1.本发明涉及聚酯单丝生产工艺,尤其是一种高模量低收缩聚酯单丝生产工艺。
背景技术:
2.高模量低收缩聚酯工业长丝具有初始高模量和低热收缩的力学性能,它的形成是由于聚酯高聚物在加工后具有高结晶、高取向、高规整度的结构和较低的内部残存应力,是高速纺丝和高速拉伸及高温松弛定型实现的应力应变过程即应力诱导结晶过程。高模量低收缩聚酯工业长丝主要应用于汽车工业领域和传送带等橡胶骨架材料应用领域。
3.现有的高模量低收缩聚酯单丝大多数是具有原色,如何制备具有各种颜色的高模量低收缩的聚酯单丝,如何使得颜料在熔融的高粘度聚酯内的分布均匀性,并用能够保证原有模量和收缩率,成为需要解决的问题。
技术实现要素:
4.本发明的目的是提供一种高模量低收缩聚酯单丝生产工艺,所制备的高模量量低收缩聚酯单丝具有高模量和低收缩的特性,并且可以制备多种颜色的聚酯单丝。
5.为解决上述技术问题,本发明的目的是这样实现的:
6.本发明所涉及的一种高模量低收缩聚酯单丝生产工艺,包括如下步骤:
7.1)加工高粘度聚酯切片:将聚酯切片原料进行预结晶,然后进行固相聚合得到高粘度聚酯切片;高粘度聚酯切片的粘度为1.20-1.35dl/g;预结晶温度为190-205℃,预结晶时间为8~12min;
8.2)上料:将固相聚合后的高粘度聚酯切片与着色母粒按照设定比例,采用搅拌设备均匀混合,置于料斗内;所述着色母粒中含有端羟基超支化聚合物;
9.3)熔融纺丝:先对螺杆区、模头、计量泵、冷却水箱进行预热;所述螺杆区预热至270-325℃,所述模头、计量泵预热至305-325℃,所述冷却水箱中冷却水的温度预热至65-75℃;
10.预热之后打开计量泵,并将转速控制在13-15转/min;再打开主机进料,将混合后的原料输送至纺丝螺杆挤出机,压力上升至8.5-9.0mpa,再控制计量泵的转速调至20.5-22转/min;将冷却水箱推至模头下方,进行分丝;
11.4)第一次延伸:将第一次延伸的速度调整至35-36m/min;
12.5)热水拉伸:控制水温在90-95℃,处理时间为5-10s;
13.6)第二次延伸:将第二次延伸的速度调整至125-130m/min;
14.7)热风拉伸:控制热风温度在230-240℃,处理时间为5-10s;
15.8)第三次延伸:将第三次延伸的速度调整至170-185m/min;
16.9)高温定型:定型烘箱的温度调整至230-240℃,处理时间为15-20s;
17.10)上油:确保每一根单丝均上油;
18.11)第四次延伸:第四次延伸的速度低于第三次延伸的速度,且高于第二次延伸的
速度;
19.12)卷绕。
20.在上述方案的基础上并作为上述方案的优选方案:所述着色母粒包括10-30%的颜料;5-10%的乙烯丙烯酸酯共聚物、2-5%的分散剂、3-5%的端羟基超支化聚合物,余量为载体树脂。
21.在上述方案的基础上并作为上述方案的优选方案:所述端羟基超支化聚合物为脂肪族超支化聚酯或芳香族超支化聚酯。
22.在上述方案的基础上并作为上述方案的优选方案:所述的分散剂为聚乙烯蜡、二甲基硅油、聚乙二醇、乙烯-醋酸乙烯蜡中的一种或几种的混合物。
23.在上述方案的基础上并作为上述方案的优选方案:所述螺杆区包括料筒一区、料筒二区、料筒三区、料筒四区和料筒五区;所述料筒一区预热至270-280℃,所述料筒二区、料筒三区、料筒四区、料筒五区均预热至305-325℃。
24.在上述方案的基础上并作为上述方案的优选方案:所述第四次延伸的速度为140m/min。
25.在上述方案的基础上并作为上述方案的优选方案:所述定型烘箱为三个,并且定型烘箱的温度沿聚酯单丝运行的方向先降低后升高。
26.在上述方案的基础上并作为上述方案的优选方案:所述热水拉伸是水温是沿着聚酯单丝运行的方向逐渐降低。
27.在上述方案的基础上并作为上述方案的优选方案:所制备的聚酯单丝的直径在0.3-0.5mm。
28.本发明的有益效果是:本发明所涉及的一种高模量低收缩聚酯单丝生产工艺,使用高粘度聚酯切片得到高粘度聚酯熔体,并且加入了含有端羟基超支化聚合物的着色母粒,可以制备具有不同颜色的高模量低收缩聚酯单丝,断裂强度达到9.0cn/dtex以上,远高于一般高模量纸收缩聚酯工业丝7.0cn/dtex的断裂强度。并且所制备聚酯单丝在4.0cn/dtex负荷下的伸长率和干热收缩率之和低于9.5%。
附图说明
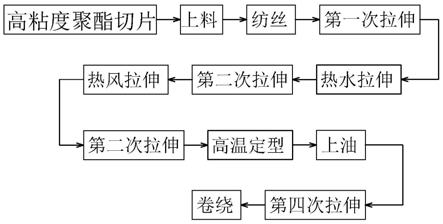
29.图1是本发明所涉及的生产工艺的流程图;
30.图2是搅拌设备的剖视示意图。
31.图中,1-固定架;2-搅拌桶;3-出料口;4-螺杆;5-投料斗;6-清料口;7-循环落料口;8-电气箱;9-驱动装置;91-电机;92-皮带;10-人梯;11-视窗;12-检修口;13-入料口。
具体实施方式
32.下面结合附图和具体实施例对本发明进一步说明。
33.实施例一
34.结合图1和图2,对本实施例作详细说明。本实施例所涉及的一种高模量低收缩聚酯单丝生产工艺,包括如下步骤:加工高粘度聚酯切片
→
上料
→
挤出
→
第一次延伸
→
热水拉伸
→
第二次延伸
→
热风拉伸
→
第三次延伸
→
高温定型上油
→
第四次延伸
→
卷绕。本生产工艺所制备的聚酯单丝的直径为0.3mm-0.5mm。在本实施例中依0.3mm为例进行说明。
35.在步骤1)加工高粘度聚酯切片中,将聚酯切片原料进行预结晶,然后进行固相聚合得到高粘度聚酯切片;高粘度聚酯切片的粘度为1.20-1.35dl/g;预结晶温度为190-205℃,预结晶时间为8~12min。具体在本实施例中,高粘度聚酯切片的粘度为1.25dl/g,
36.在步骤2)上料中,将固相聚合后的高粘度聚酯切片与着色母粒按照设定比例,采用搅拌设备均匀混合,置于料斗内;所述着色母粒中含有端羟基超支化聚合物。着色母粒的加入量为高粘度聚酯切片质量的5%-15%,在本实施例中选择5%。并且将聚酯切片和着色母粒进行烘干除湿,至聚酯切片的含水率≦15
×
10-6
,波动值≦3
×
10-6
,满足在生产时要求。
37.进一步的,所述着色母粒包括10-30%的颜料;5-10%的乙烯丙烯酸酯共聚物、2-5%的分散剂、3-5%的端羟基超支化聚合物,余量为载体树脂。具体的,包括25%的颜料、5%的乙烯丙烯酸酯共聚物、2%的分散剂、4%的端羟基超支化聚合物,余量为载体树脂。
38.具体的,所使用的端羟基超支化聚合物为脂肪族超支化聚酯或芳香族超支化聚酯。在本实施例中选择脂肪族超支化聚酯。端羟基超支化聚合物可以作为高分子材料(各种树脂)的增强增韧剂、固化剂、流变剂,并且还可以作为颜料分散剂,使得颜料可以在高粘度聚酯熔体中分散均匀,使得所制备的聚酯单丝颜色均匀。所使用的端羟基超支化聚合物的羟值为670mg koh/g,酸值水上于15mg koh/g。分量为500g/mol。
39.具体的,分散剂为聚乙烯蜡、二甲基硅油、聚乙二醇、乙烯-醋酸乙烯蜡中的一种或几种的混合物。在本实施例中使用二甲基硅油与聚乙二醇按照1:1的比例混合。
40.所使用的搅拌设备,包括固定架1,和设置在固定架1上的搅拌桶2;所述搅拌桶2的底部呈倒锥形并且设置有两个出料口3,且每个出料口3配置有放料斗;所述的搅拌桶2的中心位置竖直设置有螺杆4,所述螺杆4的底部凸出于搅拌桶2并且与投料斗5相连接,所述螺杆4的底部还设置有清料口6;所述的搅拌桶2上还设置有循环落料口7,所述循环落料口7的一端与搅拌桶2连通,另一端向下倾斜并位于投料斗5上方,所述循环落料口7上设置有用于控制循环落料口7的电气箱8;所述螺杆4的顶部与驱动装置9相连接,所述的驱动装置9包括电机91与皮带92;电机91设置在固定架1的顶部并通过皮带92传动的方式驱动螺杆4转动;所述的搅拌桶2上还设置有人梯10,且靠近人梯10的搅拌桶2表面设置有视窗11和检修口12。
41.具体的,每个出料口3配置有放料斗,且所述的放料斗可自由移动,可以通过干燥设备吸取其两侧放料斗内搅拌均匀的颗粒进行干燥工序。进一步的,所述的搅拌桶2上还设置有人梯10,且靠近人梯10的搅拌桶2表面设置有视窗11和检修口12。在设备出故障或需要进行检修时,所述人梯10方便工作人员进行检修,视窗11可以观察搅拌桶2的内部情况,在判断具体情况后,可以在检修口12或者打开桶盖进入搅拌桶2内进行维修。
42.进一步的,所述出料口3设置在所述搅拌桶2倒锥形底部的最低端,且出料口3的轴线垂直于搅拌桶2的底部。出料口3设置在搅拌桶2倒锥形底部的最低端可以使物料能在自身重力的作用下顺利出料;出料口3的轴线垂直于搅拌桶2的底部则是使物料能完全从搅拌桶2内排出。优选的,所述的出料口3与循环落料口7可以设置在同一平面上,以保证物料的完全排出。再进一步的,所述的出料口3与循环落料口7上还设置有阀门,这样可以使得出口能在需要时才进行出料。
43.进一步的,所述投料斗5靠近螺杆4一侧设置有活动阀门,遮盖入料口13,这样可以
防止加料时手触碰到螺杆,进而防止了手被转动的螺杆划伤,进而使得加料更加安全、高效。优选的,所述的活动阀门沿螺杆4运动方向可自由滑动,这样可以控制物料的进料与否:活动阀门打开时,工序正常工作;活动阀门关闭时,投料斗5可以起到储存物料的作用,循环落料口7类似于出料口。更进一步的,所述螺杆4上设置有加热系统与温度控制系统,使其能够进行初步的干燥除湿。再进一步的,所述加热系统与温度控制系统由所述电气箱8控制。这样电气箱8既可以控制物料混合,又可以控制螺杆的温控系统。优选的,所述搅拌桶2顶部铰接有桶盖,且搅拌桶2与桶盖的材质均为不锈钢。
44.图2箭头所示为物料的流动方向。
45.本搅拌装置的工作过程为:
46.当需要将物料颗粒放入到搅拌桶2内搅拌时,关闭循环物料口7及出料口的阀门,将投料斗5上的活动阀门沿螺杆4运动方向滑动打开,物料颗粒在自身重力的作用下会穿过入料口13内与螺杆4接触,其螺杆4在不断的转动过程中将物料颗粒不断的输送到搅拌筒2内,其投料斗5内的物料颗粒不断的减少。当减少到一定量时塑料颗粒自身的重力无法自发的移动到入料口13内,此时便需要工作人员用手将其拨入到入料口6内,关闭投料斗5上的活动阀门,其手在拨动的过程中活动阀门的阻挡而不会进入到入料口6内,从而使手不会与螺杆4接触,进而保护了手不会被划伤;当需要对搅拌筒2内的塑料颗粒再一次搅拌时,将活动阀门拉开即可。需要对物料进行多次混合时,打开循环落料口7的阀门,使得物料再次流入投料斗7进入到螺杆4。
47.在完成物料的均匀混合后,关闭投料斗5上的活动阀门,首先打开出料口的阀门,使得物料落满放料斗;遇到放料斗满的情况,可以关闭出料口的阀门,打开循环物料口7的阀门,此时投料斗5可以暂时存储搅拌桶2内多余的均匀物料。
48.在步骤3)熔融纺丝中,先对螺杆区、模头、计量泵、冷却水箱进行预热;所述螺杆区预热至270-325℃,所述模头、计量泵预热至305-325℃,所述冷却水箱中冷却水的温度预热至65-75℃,具体为70℃。
49.所述螺杆区包括料筒一区、料筒二区、料筒三区、料筒四区和料筒五区;所述料筒一区预热至270-280℃,所述料筒二区、料筒三区、料筒四区、料筒五区均预热至305-325℃。具体的,在本实施例中,所述料筒一区预热至275℃,所述料筒二区、料筒三区、料筒四区、料筒五区分别预热至305℃、310℃、320℃、325℃。
50.预热之后打开计量泵,并将转速控制在13-15转/min;再打开主机进料,将混合后的原料输送至纺丝螺杆挤出机,压力上升至8.5-9.0mpa,再控制计量泵的转速调至20.5-22转/min;将冷却水箱推至模头下方,进行分丝。在熔体进行模头之前还需经过过滤网。
51.具体的,预热之后打开计量泵,并将转速控制在14转/min。压力上升至9.0mpa,再控制计量泵的转速调至22转/min。
52.采用水进行冷却,可以造成极迅速的冷却作用,从而缩短高聚物在最高结晶速率温度下的停留时间。熔体细液从喷丝孔中挤出后,先进入空气层,再进入冷却水中,即熔细流在较同的温度下细化,再液体冷却。在水冷却过程中,初生丝所受到的阻力比在空气中高得多。熔体细流是垂直进行冷却水箱,然后通过一定路径离开冷却水箱,是通过导丝辊改变方向,并且导丝辊与喷丝的距离,一定要超过熔体细流的固化点。在本实施例中,导丝辊与喷丝板的距离为40-45cm,具体为40cm。
53.在步骤4)第一次延伸中,将第一次延伸的速度调整至35-36m/min;在第一次延伸中,采用较小的延伸倍数,可以有效避免对于截面种在较大变化的情况下,对断裂强度造成的影响。
54.在步骤5)热水拉伸中,控制水温在90-95℃,处理时间为5-10s;并且在本步骤中水温是沿着聚酯单丝运行的方向逐渐降低。即在本步骤中水槽分为三段,水温分别为95℃、93℃、90℃,每段的处理时间为2s。
55.在步骤6)第二次延伸中,将第二次延伸的速度调整至125-130m/min;具体为125m/min。
56.在步骤7)热风拉伸中,控制热风温度在230-240℃,处理时间为5-10s;具体的温度为235℃,处理时间为6s。
57.在步骤8)第三次延伸中,将第三次延伸的速度调整至170-185m/min,具体为180m/min。
58.9)高温定型:定型烘箱的温度调整至230-240℃,处理时间为15-20s;
59.10)上油:确保每一根单丝均上油;
60.11)第四次延伸:第四次延伸的速度低于第三次延伸的速度,且高于第二次延伸的速度;具体的,第四次延伸的速度为140m/min。
61.12)卷绕。
62.对比例
63.本对比例所涉及的一种一种高模量低收缩聚酯单丝生产工艺,包括如下步骤:加工高粘度聚酯切片
→
上料
→
挤出
→
第一次延伸
→
热水拉伸
→
第二次延伸
→
热风拉伸
→
第三次延伸
→
高温定型上油
→
第四次延伸
→
卷绕。与实施例一的区别在于:在步骤2)中,不加入着色母粒。
64.在步骤3)挤出中,先对螺杆区、模头、计量泵、冷却水箱进行预热;所述螺杆区预热至270-315℃,所述模头、计量泵预热至300-315℃,所述冷却水箱中冷却水的温度预热至65-75℃,具体为70℃。
65.在本发明所使用的2个模头的挤出设备。所述螺杆区包括料筒一区、料筒二区、料筒三区、料筒四区和料筒五区;所述料筒一区预热至270-280℃,所述料筒二区、料筒三区、料筒四区、料筒五区、模头、计量泵均预热至300-315℃。
66.具体的,在本发明中,所述料筒一区预热至275℃,所述料筒二区、料筒三区、料筒四区、料筒五区分别预热至300℃、305℃、310℃、315℃。模头预热至315℃,计量泵预热到315℃。
67.预热之后打开计量泵,并将转速控制在11转/min;再打开主机进料,压力上升至8.0mpa,再控制计量泵的转速调至21转/min;将冷却水箱推至模头下方,进行分丝。在熔体进行模头之前还需经过过滤网。
68.在本对比全例中,导丝辊与喷丝板的距离45cm。
69.在步骤4)第一次延伸中,将第一次延伸的速度调整至30-32m/min,具体为30m/min。在第一次延伸中,采用较小的延伸倍数,可以有效避免对于截面种在较大变化的情况下,对断裂强度造成的影响。
70.在步骤5)热水拉伸中,控制水温在90-95℃,处理时间为5-10s。并且在本步骤中水
温是沿着聚酯单丝运行的方向逐渐降低。即在本步骤中水槽分为三段,水温分别为95℃、93℃、90℃,每段的处理时间为2s。
71.在步骤6)第二次延伸中,将第二次延伸的速度调整至120-130m/min。具体的在本步骤中,速度为125m/min。
72.在步骤7)热风拉伸中,控制热风温度在230-240℃,处理时间为5-10s。具体的温度为235℃,处理时间为6s。
73.在步骤8)第三次延伸中,将第三次延伸的速度调整至170-185m/min,具体为180m/min。
74.在步骤9)高温定型:定型烘箱的温度调整至230-240℃,处理时间为15-20s。所述定型烘箱为三个,并且定型烘箱的温度沿聚酯单丝运行的方向先降低后升高。三个定型烘箱的温度依次为230℃、240℃、235℃。
75.在步骤10)上油:确保每一根单丝均上油。
76.在步骤11)第四次延伸:第四次延伸的速度低于第三次延伸的速度,且高于第二次延伸的速度。具体的,第四次延伸的速度为140m/min。
77.在步骤12)卷绕。
78.对实施例一及对比例进行断裂强度、断裂伸长率和初始模量进行测试,实施例一的断裂强度为9.2cn/dtex,对比例的断裂强度为9.4cn/dtex,标准为不小于7.0cn/dtex。实施例一的断裂伸长率为10.6%,对比例的断裂伸长为13.5%,标准为11%-15%。实施例一的初始模量为102.4cn/dtex,对比例的初始模量为98.5cn/dtex,标准为不小于95cn/dtex。
79.实施例一所制备的聚酯单丝在177℃,1min,0.05cn/dtex张力的条件下,所测试的干热收缩率为3.7%,在4.0cn/dtex的定负荷伸长为5.5%,两者之和为9.2%,低于9.5%。
80.由上述的测试结构可以看出,加入了颜料的聚酯单丝与对比例相似的断裂强度,更低的断裂伸长率和更大的初始模量。
81.以上详细描述了本发明的较佳具体实施例。应当理解,本领域的普通技术人员无需创造性劳动就可以根据本发明的构思做出诸多修改和变化。因此,凡本技术领域中技术人员依本发明的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。