1.本发明涉及橡胶技术领域,尤其涉及一种高强度耐老化防滑输送带材料。
背景技术:
2.输送带在工业和农业生产中有着广泛地运用,输送带按照材料可以分为橡胶输送带和金属输送带,其中,橡胶输送带以橡胶为主要制作材料。申请号为cn201610766632.8的专利公开了一种表面耐切割轻型输送带及其制备方法,本发明的表面耐切割轻型输送带具有良好的物理性能且表面耐割、耐砸。本发明提供的表面耐切割轻型输送带可重复、回收使用,降低生产成本,其制造工艺较为简单,高效、易于规模化生产。
3.但是该一种表面耐切割轻型输送带及其制备方法也存在一些问题,例如其机械强度较弱,表面容易磨损,使用寿命短,而且经过一段时间的使用后,橡胶老化速度加快,降低了输送带的强度,影响输送带的正常使用,同时输送带表面摩擦系数小,输送的物品容易打滑,容易导致物品堆积,影响输送带的输送效率。
技术实现要素:
4.基于背景技术存在机械强度低,老化速度快,摩擦系数小的问题,本发明提出了一种高强度耐老化防滑输送带材料。
5.本发明提出的一种高强度耐老化防滑输送带材料,包括胶层、胶层内部的夹心层和胶层表面内嵌的防滑块,所述胶层材料的质量份数为150份的天然橡胶、2份~6份的硫磺、1份~8份的氧化镁、15份~20份的补强剂、10份~15份的增强纤维、5份~9份的抗老化剂、5份~9份的环氧树脂和5份~9份的氯化聚乙烯,补强剂内部成分为硅藻土粉、煤炭粉、云母粉、三聚磷酸钠和麦麸粉,增强纤维包含不锈钢纤维、聚苯二甲酰对苯二胺纤维、芳香族聚酰胺共聚纤维和杂环族聚酰胺纤维,抗老化剂内部成分为对苯二甲酸金属盐、石油焦、伊利石粉、硬脂酰乳酸钠和硅烷偶联剂。
6.优选地,所述夹心层由聚丙烯酸酯类纤维、有机纤维复合纤维、金属化纤维和聚酰胺纤维纺织而成。
7.优选地,所述防滑块由废弃轮胎制成的橡胶粉、补强剂和增强纤维经过密炼后高温压缩而成。
8.优选地,所述补强剂中硅藻土粉、煤炭粉、云母粉、三聚磷酸钠和麦麸粉的份量比为2:3:2:1:2,硅藻土粉、煤炭粉和云母粉的颗粒直径均控制在10μm~15μm。
9.优选地,所述补强剂的制备方法:硅藻土粉、煤炭粉和云母粉搅拌均匀后放入反应釜中进行加热反应,反应釜的温度控制在200℃~250℃,反应时间控制在5小时~8小时,反应完成后,立即加入麦麸粉进行混合,等到混合物冷却到70℃~80℃时加入三聚磷酸钠继续混合,冷却到常温后进行研磨,直到过150目筛,便制得补强剂。
10.优选地,所述增强纤维中不锈钢纤维、聚苯二甲酰对苯二胺纤维、芳香族聚酰胺共聚纤维和杂环族聚酰胺纤维的份量比为5:2:2:1,不锈钢纤维、聚苯二甲酰对苯二胺纤维、
芳香族聚酰胺共聚纤维和杂环族聚酰胺纤维的长度均控制在5mm~7mm。
11.优选地,所述抗老化剂中对苯二甲酸金属盐、石油焦、伊利石粉、硬脂酰乳酸钠和硅烷偶联剂的份量比为3:3:2:1.5:0.5,抗老化剂可以过100目筛。
12.优选地,所述抗老化剂的制备方法:将对苯二甲酸金属盐、石油焦、伊利石粉和硬脂酰乳酸钠加入高温容器中进行搅拌,高温容器内部的温度控制在100℃~150℃,高温反应时间控制在15分钟~25分钟,然后加入硅烷偶联剂,继续高温反应10分钟~15分钟,将反应后的材料经过干燥和研磨后,制得抗老化剂。
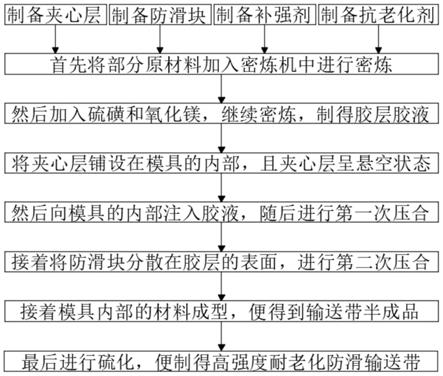
13.优选地,高强度耐老化防滑输送带的制备方法:首先将天然橡胶、补强剂、增强纤维、抗老化剂、环氧树脂和氯化聚乙烯加入密炼机中进行密炼,然后加入硫磺和氧化镁,便制得胶层的胶液,将夹心层铺设在模具的内部,并且夹心层的底部呈悬空状态,然后向模具的内部注入胶液,随后进行第一次压合,接着将防滑块均匀分散在胶层的表面,进行第二次压合,等到模具内部的材料成型后便得到输送带半成品,最后对输送带半成品进行硫化,便制得高强度耐老化防滑输送带。
14.优选地,第一次压合的压力控制在20吨~50吨,第一次压合的压力控制在50吨~100吨,每次压合的保压时间控制在40秒~55秒。
15.本发明的有益效果:
16.1、通过补强剂和增强纤维对输送带材料进行了加强,利用补强剂中的硅藻土粉、煤炭粉、云母粉、三聚磷酸钠和麦麸粉增强了橡胶材料之间的连接强度,利用增强纤维中的不锈钢纤维、聚苯二甲酰对苯二胺纤维、芳香族聚酰胺共聚纤维和杂环族聚酰胺纤维提升了输送带的机械强度;
17.2、通过抗老化剂减缓了橡胶材料的老化速度,抗老化剂中的对苯二甲酸金属盐、石油焦、伊利石粉、硬脂酰乳酸钠和硅烷偶联剂增强了橡胶材料中分子链的连接强度,避免分子链断裂,具有抗老化的作用;
18.3、经过加强的橡胶材料和内嵌的防滑块可以增强输送带表面的摩擦力,防止输送过程中物品打滑,起到防滑的作用,确保输送效率;
19.通过补强剂和增强纤维提升了输送带的拉伸强度和弯曲强度,而且通过抗老化剂减缓了橡胶的老化速度,提升抗老化效果,减少对输送带拉伸强度的影响,同时通过添加的材料增加了输送带的摩擦系数,增强输送带的防滑能力。
附图说明
20.图1为本发明提出的工作流程图;
21.图2为本发明提出的输送带结构图。
具体实施方式
22.下面结合具体实施例对本发明作进一步解说。
23.参照图1-2,实施例一
24.本实施例中提出了一种高强度耐老化防滑输送带材料,包括胶层、胶层内部的夹心层和胶层表面内嵌的防滑块,胶层材料的质量份数为150份的天然橡胶、6份的硫磺、8份的氧化镁、20份的补强剂、15份的增强纤维、9份的抗老化剂、9份的环氧树脂和9份的氯化聚
乙烯,补强剂内部成分为硅藻土粉、煤炭粉、云母粉、三聚磷酸钠和麦麸粉,增强纤维包含不锈钢纤维、聚苯二甲酰对苯二胺纤维、芳香族聚酰胺共聚纤维和杂环族聚酰胺纤维,抗老化剂内部成分为对苯二甲酸金属盐、石油焦、伊利石粉、硬脂酰乳酸钠和硅烷偶联剂,夹心层由聚丙烯酸酯类纤维、有机纤维复合纤维、金属化纤维和聚酰胺纤维纺织而成,防滑块由废弃轮胎制成的橡胶粉、补强剂和增强纤维经过密炼后高温压缩而成,补强剂中硅藻土粉、煤炭粉、云母粉、三聚磷酸钠和麦麸粉的份量比为2:3:2:1:2,硅藻土粉、煤炭粉和云母粉的颗粒直径均控制在10μm~15μm,补强剂的制备方法:硅藻土粉、煤炭粉和云母粉搅拌均匀后放入反应釜中进行加热反应,反应釜的温度控制在200℃~250℃,反应时间控制在5小时~8小时,反应完成后,立即加入麦麸粉进行混合,等到混合物冷却到70℃~80℃时加入三聚磷酸钠继续混合,冷却到常温后进行研磨,直到过150目筛,便制得补强剂,增强纤维中不锈钢纤维、聚苯二甲酰对苯二胺纤维、芳香族聚酰胺共聚纤维和杂环族聚酰胺纤维的份量比为5:2:2:1,不锈钢纤维、聚苯二甲酰对苯二胺纤维、芳香族聚酰胺共聚纤维和杂环族聚酰胺纤维的长度均控制在5mm~7mm,抗老化剂中对苯二甲酸金属盐、石油焦、伊利石粉、硬脂酰乳酸钠和硅烷偶联剂的份量比为3:3:2:1.5:0.5,抗老化剂可以过100目筛,抗老化剂的制备方法:将对苯二甲酸金属盐、石油焦、伊利石粉和硬脂酰乳酸钠加入高温容器中进行搅拌,高温容器内部的温度控制在100℃~150℃,高温反应时间控制在15分钟~25分钟,然后加入硅烷偶联剂,继续高温反应10分钟~15分钟,将反应后的材料经过干燥和研磨后,制得抗老化剂,高强度耐老化防滑输送带的制备方法:首先将天然橡胶、补强剂、增强纤维、抗老化剂、环氧树脂和氯化聚乙烯加入密炼机中进行密炼,然后加入硫磺和氧化镁,便制得胶层的胶液,将夹心层铺设在模具的内部,并且夹心层的底部呈悬空状态,然后向模具的内部注入胶液,随后进行第一次压合,接着将防滑块均匀分散在胶层的表面,进行第二次压合,第一次压合的压力控制在20吨~50吨,第一次压合的压力控制在50吨~100吨,每次压合的保压时间控制在40秒~55秒,等到模具内部的材料成型后便得到输送带半成品,最后对输送带半成品进行硫化,便制得高强度耐老化防滑输送带。
25.参照图1-2,实施例二
26.本实施例中提出了一种高强度耐老化防滑输送带材料,包括胶层、胶层内部的夹心层和胶层表面内嵌的防滑块,胶层材料的质量份数为150份的天然橡胶、4份的硫磺、6份的氧化镁、18份的补强剂、14份的增强纤维、8份的抗老化剂、9份的环氧树脂和9份的氯化聚乙烯,补强剂内部成分为硅藻土粉、煤炭粉、云母粉、三聚磷酸钠和麦麸粉,增强纤维包含不锈钢纤维、聚苯二甲酰对苯二胺纤维、芳香族聚酰胺共聚纤维和杂环族聚酰胺纤维,抗老化剂内部成分为对苯二甲酸金属盐、石油焦、伊利石粉、硬脂酰乳酸钠和硅烷偶联剂,夹心层由聚丙烯酸酯类纤维、有机纤维复合纤维、金属化纤维和聚酰胺纤维纺织而成,防滑块由废弃轮胎制成的橡胶粉、补强剂和增强纤维经过密炼后高温压缩而成,补强剂中硅藻土粉、煤炭粉、云母粉、三聚磷酸钠和麦麸粉的份量比为2:3:2:1:2,硅藻土粉、煤炭粉和云母粉的颗粒直径均控制在10μm~15μm,补强剂的制备方法:硅藻土粉、煤炭粉和云母粉搅拌均匀后放入反应釜中进行加热反应,反应釜的温度控制在200℃~250℃,反应时间控制在5小时~8小时,反应完成后,立即加入麦麸粉进行混合,等到混合物冷却到70℃~80℃时加入三聚磷酸钠继续混合,冷却到常温后进行研磨,直到过150目筛,便制得补强剂,增强纤维中不锈钢纤维、聚苯二甲酰对苯二胺纤维、芳香族聚酰胺共聚纤维和杂环族聚酰胺纤维的份量比为
5:2:2:1,不锈钢纤维、聚苯二甲酰对苯二胺纤维、芳香族聚酰胺共聚纤维和杂环族聚酰胺纤维的长度均控制在5mm~7mm,抗老化剂中对苯二甲酸金属盐、石油焦、伊利石粉、硬脂酰乳酸钠和硅烷偶联剂的份量比为3:3:2:1.5:0.5,抗老化剂可以过100目筛,抗老化剂的制备方法:将对苯二甲酸金属盐、石油焦、伊利石粉和硬脂酰乳酸钠加入高温容器中进行搅拌,高温容器内部的温度控制在100℃~150℃,高温反应时间控制在15分钟~25分钟,然后加入硅烷偶联剂,继续高温反应10分钟~15分钟,将反应后的材料经过干燥和研磨后,制得抗老化剂,高强度耐老化防滑输送带的制备方法:首先将天然橡胶、补强剂、增强纤维、抗老化剂、环氧树脂和氯化聚乙烯加入密炼机中进行密炼,然后加入硫磺和氧化镁,便制得胶层的胶液,将夹心层铺设在模具的内部,并且夹心层的底部呈悬空状态,然后向模具的内部注入胶液,随后进行第一次压合,接着将防滑块均匀分散在胶层的表面,进行第二次压合,第一次压合的压力控制在20吨~50吨,第一次压合的压力控制在50吨~100吨,每次压合的保压时间控制在40秒~55秒,等到模具内部的材料成型后便得到输送带半成品,最后对输送带半成品进行硫化,便制得高强度耐老化防滑输送带。
27.参照图1-2,实施例三
28.本实施例中提出了一种高强度耐老化防滑输送带材料,包括胶层、胶层内部的夹心层和胶层表面内嵌的防滑块,胶层材料的质量份数为150份的天然橡胶、5份的硫磺、3份的氧化镁、17份的补强剂、13份的增强纤维、7份的抗老化剂、8份的环氧树脂和7份的氯化聚乙烯,补强剂内部成分为硅藻土粉、煤炭粉、云母粉、三聚磷酸钠和麦麸粉,增强纤维包含不锈钢纤维、聚苯二甲酰对苯二胺纤维、芳香族聚酰胺共聚纤维和杂环族聚酰胺纤维,抗老化剂内部成分为对苯二甲酸金属盐、石油焦、伊利石粉、硬脂酰乳酸钠和硅烷偶联剂,夹心层由聚丙烯酸酯类纤维、有机纤维复合纤维、金属化纤维和聚酰胺纤维纺织而成,防滑块由废弃轮胎制成的橡胶粉、补强剂和增强纤维经过密炼后高温压缩而成,补强剂中硅藻土粉、煤炭粉、云母粉、三聚磷酸钠和麦麸粉的份量比为2:3:2:1:2,硅藻土粉、煤炭粉和云母粉的颗粒直径均控制在10μm~15μm,补强剂的制备方法:硅藻土粉、煤炭粉和云母粉搅拌均匀后放入反应釜中进行加热反应,反应釜的温度控制在200℃~250℃,反应时间控制在5小时~8小时,反应完成后,立即加入麦麸粉进行混合,等到混合物冷却到70℃~80℃时加入三聚磷酸钠继续混合,冷却到常温后进行研磨,直到过150目筛,便制得补强剂,增强纤维中不锈钢纤维、聚苯二甲酰对苯二胺纤维、芳香族聚酰胺共聚纤维和杂环族聚酰胺纤维的份量比为5:2:2:1,不锈钢纤维、聚苯二甲酰对苯二胺纤维、芳香族聚酰胺共聚纤维和杂环族聚酰胺纤维的长度均控制在5mm~7mm,抗老化剂中对苯二甲酸金属盐、石油焦、伊利石粉、硬脂酰乳酸钠和硅烷偶联剂的份量比为3:3:2:1.5:0.5,抗老化剂可以过100目筛,抗老化剂的制备方法:将对苯二甲酸金属盐、石油焦、伊利石粉和硬脂酰乳酸钠加入高温容器中进行搅拌,高温容器内部的温度控制在100℃~150℃,高温反应时间控制在15分钟~25分钟,然后加入硅烷偶联剂,继续高温反应10分钟~15分钟,将反应后的材料经过干燥和研磨后,制得抗老化剂,高强度耐老化防滑输送带的制备方法:首先将天然橡胶、补强剂、增强纤维、抗老化剂、环氧树脂和氯化聚乙烯加入密炼机中进行密炼,然后加入硫磺和氧化镁,便制得胶层的胶液,将夹心层铺设在模具的内部,并且夹心层的底部呈悬空状态,然后向模具的内部注入胶液,随后进行第一次压合,接着将防滑块均匀分散在胶层的表面,进行第二次压合,第一次压合的压力控制在20吨~50吨,第一次压合的压力控制在50吨~100吨,每次压合的保
压时间控制在40秒~55秒,等到模具内部的材料成型后便得到输送带半成品,最后对输送带半成品进行硫化,便制得高强度耐老化防滑输送带。
29.参照图1-2,实施例四
30.本实施例中提出了一种高强度耐老化防滑输送带材料,包括胶层、胶层内部的夹心层和胶层表面内嵌的防滑块,胶层材料的质量份数为150份的天然橡胶、4份的硫磺、6份的氧化镁、16份的补强剂、11份的增强纤维、6份的抗老化剂、7份的环氧树脂和8份的氯化聚乙烯,补强剂内部成分为硅藻土粉、煤炭粉、云母粉、三聚磷酸钠和麦麸粉,增强纤维包含不锈钢纤维、聚苯二甲酰对苯二胺纤维、芳香族聚酰胺共聚纤维和杂环族聚酰胺纤维,抗老化剂内部成分为对苯二甲酸金属盐、石油焦、伊利石粉、硬脂酰乳酸钠和硅烷偶联剂,夹心层由聚丙烯酸酯类纤维、有机纤维复合纤维、金属化纤维和聚酰胺纤维纺织而成,防滑块由废弃轮胎制成的橡胶粉、补强剂和增强纤维经过密炼后高温压缩而成,补强剂中硅藻土粉、煤炭粉、云母粉、三聚磷酸钠和麦麸粉的份量比为2:3:2:1:2,硅藻土粉、煤炭粉和云母粉的颗粒直径均控制在10μm~15μm,补强剂的制备方法:硅藻土粉、煤炭粉和云母粉搅拌均匀后放入反应釜中进行加热反应,反应釜的温度控制在200℃~250℃,反应时间控制在5小时~8小时,反应完成后,立即加入麦麸粉进行混合,等到混合物冷却到70℃~80℃时加入三聚磷酸钠继续混合,冷却到常温后进行研磨,直到过150目筛,便制得补强剂,增强纤维中不锈钢纤维、聚苯二甲酰对苯二胺纤维、芳香族聚酰胺共聚纤维和杂环族聚酰胺纤维的份量比为5:2:2:1,不锈钢纤维、聚苯二甲酰对苯二胺纤维、芳香族聚酰胺共聚纤维和杂环族聚酰胺纤维的长度均控制在5mm~7mm,抗老化剂中对苯二甲酸金属盐、石油焦、伊利石粉、硬脂酰乳酸钠和硅烷偶联剂的份量比为3:3:2:1.5:0.5,抗老化剂可以过100目筛,抗老化剂的制备方法:将对苯二甲酸金属盐、石油焦、伊利石粉和硬脂酰乳酸钠加入高温容器中进行搅拌,高温容器内部的温度控制在100℃~150℃,高温反应时间控制在15分钟~25分钟,然后加入硅烷偶联剂,继续高温反应10分钟~15分钟,将反应后的材料经过干燥和研磨后,制得抗老化剂,高强度耐老化防滑输送带的制备方法:首先将天然橡胶、补强剂、增强纤维、抗老化剂、环氧树脂和氯化聚乙烯加入密炼机中进行密炼,然后加入硫磺和氧化镁,便制得胶层的胶液,将夹心层铺设在模具的内部,并且夹心层的底部呈悬空状态,然后向模具的内部注入胶液,随后进行第一次压合,接着将防滑块均匀分散在胶层的表面,进行第二次压合,第一次压合的压力控制在20吨~50吨,第一次压合的压力控制在50吨~100吨,每次压合的保压时间控制在40秒~55秒,等到模具内部的材料成型后便得到输送带半成品,最后对输送带半成品进行硫化,便制得高强度耐老化防滑输送带。
31.参照图1-2,实施例五
32.本实施例中提出了一种高强度耐老化防滑输送带材料,包括胶层、胶层内部的夹心层和胶层表面内嵌的防滑块,胶层材料的质量份数为150份的天然橡胶、4份的硫磺、3份的氧化镁、15份的补强剂、10份的增强纤维、5份的抗老化剂、5份的环氧树脂和5份的氯化聚乙烯,补强剂内部成分为硅藻土粉、煤炭粉、云母粉、三聚磷酸钠和麦麸粉,增强纤维包含不锈钢纤维、聚苯二甲酰对苯二胺纤维、芳香族聚酰胺共聚纤维和杂环族聚酰胺纤维,抗老化剂内部成分为对苯二甲酸金属盐、石油焦、伊利石粉、硬脂酰乳酸钠和硅烷偶联剂,夹心层由聚丙烯酸酯类纤维、有机纤维复合纤维、金属化纤维和聚酰胺纤维纺织而成,防滑块由废弃轮胎制成的橡胶粉、补强剂和增强纤维经过密炼后高温压缩而成,补强剂中硅藻土粉、煤
炭粉、云母粉、三聚磷酸钠和麦麸粉的份量比为2:3:2:1:2,硅藻土粉、煤炭粉和云母粉的颗粒直径均控制在10μm~15μm,补强剂的制备方法:硅藻土粉、煤炭粉和云母粉搅拌均匀后放入反应釜中进行加热反应,反应釜的温度控制在200℃~250℃,反应时间控制在5小时~8小时,反应完成后,立即加入麦麸粉进行混合,等到混合物冷却到70℃~80℃时加入三聚磷酸钠继续混合,冷却到常温后进行研磨,直到过150目筛,便制得补强剂,增强纤维中不锈钢纤维、聚苯二甲酰对苯二胺纤维、芳香族聚酰胺共聚纤维和杂环族聚酰胺纤维的份量比为5:2:2:1,不锈钢纤维、聚苯二甲酰对苯二胺纤维、芳香族聚酰胺共聚纤维和杂环族聚酰胺纤维的长度均控制在5mm~7mm,抗老化剂中对苯二甲酸金属盐、石油焦、伊利石粉、硬脂酰乳酸钠和硅烷偶联剂的份量比为3:3:2:1.5:0.5,抗老化剂可以过100目筛,抗老化剂的制备方法:将对苯二甲酸金属盐、石油焦、伊利石粉和硬脂酰乳酸钠加入高温容器中进行搅拌,高温容器内部的温度控制在100℃~150℃,高温反应时间控制在15分钟~25分钟,然后加入硅烷偶联剂,继续高温反应10分钟~15分钟,将反应后的材料经过干燥和研磨后,制得抗老化剂,高强度耐老化防滑输送带的制备方法:首先将天然橡胶、补强剂、增强纤维、抗老化剂、环氧树脂和氯化聚乙烯加入密炼机中进行密炼,然后加入硫磺和氧化镁,便制得胶层的胶液,将夹心层铺设在模具的内部,并且夹心层的底部呈悬空状态,然后向模具的内部注入胶液,随后进行第一次压合,接着将防滑块均匀分散在胶层的表面,进行第二次压合,第一次压合的压力控制在20吨~50吨,第一次压合的压力控制在50吨~100吨,每次压合的保压时间控制在40秒~55秒,等到模具内部的材料成型后便得到输送带半成品,最后对输送带半成品进行硫化,便制得高强度耐老化防滑输送带。
33.对比常规的输送带与实施例一至五制得的输送带,实施例一至五制得的输送带如下表:
[0034][0035]
由上述表格可知,本发明制得的输送带的机械强度、拉伸强度、弯曲强度、抗老化性和摩擦系数具有明显提高,且实施二为最佳实施例。
[0036]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。