1.本发明涉及焊接设备技术领域,具体为一种超声波焊接设备。
背景技术:
2.超声波焊接是利用高频振动波传递到两个需焊接的物体表面,在加压的情况下,使两个物体表面相互摩擦而形成分子层之间的熔合;
3.超声波焊接是通过超声波发生器将50/60赫兹电流转换成15、20、30或40khz电能,被转换的高频电能通过换能器再次被转换成为同等频率的机械运动,随后机械运动通过一套可以改变振幅的变幅杆装置传递到焊头。焊头将接收到的振动能量传递到待焊接工件的接合部,在该区域,振动能量被通过摩擦方式转换成热能,将塑料熔化。超声波不仅可以被用来焊接硬热塑性塑料,还可以加工织物和薄膜;
4.现有技术中,在进行一些物体的超声波焊接时,多数是人工依次将多个焊接物体手动运输至超声波焊接设备焊接位置处进行手动超声波焊接,焊接完毕后将焊接后的物体手动取离设备,在对下一个焊接物体进行焊接,这种焊接方式,在进行多个焊接物体的超声波焊接时,时间较长,严重影响了物体的焊接加工效率,且容易对工作人员造成损伤,为此,我们提出一种超声波焊接设备用于解决上述问题。
技术实现要素:
5.本发明的目的在于提供一种超声波焊接设备,以解决上述背景技术中提出的问题。
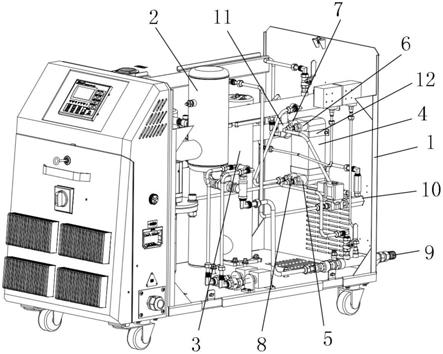
6.为实现上述目的,本发明提供如下技术方案:一种超声波焊接设备,包括底框,所述底框的顶端固定安装有底板,所述底板的顶端固定安装有防护框,所述底板的顶端一侧固定安装有输料组件,所述输料组件的顶端固定安装有焊接组件,所述底板顶端靠近输料组件的一侧固定安装有呈对称分布的两个进料组件,所述底板顶端远离输料组件的一侧固定安装有排料组件,所述底板靠近排料组件的一侧固定卡设有排料架。
7.作为本发明的一种优选技术方案,所述输料组件包括u型架,所述u型架设有呈对称分布的两个,所述u型架固定安装在底板顶端靠近进料组件的一侧,所述u型架的中部均固定卡设有轴承,所述轴承的中部均固定卡设有输料轴,所述输料轴的相对侧穿过对应u型架并固定安装有十字支架,所述十字支架的端部均固定安装有夹持组件,所述输料轴远离十字支架的一侧固定套设有从动齿轮。
8.作为本发明的一种优选技术方案,所述夹持组件包括夹持外框,所述夹持外框固定安装在十字支架的端部,所述夹持外框远离十字支架的一侧滑动卡设有呈对称分布的两个t型卡块,所述t型卡块远离十字支架的一侧延伸出夹持外框并固定安装有夹块,所述夹块的相对侧均开设有夹槽,所述t型卡块远离夹块的一侧均固定安装有齿条,两个所述齿条呈对称分布结构,所述夹持外框的中部固定卡设有中架,所述夹持外框靠近十字支架的一侧内壁固定安装有微型电机,所述微型电机的驱动端固定安装有连接轴,所述连接轴转动
卡接在中架的中部,所述连接轴的端部固定安装有驱动齿轮,所述驱动齿轮啮合连接在两个齿条之间。
9.作为本发明的一种优选技术方案,所述焊接组件包括组件支架,所述组件支架设有呈对称分布的两个,所述组件支架固定安装在u型架的顶端中部,所述组件支架的中部开设有纵槽,所述纵槽之间滑动卡设有横架,所述纵槽中固定卡设有导向柱,所述横架活动套接在导向柱的外侧,所述横架顶端的导向柱外侧活动套设有弹簧,所述横架的两端部分别穿过组件支架并固定安装有驱动框,所述组件支架的中部转动安装有驱动轴,所述驱动轴的端部均固定安装有和驱动框配合使用的凸轮,所述驱动框的底端开设有和凸轮对应的轮槽,且凸轮能够活动卡接在对应的轮槽中。
10.作为本发明的一种优选技术方案,所述组件支架的相对侧中部均固定安装有驱动电机,所述驱动电机的驱动端和对应驱动轴的端部同轴固定安装。
11.作为本发明的一种优选技术方案,所述横架的中部固定卡设有焊头,所述底板的顶端中部固定安装有和焊头对应的焊接底座,所述组件支架的顶部固定安装有顶板,所述顶板的顶端固定安装有和焊头配合使用的超声波发生器和换能器。
12.作为本发明的一种优选技术方案,所述组件支架的底部均转动安装有辅轴,所述辅轴和驱动轴之间固定套设有第一链轮传动组,所述辅轴的端部固定安装有扇形齿轮,所述扇形齿轮能够和对应从动齿轮啮合连接。
13.作为本发明的一种优选技术方案,所述进料组件包括纵框,所述纵框固定安装在底板顶端靠近输料组件的一侧,所述纵框的底部滑动卡设有稳固板,所述稳固板的一侧固定安装有和夹持组件位置对应的l型推板,所述l型推板活动卡接在纵框中,所述l型推板的顶端开设有卡料槽,所述l型推板的顶端固定安装有隔板,所述隔板活动卡接在纵框中,所述纵框的外壁下端固定卡设有伸缩杆,所述伸缩杆的驱动端延伸进纵框中并和稳固板的底端固定安装,所述纵框靠近伸缩杆的一侧上部固定安装有入料斜框,所述防护框的外壁开设有和入料斜框对应的入料槽,且入料斜框固定卡接在入料槽中。
14.作为本发明的一种优选技术方案,所述排料组件包括u型底架,所述u型底架设有呈对称分布的两个,所述u型底架的端部均转动卡设有疏导轴,两个所述疏导轴的外侧固定套设有呈对称分布的皮带轮,且对应的两个皮带轮外侧活动套设有皮带条,所述皮带条的外侧开设有均匀分布的多个固料槽,靠近所述输料组件一侧的疏导轴端部均固定安装有横轴,所述横轴转动安装在u型架上,所述横轴和输料轴之间固定套设有第二链轮传动组。
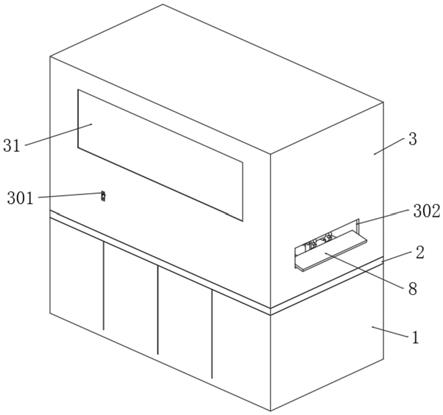
15.作为本发明的一种优选技术方案,所述防护框的外壁固定卡设有观察窗,所述防护框靠近排料架的一侧外壁中部开设有排料槽,且排料架固定卡接在排料槽的底部,所述排料架呈倾斜结构。
16.与现有技术相比,本发明的有益效果在于:
17.1.通过设置进料组件并配合使用输料组件,实现对两种物料的自动进料,以及对物料进行夹持并间接性90度稳定转动自动运输物料,从而提升了后续物料的焊接效率。
18.2.通过设置焊接组件配合使用输料组件,能够依次对多个自动运输至焊接底座、焊头之间的物料进行超声波焊接加工,从而提升了物料的焊接效率。
19.3.通过设置排料组件,能够将焊接后的物料自动运输至末端,并通过排料架、排料槽排出整个设备,以便进行后续的加工,从而实现对焊接后物料的自动运输,进一步提升了
物料的加工效率。
附图说明
20.图1为本发明结构示意图,
21.图2为本发明的结构连接示意图,
22.图3为本发明中底板、输料组件和排料组件的结构连接示意图,
23.图4为本发明中夹持组件的结构示意图,
24.图5为本发明中底板、输料组件和焊接组件的结构连接示意图,
25.图6为本发明图5中a处的放大图,
26.图7为本发明图5中b处的放大图,
27.图8为本发明中进料组件的结构连接示意图。
28.图中:1、底框;2、底板;3、防护框;31、观察窗;301、入料槽;302、排料槽;4、输料组件;5、焊接组件;6、进料组件;7、排料组件;8、排料架;9、第二链轮传动组;10、第一链轮传动组;11、驱动电机;41、u型架;42、轴承;43、输料轴;44、十字支架;45、夹持组件;46、从动齿轮;451、夹持外框;452、t型卡块;453、夹块;4531、夹槽;454、齿条;455、中架;456、微型电机;457、连接轴;458、驱动齿轮;51、组件支架;511、纵槽;52、横架;53、导向柱;531、弹簧;54、焊头;541、焊接底座;542、换能器;543、超声波发生器;55、顶板;56、驱动框;561、轮槽;57、驱动轴;58、凸轮;59、辅轴;510、扇形齿轮;61、纵框;62、稳固板;63、l型推板;631、卡料槽;64、隔板;65、伸缩杆;66、入料斜框;71、u型底架;72、疏导轴;73、皮带轮;74、皮带条;741、固料槽;75、横轴。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.实施例:如图1-8所示,本发明提供了一种超声波焊接设备,包括底框1,底框1的顶端固定安装有底板2,底板2的顶端固定安装有防护框3,防护框3的外壁固定卡设有观察窗31,便于观察内部焊接情况,底板2的顶端一侧固定安装有输料组件4,输料组件4的顶端固定安装有焊接组件5,底板2顶端靠近输料组件4的一侧固定安装有呈对称分布的两个进料组件6,底板2顶端远离输料组件4的一侧固定安装有排料组件7,底板2靠近排料组件7的一侧固定卡设有排料架8。
31.输料组件4包括u型架41,u型架41设有呈对称分布的两个,u型架41固定安装在底板2顶端靠近进料组件6的一侧,u型架41的中部均固定卡设有轴承42,轴承42的中部均固定卡设有输料轴43,输料轴43远离十字支架44的一侧固定套设有从动齿轮46,通过驱动从动齿轮46进行间接性90度转动,可带动输料轴43在轴承42的中部进行稳定的间接性90度转动,输料轴43的相对侧穿过对应u型架41并固定安装有十字支架44,十字支架44的端部均固定安装有夹持组件45,通过输料轴43的间接性90度转动,带动十字支架44进行间接性90度转动,从而依次改变多个夹持组件45的工位,便于后续对物料进行间接性90度转动自动运
输。
32.夹持组件45包括夹持外框451,夹持外框451固定安装在十字支架44的端部,夹持外框451远离十字支架44的一侧滑动卡设有呈对称分布的两个t型卡块452,t型卡块452远离十字支架44的一侧延伸出夹持外框451并固定安装有夹块453,夹块453的相对侧均开设有夹槽4531,t型卡块452远离夹块453的一侧均固定安装有齿条454,两个齿条454呈对称分布结构,夹持外框451的中部固定卡设有中架455,夹持外框451靠近十字支架44的一侧内壁固定安装有微型电机456,微型电机456的驱动端固定安装有连接轴457,连接轴457转动卡接在中架455的中部,连接轴457的端部固定安装有驱动齿轮458,驱动齿轮458啮合连接在两个齿条454之间,通过控制并开启微型电机456,驱动连接轴457带动驱动齿轮458进行正反转动,从而驱动两侧齿条454同步相向或背向移动,进而灵活改变两侧t型卡块452、夹块453之间的距离,进而方便通过两个夹块453对置于夹槽4531之间的物料进行夹持和放开,从而提升了后续物料运输以及焊接时的稳定性。
33.焊接组件5包括组件支架51,组件支架51设有呈对称分布的两个,组件支架51固定安装在u型架41的顶端中部,组件支架51的中部开设有纵槽511,纵槽511之间滑动卡设有横架52,纵槽511中固定卡设有导向柱53,横架52活动套接在导向柱53的外侧,横架52可实现在两侧纵槽511之间进行稳定升降,横架52顶端的导向柱53外侧活动套设有弹簧531,横架52的两端部分别穿过组件支架51并固定安装有驱动框56,组件支架51的中部转动安装有驱动轴57,驱动轴57的端部均固定安装有和驱动框56配合使用的凸轮58,驱动框56的底端开设有和凸轮58对应的轮槽561,且凸轮58能够活动卡接在对应的轮槽561中;组件支架51的相对侧中部均固定安装有驱动电机11,驱动电机11的驱动端和对应驱动轴57的端部同轴固定安装,通过控制并开启驱动电机11,带动驱动轴57进行稳定转动,从而驱动凸轮58进行稳定转动,当凸轮58活动卡接在轮槽561中时,驱动框56上移,驱动横架52上移,并挤压对应弹簧531,随后,凸轮58继续转动脱离轮槽561,弹簧531复位,驱动框56下移,驱动横架52下移,从而实现横架52的间接性升降。
34.横架52的中部固定卡设有焊头54,底板2的顶端中部固定安装有和焊头54对应的焊接底座541,组件支架51的顶部固定安装有顶板55,顶板55的顶端固定安装有和焊头54配合使用的超声波发生器543和换能器542,使用时,开启超声波发生器543和换能器542,并配合横架52的间接性升降驱动焊头54进行升降,从而对转动运输至焊接底座541、焊头54之间的物料进行超声波焊接加工,从而提升了物料的焊接效率。
35.组件支架51的底部均转动安装有辅轴59,辅轴59和驱动轴57之间固定套设有第一链轮传动组10,辅轴59的端部固定安装有扇形齿轮510,扇形齿轮510能够和对应从动齿轮46啮合连接,驱动轴57转动的同时,配合使用第一链轮传动组10,驱动辅轴59和扇形齿轮510进行转动,从而同步驱动从动齿轮46和输料轴43进行间接性90度转动。
36.进料组件6包括纵框61,纵框61固定安装在底板2顶端靠近输料组件4的一侧,纵框61的底部滑动卡设有稳固板62,稳固板62的一侧固定安装有和夹持组件45位置对应的l型推板63,l型推板63活动卡接在纵框61中,l型推板63的顶端开设有卡料槽631,l型推板63的顶端固定安装有隔板64,隔板64活动卡接在纵框61中,纵框61的外壁下端固定卡设有伸缩杆65,伸缩杆65的驱动端延伸进纵框61中并和稳固板62的底端固定安装,纵框61靠近伸缩杆65的一侧上部固定安装有入料斜框66,防护框3的外壁开设有和入料斜框66对应的入料
槽301,且入料斜框66固定卡接在入料槽301中,使用时,分别将需要焊接的两个物料通过对应的入料槽301、入料斜框66投入纵框61中进行垒叠,且最底部的物料置于l型推板63的底端,随后,控制并开启伸缩杆65,驱动稳固板62和l型推板63进行间接性水平来回移动,从而将纵框61中垒叠的物料依次间接性推出纵框61,并推至夹持组件45进行依次夹持,进而实现对两种物料的自动进料,进而便于后续对两种物料进行超声波焊接,从而提升了物料的整体焊接效率。
37.排料组件7包括u型底架71,u型底架71设有呈对称分布的两个,u型底架71的端部均转动卡设有疏导轴72,靠近输料组件4一侧的疏导轴72端部均固定安装有横轴75,横轴75转动安装在u型架41上,横轴75和输料轴43之间固定套设有第二链轮传动组9,在输料轴43进行间接性90度转动时,配合使用第二链轮传动组9,同步带动横轴75进行间接性90度转动;
38.两个疏导轴72的外侧固定套设有呈对称分布的皮带轮73,且对应的两个皮带轮73外侧活动套设有皮带条74,横轴75的间接性90度转动,驱动两侧皮带条74进行间接性传动,皮带条74的外侧开设有均匀分布的多个固料槽741,通过设置固料槽741,对焊接后的物料进行放置卡接,并通过皮带条74的传动,自动运输至末端;防护框3靠近排料架8的一侧外壁中部开设有排料槽302,且排料架8固定卡接在排料槽302的底部,排料架8呈倾斜结构,自动运输至末端的焊接后物料,通过排料架8、排料槽302排出整个设备,以便进行后续的加工,从而实现对焊接后物料的自动运输,进一步提升了物料的加工效率。
39.工作原理:使用时,分别将需要焊接的两个物料通过对应的入料槽301、入料斜框66投入纵框61中进行垒叠,且最底部的物料置于l型推板63的底端;
40.随后,同步开启两侧驱动电机11、伸缩杆65,伸缩杆65,驱动稳固板62和l型推板63进行间接性水平来回移动,从而将纵框61中垒叠的物料依次间接性推出纵框61,并推至夹持组件45进行依次夹持;
41.驱动电机11,带动驱动轴57进行稳定转动,配合使用第一链轮传动组10,驱动辅轴59和扇形齿轮510进行转动,从而同步驱动从动齿轮46和输料轴43进行间接性90度转动,带动十字支架44进行间接性90度转动,从而依次改变多个夹持组件45的工位,对夹持的物料进行间接性90度转动自动运输;
42.驱动轴57进行稳定转动同时,驱动凸轮58进行稳定转动,当凸轮58活动卡接在轮槽561中时,驱动框56上移,驱动横架52上移,并挤压对应弹簧531,随后,凸轮58继续转动脱离轮槽561,弹簧531复位,驱动框56下移,驱动横架52下移,实现横架52的间接性升降,从而对驱动焊头54进行升降,并开启超声波发生器543和换能器542,从而对转动运输至焊接底座541、焊头54之间的物料进行超声波焊接加工,从而提升了物料的焊接效率;
43.焊接完毕后,焊接后的物料转动运输至排料组件7位置处的固料槽741,并松开焊接后的物料卡在固料槽741中,在输料轴43进行间接性90度转动时,配合使用第二链轮传动组9,同步带动横轴75进行间接性90度转动,驱动两侧皮带条74进行间接性传动,从而将焊接后的物料自动运输至末端,并通过排料架8、排料槽302排出整个设备,以便进行后续的加工,从而实现对焊接后物料的自动运输,进一步提升了物料的加工效率。
44.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换
和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。