根据吸水棒、滤芯、过滤材料、储液材料的直径大小来决定,穿过加热管进行加热固化成棒料,加热温度160~230度,固化时间30~120秒,在加热过程中加弹皮芯中空多微孔无捻复合长丝皮层融化固化互相粘结,无捻弹力丝弯曲部分形成一定的孔隙率以及加弹皮芯中空无捻复合长丝的中空多微孔芯层,产生稳定的毛细吸水效应和储液效应,达到了产品应用的目的实施例:一种加弹皮芯中空多微孔无捻复合长丝由多根加弹皮芯中空无捻长丝复合组成,所述的加弹皮芯中空无捻长丝由表皮层1、内层2和中空芯层3组成,表皮层1包复在内层2外部,内层2中部设有中空芯层3。在表皮层1和内层2上有多微孔结构。内层2组分为涤纶(pet),表皮层组分是改性低熔点涤纶(pet)、或者聚丙烯(pp)材料,表皮层的熔点150~210度,内层的熔点250~260度。
27.所述的加弹皮芯中空多微孔无捻复合长丝,表皮层组分比例为20~40%,内层组分比例为80~60%。
28.所述的加弹皮芯中空多微孔无捻复合长丝,表皮层材料为改性高结晶的低熔点涤纶pet,能够满足加弹要求。
29.所述加弹皮芯中空多微孔无捻复合长丝的纤度范围为167dtex~660dtex。
30.所述加弹皮芯中空多微孔无捻复合长丝,必须是单根纤度(dpf)在2~4dtex。
31.所述的加弹皮芯中空多微孔无捻复合长丝,表皮层及内层中根据需要可以添加相应颜色及相应功能的母粒和抗老化母粒。
32.所述的加弹皮芯中空多微孔无捻复合长丝,选用的表皮层和内层在140~220度温度热定型时,能够实现纤维粘级固化的同时,还要有稳定的毛细吸水性、亲水性、中空芯层3吸水性和储液性能。
33.所述的加弹皮芯中空多微孔无捻复合长丝,选用的表皮层材料的熔点和硬度能够很好的满足,笔头后道打磨的要求。
34.一种加弹皮芯中空多微孔无捻复合长丝的生产方法,步聚如下:本发明是在双螺杆复合纺丝设备上和双捻向加弹机上进行,整个生产工艺如下 1、表皮层1原料的改性,市场上的一般的改性低熔点涤纶pet,是不能够进行加弹的,必须对低熔点pet进行再改性,通过添加成核剂ppt塑胶原料作成核剂,进行再改性,能够快速结晶,然后再对改原料进行干燥处理,干燥温度80~100度,干燥时间8~12小时。含水
小于50ppm.;所述的成核剂ppt塑胶原料添加量占皮层原料总量5 ~20%。
35.聚丙烯(pp)材料不用处理。
36.2、对内层2材料进行结晶干燥,常规一般的方法,含水小于30ppm;3、复合组件的装配和准备,在双螺杆复合纺丝设备上,安装皮芯中空复合喷丝板,根据所要生产的丝的规格和最终要满足单根丝纤度(dpf))在2~4dtex范围内,选择好一定孔数的喷丝板。
37.4、表皮层1组份有第一螺杆熔融挤压后,进入第一计量泵精确计量后进入皮芯纺丝组件的皮层通道;内层2组分由第二螺杆熔融挤压后,进入第二计量泵精确计量后进入皮芯纺丝组件芯层通道,两个组分在经过各自的通道后,在开有多个喷丝孔的喷丝板上复合成具有皮芯结构的纤维,再经过喷丝板挤出得到多根具有皮芯结构的初生纤维。所得的初生纤维进入侧吹冷却窗进行冷却上油,再进入通道,通过导丝盘进行张力调整后,经高速卷绕装置进行卷绕,制成poy皮芯复合预牵伸丝。
38.所述的表皮层1组份材料和内层2组份材料中含有色母粒和功能母粒。
39.5、poy皮芯复合预牵伸丝,经过一定时间的平衡后,到双捻向的加弹机上,通过加弹机上第一热箱、第二热箱加热,进行双捻向加弹复合,形成加弹皮芯中空多微孔无捻复合长丝,加弹时的牵伸倍数是1.6~1.8倍,加弹b/y比1.5~3控制到满足吸水棒的毛细要求。所述的加弹机上第一热箱,第二热箱温度设定为120~150度。
40.一种加弹皮芯中空多微孔无捻复合长丝在制作纤维笔头,吸水棒、滤芯、过滤材料、储液材料中应用。
41.采用加弹皮芯中空多微孔无捻复合长丝制作纤维笔头,吸水棒、滤芯、过滤材料、储液材料方法:将本发明的加弹皮芯中空多微孔无捻复合长丝进行整经合股,合股的根数根据笔头,吸水棒、滤芯、过滤材料、储液材料的直径大小来决定,穿过加热管进行加热固化成棒料,加热温度160~230度,固化时间30~120秒,在加热过程中加弹皮芯中空多微孔无捻复合长丝表皮层融化固化互相粘结,无捻弹力丝弯曲部分形成一定的孔隙率以及加弹皮芯中空无捻复合长丝的中空芯层,产生稳定的毛细吸水效应和储液效应,达到了产品应用的目的本文中所描述的具体实施例仅仅是对本发明的产品作举例说明。本发明技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。