1.本发明属于电机定子焊接技术领域,具体涉及电机定子叠片的脉冲激光微点焊焊接系统及焊接方法。
背景技术:
2.工业领域电机用电量约占工业用电总量75%,提高电机能量转换效率具有巨大的节能前景。电机由定子和转子两模块组成。定子主要由机座、定子铁心、定子绕组、端盖等部件组成。在电机定子铁芯的制造过程中,电工钢通过级进模冲裁工艺或线切割制造定子片,数百片冲裁好的定子片叠装、连接成定子铁芯。常见的电工钢叠片的连接工艺主要包括胶粘、机械连接和熔化焊接。其中熔化焊接接头具有更好的电磁性能和更高的耐疲劳性能,被广泛应用于高性能电机的制造工艺中。在常用的熔化焊接方法中,激光焊热量集中、焊接速度快、焊接质量稳定,具有良好的发展前景。
3.定子叠片经过多条焊缝焊接固定,形成定子。电工钢叠片边缘激光焊接工艺与传统的激光对接或搭接工艺存在非常明显的差别。目前激光焊主流方法为采用连续高能束方式焊接电工钢叠片,激光从叠片边缘一端开始连续的进行焊接直到另一端,焊缝贯穿所有叠片边缘。这种方法激光在不需焊接的位置仍进行额外焊接,热输入大,使其残余应力增大,磁性能劣化。
4.脉冲激光焊也是一种焊接方法。对于定子叠片,其界面处焊合情况,界面熔化区域的微观组织和晶粒尺寸等决定了连接强度,界面间区域(叠片本身边缘区域)是否焊接对连接强度影响很小。因此,这种焊接方法能得到较好的连接强度和较低的热输入。然而,这种焊接方法需要定子叠片具有良好的表面状态和较小间隙,对加工稳定性也提出了较严格的要求,从而限制了其使用。
技术实现要素:
5.本发明克服现有技术的上述缺陷,提供一种热输入小、残余应力小、磁性能明显改善的电机定子叠片的脉冲激光微点焊焊接系统及焊接方法。
6.为实现上述发明目的,本发明采用以下技术方案:
7.本发明利用脉冲激光束,只在需要焊合的部位(两叠片相接触界面)进行微点焊,处理时间短,得到小焊点。不存在其他部位的焊接,避免能源浪费,同时降低叠片的残余应力,提高了电磁性能。为了解决脉冲激光焊难以得到良好表面状态和较小间隙的定子叠片的问题,保证加工稳定性,一是采用定子压紧装置将定子叠片压紧,减小界面间隙,并利用视觉传感装置进行叠片间距离的识别与检测。二是设置了传感监控系统,建立传感监测信号与焊接质量的关系,对焊接过程进行在线监测与反馈调控。中央控制模块对反馈信号进行处理与识别,并建立激光参数、监测信号与焊接质量间的映射模型,监测不同焊接加工参数下的焊接质量,以控制各道脉冲激光的发射,并根据传感器反馈的已焊接各点情况,预测后几道待焊点的焊接质量,控制其脉冲激光焊接工艺参数,提高焊接质量,保证加工稳定
性。
8.第一方面,本发明提供电机定子叠片的脉冲激光微点焊焊接系统,包括承载模块、压紧模块、传感监测模块、中央控制模块、焊接模块。中央控制模块分别连接承载模块、压紧模块、传感监测模块和焊接模块。所述承载模块包括放置定子叠片的承载平台和导针。所述承载平台可在中央控制模块的控制下带动定子叠片旋转,其上设有对定子叠片进行轴向定位的定位轴,所述导针插入待焊的定子叠片齿槽中,对定子叠片进行周向定位。所述定子叠片压设在定子承载单元的定位轴上。
9.所述压紧模块包括依次连接的定子压紧机构、连接轴和动力单元。所述定子压紧机构上设有压力传感器,对定子叠片压装力进行监测,控制定子叠片间隙大小,保证焊接过程中压力恒定。所述定子压紧机构位于定子叠片套入承载平台定位轴的轴向入口侧,所述动力单元和压力传感器与中央控制模块相连。
10.所述传感监测模块包括传感监测单元一和传感监测单元二,分别位于两个对称分布的焊接单元一侧,与中央控制模块相连,并向中央控制模块发送信号。
11.所述焊接模块包括两个对称设置在承载模块两侧的焊接单元一和焊接单元二。
12.所述中央控制模块分别连接上述承载模块、压紧模块、传感监测模块和焊接模块,包括核心处理单元和信号线;上述核心处理单元包括传感监测处理单元、焊接控制单元、压紧控制单元;中央控制模块对反馈信号进行处理与识别,建立激光参数、监测信号与焊接质量间的映射模型,监测不同焊接加工参数下的焊接质量,以控制各道脉冲激光的发射。还可以根据传感器反馈已焊接各点情况,预测后几道待焊点焊接质量,控制其脉冲激光焊接工艺参数。在进行脉冲激光焊接时,由质量自适应控制方法能更精确的控制焊接加工参数,降低焊接热输入和残余应力,保证叠片的磁性能和焊接质量。
13.进一步地,所述导针为与定子叠片齿槽形状相匹配的金属棒。
14.进一步地,所述压紧机构由上顶板和压紧圆筒构成。所述连接轴与动力单元连接。所述压力传感器设置在压紧圆筒与定子叠片压紧接触面上。
15.进一步地,所述动力单元包括电动缸或液压缸。
16.进一步地,所述传感监测模块包括能实时同轴或旁轴监测焊接情况的传感器,例如光谱仪、光电二极管、单点测温仪,以及可获得各个波段图像的工业相机等。
17.进一步地,所述焊接模块中的脉冲激光焊接器包括所有能发射脉冲激光的激光焊机。
18.第二方面,本发明提供电机定子叠片的脉冲激光微点焊焊接方法,采用本发明上述的焊接系统,其步骤包括:
19.1)定子叠片装夹定位:将电工钢片叠装,并将导针插入定子叠片定子槽中,对其进行周向定位。再将叠装后的定子叠片套入承载平台的定位轴上,实现轴向定位。
20.2)定子叠片压装:中央控制模块控制动力单元连接压紧机构下行,压紧叠片。通过压力传感器监测压装力,反馈给中央控制模块实时调整控制信号,保证压装力恒定。
21.3)压装状态监测:利用传感监测模块的可见光工业相机进行叠片表面的数据采集,通过边缘提取算法获得叠片实际位置(x,y)、数量n、中心间距离s,进而监测叠片压装状态,并通过压力调节来维持叠片中心间距离s处于[s1,s2]范围内;
[0022]
4)初始参数设定:所述初始参数包括脉冲频率f、占空比h:1、激光功率p、焊接速度
v等工艺参数,根据步骤3)中的叠片实际位置数据进行工艺参数设计,具体方法如下:
[0023][0024]
同时,根据叠片所需焊缝数nh计算承载平台的旋转角度α与次数nc,计算方法如下:
[0025][0026]
5)定子叠片微点焊过程信号采集:根据步骤3)中的叠片实际位置(x,y)、数量n与中心间距离s,通过中央控制模块控制两对称的激光喷嘴移动至待焊点,发射脉冲激光熔化叠片界面,发生微点焊。微点焊的同时,通过光谱仪、光电二极管、单点测温仪、工业相机等传感器对焊接过程进行实时监测,采集一维不同光谱波段的强度信号或者二维不同光谱波段θ的图像信号;
[0027]
6)微点焊过程信号处理与状态识别:
[0028]
a)针对光谱仪与光电二极管的一维可见光波段信号,通过全因素试验获得定子叠片微点焊时的敏感光谱范围(a1,a2)、(a3,a4)、(a5,a6)
……
,对其中数据进行归一化处理,
[0029][0030]
最后获得响应幅度(a’,b’)最大的参数用于状态识别,并进行特定波段光谱强度与微点焊熔池状态映射关系的建立,给出基于一维可见光波段强度特征的微点焊熔池稳定判据,其中关键阈值为θ1与θ2,当(a’,b’)波段光谱强度θ<θ1时,能量输入不足,叠片无法充分熔融,不能稳定形成熔池;当θ1<θ<θ2时,能量输入适当,熔池可以维持稳定存在;当θ>θ2时,能量输入过高,熔池波动剧烈,无法维持稳定。
[0031]
b)针对单点测温仪的一维红外波段信号和工业相机的二维红外波段信号,通过热辐射标定、比色测温等方法进行熔池实际温度计算,基于全因素试验获得定子叠片稳定微点焊时熔池温度区间(t1,t2),当熔池温度t<t1时,能量输入不足,叠片无法充分熔融,不能稳定形成熔池;当t1<t<t2时,能量输入适当,熔池可以维持稳定存在;当t>t2时,能量输入过高,熔池波动剧烈,无法维持稳定,容易产生孔隙等缺陷。
[0032]
c)针对工业相机的二维可见光波段信号,通过大津法(otsu)等算法进行阈值分割,提取熔池面积s与质心(x,y),基于全因素试验给出熔池稳定状态下的熔池面积s’,当s>s’时,叠片已可以实现焊接,但此时可能存在剧烈波动产生缺陷的问题,因此,需要计算熔池x与y方向的振荡情况,υ
x
与v
x
为x方向的实时振荡幅度与平均振荡幅度,υy与vy为y方向的实时振荡幅度与平均振荡幅度,具体计算方法如下:
[0033][0034][0035]
[0036][0037]
基于全因素试验给出熔池稳定状态下的υ
x
、v
x
、υy、vy,当实际振荡特征小于上述值时,微点焊过程质量较好。
[0038]
7)微点焊质量预测与反馈调控:
[0039]
a)建立脉冲频率f、占空比h:1、激光功率p、焊接速度v等工艺参数与θ、t、s、υ
x
、v
x
、υy、vy的关系模型,同步建立θ、t、s、υ
x
、v
x
、υy、vy等熔池状态与微点焊质量的关系模型,确定保持无缺陷状态时的θ、t、s、υ
x
、v
x
、υy、vy范围;
[0040]
b)根据全因素试验给出的θ、t、s、υ
x
、v
x
、υy、vy变化趋势曲线,利用深度学习方法对单点熔池变化趋势进行预测,同时,以f、h、p、v等工艺参数与前几处焊点的θ、t、s、υ
x
、v
x
、υy、vy等熔池参数作为输入,下一焊点质量作为输出,进行基于已焊接各点情况的后几道待焊点焊接质量的预测;
[0041]
c)将上述映射模型与预测方法相结合,实现微点焊质量预测与反馈调控。完成后,定子压紧机构松开。
[0042]
8)定子叠片上多条焊缝的微点焊:中央控制模块据步骤4)计算的旋转角度α控制承载平台带动定子叠片转动,并执行步骤3)、4)、5)、6)、7),直至完成所有焊缝的焊接。
[0043]
与现有技术相比,本发明有益效果在于:
[0044]
(1)本发明设置了传感监控系统,对焊接过程进行在线监测、预测与自适应控制。传感监控系统预先对不同熔池特征进行提取,并对熔池特征和焊接质量间的关系进行标定,根据传感监测模块反馈给中央控制模块的信息,建立激光参数、监测信号与焊接质量间的映射模型,监测不同焊接加工参数下的焊接质量,以进行脉冲激光输出参数的实时调节。
[0045]
(2)中央控制模块还可根据传感器反馈的已焊接各点情况,预测后几道待焊点可能的焊接质量问题,调整其脉冲激光加工参数。最终经过自适应控制方法调控的脉冲激光加工参数能够更好的控制焊接热输入,提高定子叠片的焊接质量,降低叠片的残余应力,保证了其磁性能。
附图说明:
[0046]
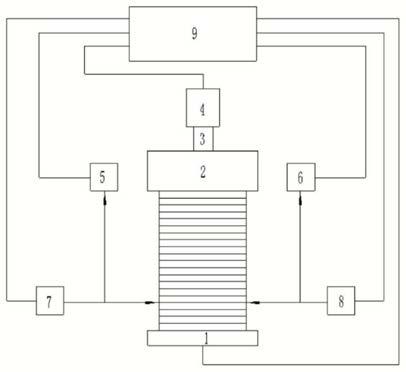
图1为本发明的系统结构示意图;
[0047]
图2为本发明导针在定子叠片齿槽中的安装位置;
[0048]
图3为本发明定子承载平台示意图;
[0049]
图4为本发明压紧机构结构示意图;
[0050]
图5为本发明焊接过程流程示意图。
[0051]
图中:1-承载平台,2-定子压紧机构,3-连接轴,4-动力单元,5-传感监测单元一,6-传感监测单元二,7-焊接单元一,8-焊接单元二,9-中央控制模块,10-导针,11-定位轴,12-上顶板,13-压紧圆筒。
具体实施方式:
[0052]
下面结合附图和具体实例对本发明进行详细说明。本实例以本发明技术方案为前提实施,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,可做出调整和改
进。这些都属于本发明保护范围。
[0053]
如图1所示,一种电机定子叠片的脉冲激光微点焊焊接系统,该系统采用两台对称分布的脉冲激光焊接机,脉冲激光喷头在中央控制模块的控制下移动至待焊点,在定子叠片界面上焊接出两列微点焊接头,通过承载平台带动定子叠片的旋转,可在定子叠片上焊接多条焊缝。该系统包括承载模块、压紧模块、传感监测模块、中央控制模块9和焊接模块。中央控制模块9分别连接承载模块、压紧模块、传感监测模块、焊接模块。
[0054]
承载模块的主要功能是承载和旋转定子叠片,包括放置定子叠片的承载平台1和导针10。承载平台1可在中央控制模块的控制下带动叠片旋转,其上设有对定子叠片进行轴向定位的定位轴11,如图3所示,定子叠片压设在定子承载单元的定位轴11上。如图2,导针10插入定子叠片齿槽中,对叠片进行周向定位。导针10为与定子齿槽形状相适应的金属棒,其数量由齿槽数量决定。
[0055]
压紧模块的主要功能是压紧定子叠片,减小叠片间隙,保证焊接好的定子叠片具有较高的叠片系数。包括依次连接的定子压紧机构2、连接轴3和动力单元4。如图4所示,压紧机构由上顶板12和压紧圆筒13构成,压设于定子叠片套入承载平台1定位轴的入口侧,其上设有压力传感器,对定子叠片压装力进行监测,保证焊接过程中压力恒定。动力单元4包括电动缸或液压缸,所述压力传感器设置在压紧圆筒13与定子叠片压紧接触面上。作用为带动压紧机构轴向移动,对定子叠片提供压紧力。所述连接轴3与动力单元4连接;动力单元4与中央控制模块9连接。
[0056]
传感监测模块包括传感监测单元一5和传感监测单元二6,分别位于两个对称分布的焊接单元7和8一侧,与中央控制模块9相连,并向中央控制模块9发送信号,主要作用为对焊接过程进行在线监测,根据标定结果预测不同焊接工艺参数下的焊接情况,以调整激光输出参数,保证焊接质量。传感监测模块包括的能实时同轴或旁轴监测焊接情况的传感器,可为光谱仪、光电二极管、单点测温仪,以及可获得各个波段图像的工业相机等。
[0057]
焊接模块包括两个对称设置在承载模块两侧的焊接单元一7和焊接单元二8。焊接模块中的脉冲激光焊接器包括所有能发射脉冲激光的激光焊机。
[0058]
中央控制模块9包括核心处理单元和信号线。核心处理单元包括传感监测处理单元、焊接控制单元、压紧控制单元。主要作用为通过信号线,根据传感监测处理单元反馈信号控制激光器发射脉冲激光或动力单元4移动调整压紧力控制。
[0059]
本实例中所焊接的电机定子尺寸如下:定子外径200mm,定子内径100mm,轴向长度70mm,定子齿槽数目为24个,需焊接八条焊缝。定子片的材料为厚度为0.30mm厚的无取向电工钢片。采用两台对称布置的脉冲激光焊接机对定子叠片界面进行微点焊。
[0060]
采用上述电机定子叠片的脉冲激光微点焊装置进行焊接,其工艺流程如图5所示,主要包括以下工艺步骤:
[0061]
1)定子叠片装夹定位:将电工钢叠装,并将导针10插入定子叠片定子槽中,对其进行周向定位。再将叠装后的定子叠片套入定子承载单元的定位轴11上,实现轴向定位,如图3所示。
[0062]
2)定子叠片压装:中央控制模块控制动力单元连接压紧机构下行,压紧叠片。通过压力传感器监测压装力,反馈给中央控制模块实时调整控制信号,保证压装力恒定。
[0063]
3)压装状态监测:利用传感监测模块的可见光工业相机进行叠片表面的数据采
集,通过边缘提取算法获得叠片实际位置、数量200个、中心间距离0.35mm,进而监测叠片压装状态,并通过压力调节来维持叠片中心间距离s处于[0.30,0.36]范围内;
[0064]
4)初始参数设定:所述初始参数包括脉冲频率f、占空比h:1、激光功率p、焊接速度v等工艺参数,根据步骤3)中的叠片实际位置数据进行工艺参数设计,具体方法如下:
[0065][0066]
实际f为100hz、h为1、v为70mm/s,同时,根据叠片所需焊缝数nh计算承载平台的旋转角度α与次数nc,计算方法如下:
[0067][0068]
本实施例中,焊缝数nh为8个,旋转角度α为45
°
,nc为3次;
[0069]
5)定子叠片微点焊过程信号采集:根据步骤3)中的叠片实际位置、数量200个与中心间距离0.35mm,通过中央控制模块控制两对称的激光喷嘴移动至待焊点,发射脉冲激光熔化叠片界面,发生微点焊。微点焊的同时,通过光谱仪、光电二极管、单点测温仪、工业相机等传感器对焊接过程进行实时监测,采集一维不同光谱波段的强度信号或者二维不同光谱波段的图像信号;
[0070]
6)微点焊过程信号处理与状态识别:
[0071]
a)针对光谱仪与光电二极管的一维可见光波段信号,通过全因素试验获得定子叠片微点焊时的敏感光谱范围(350nm,370nm)、(420nm,433nm)、(551nm,569nm)
……
,对其中数据进行归一化处理,
[0072][0073]
最后获得响应幅度最大的参数(551nm,569nm)用于状态识别,并进行特定波段光谱强度与微点焊熔池状态映射关系的建立,给出基于一维可见光波段强度特征的微点焊熔池稳定判据,其中关键阈值为3.6
×
103conuts与6.7
×
103conuts,当(551nm,569nm)波段光谱强度θ<3.6
×
103conuts时,能量输入不足,叠片无法充分熔融,不能稳定形成熔池;当3.6
×
103conuts<θ<6.7
×
103conuts时,能量输入适当,熔池可以维持稳定存在;当θ>6.7
×
103conuts时,能量输入过高,熔池波动剧烈,无法维持稳定。
[0074]
b)针对单点测温仪的一维红外波段信号和工业相机的二维红外波段信号,通过热辐射标定、比色测温等方法进行熔池实际温度计算,基于全因素试验获得定子叠片稳定微点焊时熔池温度区间约为(1600℃,1750℃),当熔池温度t<1600℃时,能量输入不足,叠片无法充分熔融,不能稳定形成熔池;当1600℃<t<1750℃时,能量输入适当,熔池可以维持稳定存在;当t>1750℃时,能量输入过高,熔池波动剧烈,无法维持稳定,容易产生孔隙等缺陷。
[0075]
c)针对工业相机的二维可见光波段信号,通过大津法(otsu)等算法进行阈值分割,提取熔池面积s与质心(x,y),基于全因素试验给出熔池稳定状态下的熔池面积约为0.3mm2,当s>0.3mm2时,叠片已可以实现焊接,但此时可能存在剧烈波动产生缺陷的问题,因此,需要计算熔池x与y方向的振荡情况,υ
x
与v
x
为x方向的实时振荡幅度与平均振荡幅度,
υy与vy为y方向的实时振荡幅度与平均振荡幅度,具体计算方法如下:
[0076][0077][0078][0079][0080]
基于全因素试验给出熔池稳定状态下的υ
x
、v
x
、υy、vy,实施例中扫描方向为y方向,所以主要对y方向振幅进行了计算,稳定状态下约为5
×
10-5
pixel-1
,因此,当实际振荡特征小于上述值时,微点焊过程质量较好。
[0081]
7)微点焊质量预测与反馈调控:
[0082]
a)建立脉冲频率f、占空比h:1、激光功率p、焊接速度v等工艺参数与θ、t、s、υy、vy的关系模型,同步建立θ、t、s、υy、vy等熔池状态与微点焊质量的关系模型,确定保持无缺陷状态时的θ、t、s、υy、vy范围,在本实施例中,为提高大规模工业应用能力,选取单映射来实现,即p与t,根据模型t=ap b,来进行拟合,最终获得公式t=1.56p 354.77,r2=0.85905,p调控范围约为798~894w;
[0083]
b)根据全因素试验给出的θ、t、s、υy、vy变化趋势曲线,利用循环神经网络方法对单点熔池变化趋势进行预测,同时,以f、h、p、v等工艺参数与前几处焊点的θ、t、s、υy、vy等熔池参数作为输入,下一焊点质量作为输出,进行基于已焊接各点情况的后几道待焊点焊接质量的预测,在实施例中,当θ为6.5
×
103counts,t为1732℃,s为0.3mm2,υy接近5.5
×
10-5
pixel-1
时,后面的微点焊会出现不稳定现象,进而有气孔等缺陷产生。
[0084]
c)将上述映射模型与预测方法相结合,实现微点焊质量预测与反馈调控,主要通过降低功率来避免过热导致的熔池不稳定现象。完成后,定子压紧机构松开。
[0085]
8)定子叠片上多条焊缝的微点焊:中央控制模块据步骤4)计算的旋转角度45
°
控制承载平台带动定子叠片转动,并执行步骤3)、4)、5)、6)、7),直至完成所有焊缝的焊接。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。