1.本发明涉及桥梁工程技术领域,具体涉及一种超宽钢箱梁总拼横坡控制方法。
背景技术:
2.随着交通运输承载力要求的不断升级,路面设计的车道由最初的双向两车道逐步发展为双向四车道,且有些重要的城市桥梁中又出现了公铁同层的钢箱梁桥,桥面的宽度也从整幅30m加宽到60m级。超宽钢箱梁对制造的精度要求越来越高,按照传统的制造工艺需要进行制造的钢箱梁,精度控制上难以有效保证。尤其在桥面加宽后,板单元分块增多,对接缝增多,横向焊缝长度增加,纵向对接焊缝收缩量累计效应都将对桥面的横坡控制精度造成影响,从而将直接影响钢箱梁节段整体结构精度,影响桥面排水,降低桥梁后期使用的舒适性。
技术实现要素:
3.为了解决现有技术中存在的上述问题,本发明提供了一种超宽钢箱梁总拼横坡控制方法。
4.本发明要解决的技术问题通过以下技术方案实现:
5.一种超宽钢箱梁总拼横坡控制方法,包括:
6.步骤1:根据钢箱梁底板的线形要求,制作拼装胎架,且所述拼装胎架的拼装台面由中部的水平胎面和连接在所述水平胎面两端的对称倾斜胎面构成;
7.步骤2:在所述水平胎面和所述倾斜胎面上布置牙板,且所述牙板的标高按照钢箱梁底板设计标高控制线确定;并根据钢箱梁斜底板的设计反变形量修正所述倾斜胎面上牙板的标高值,该反变形设置起点从所述水平胎面与所述倾斜胎面折角位置处开始,并线性变化至所述倾斜胎面最远端支撑点最大反变形量处终止;
8.步骤3:将钢箱梁平底板按照设计标高放置在所述水平胎面上的牙板上,将钢箱梁两侧斜底板放置在修正后的牙板上,以所述拼装胎架横纵基线为基准组装定位平底板和两侧斜底板并焊接固定;
9.步骤4:以所述拼装胎架横纵基线为基准组装定位腹板和隔板并焊接固定,焊接时先焊接隔板竖向对接焊缝,再焊接隔板与腹板的竖向对接焊缝,最后焊接隔板与底板的横向结构焊缝;
10.步骤5:以所述拼装胎架横纵基线为基准组装定位顶板单元并焊接固定,焊接时先焊接顶板单元对接焊缝,然后再焊接顶板单元上横接板的对接焊缝,最后焊接所述横接板与所述隔板的横向结构焊缝。
11.进一步地,步骤2中所述最大反变形量为δh,
[0012][0013]
其中,l为桥面总宽。
[0014]
进一步地,所述步骤3中,组装定位平底板和斜底板时,以所述拼装胎架横纵基线为基准,先定位平底板中心单元,然后再定位最外侧的斜底板单元,最后再定位平底板和斜底板的其余单元,定位完成后按照定位顺序焊接平底板和斜底板单元对接焊缝。
[0015]
进一步地,所述步骤5中,组装定位顶板单元时,以所述拼装胎架横纵基线为基准先定位顶板中心单元,然后依次定位最外侧的顶板单元,最后再定位顶板的其余单元,定位完成按照定位顺序焊接顶板单元对接焊缝。
[0016]
本发明的有益效果:
[0017]
1、通过无码反变形技术抵消部分焊接收缩反弹变形;通过调整板单元组装顺序,有效避免纵向对接焊缝收缩累积效应对横坡产生的影响;通过优化结构分块和焊接顺序,减小横向结构焊缝对整体横坡的影响;
[0018]
2、本方法简单可行,通用性强,可普遍应用在钢箱梁总体拼装制造中,提高箱梁制造中结构尺寸精度控制水平,保证超宽桥面的横坡精度。
[0019]
以下将结合附图及实施例对本发明做进一步详细说明。
附图说明
[0020]
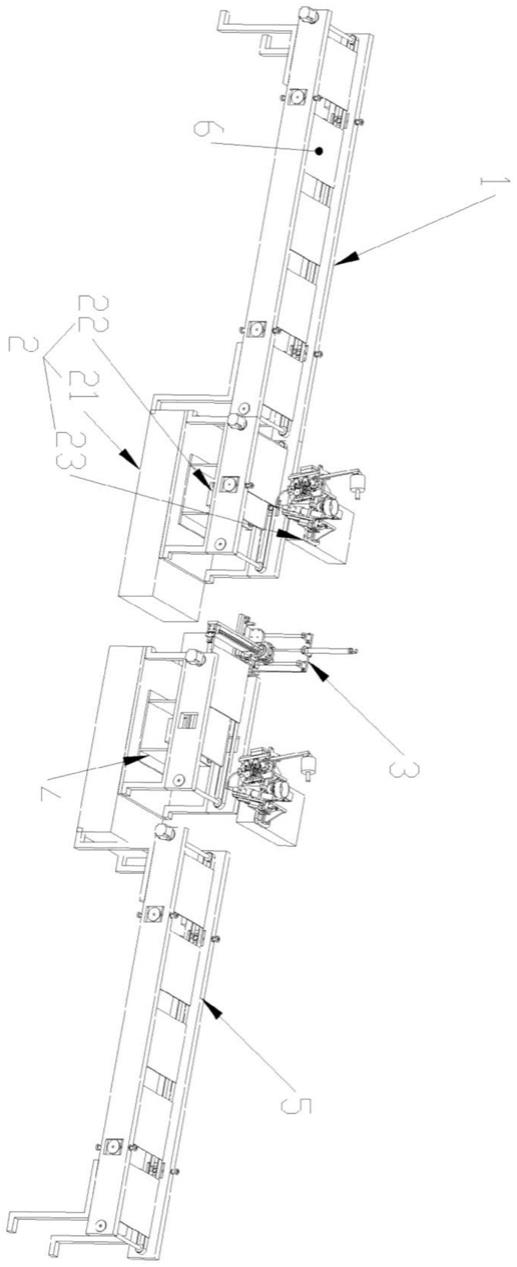
图1为钢箱梁置于拼装胎架上的结构示意图;
[0021]
图2为胎架上牙板的设计示意图;
[0022]
图3为隔板的焊接顺序示意图;
[0023]
图4为顶板单元与横接板的结构示意图;
[0024]
图5为顶板单元的定位组装焊接顺序示意图;
[0025]
图6为横接板的焊接顺序示意图。
[0026]
附图标记说明:
[0027]
1-拼装胎架;2-设计标高控制线;3-反变形设置起点;4-施工标高控制线;5-平底板;6-斜底板;7-腹板;8-实腹式隔板;9-空腹式隔板;10-桁架隔板;11-实腹式隔板竖向对接焊缝;12-实腹式隔板与腹板的竖向角接焊缝;13-空腹式隔板与底板的横向结构焊缝;14-顶板单元;15-顶板单元对接焊缝;16-横接板对接焊缝;17-横接板与实腹式隔板的横向结构焊缝;18-横接板;1-1-水平胎面;1-2-倾斜胎面;1-3-牙板。
具体实施方式
[0028]
下面结合具体实施例和图1~图6对本发明做进一步详细的描述,但本发明的实施方式不限于此。
[0029]
本发明提供了一种超宽钢箱梁总拼横坡控制方法,具体包括以下步骤:
[0030]
步骤1:根据钢箱梁底板的线形要求,制造拼装胎架1,且所述拼装胎架1的拼装台面由中部的水平胎面1-1和连接在所述水平胎面1-1两端的对称倾斜胎面1-2构成,如图1所示。
[0031]
步骤2:在所述水平胎面1-1和所述倾斜胎面1-2上布置牙板1-3,且所述牙板1-3的标高按照钢箱梁底板设计标高控制线2确定;并根据钢箱梁斜底板的设计反变形量修正所述倾斜胎面1-2上牙板1-3的标高值,该反变形设置起点3从所述水平胎面1-1与所述倾斜胎面1-2折角位置处开始,并线性变化至所述倾斜胎面1-2最远端支撑点最大反变形量处终
止,如图2所示。
[0032]
钢箱梁总拼胎架设计时,考虑抵消纵向对接焊缝收缩引起的箱体反弹变形,需要在斜底板上的牙板1-3布置时,考虑向下的反变形,通过该反变形量得到斜底板的施工标高控制线4,并根据施工标高控制线4修正倾斜胎面1-2上压板的标高值,该反变形呈线形关系设置,起点从所述水平胎面1-1与所述倾斜胎面1-2折角位置处开始,并线性变化至所述倾斜胎面1-2最远端支撑点最大反变形量处终止,该最大反变形量为δh,其中,l为桥面总宽。
[0033]
步骤3:将钢箱梁平底板5按照设计标高放置在所述水平胎面1-1上的牙板1-3上,将钢箱梁两侧斜底板6放置在修正后的牙板1-3上,以所述拼装胎架横纵基线为基准组装定位平底板5和两侧斜底板6并焊接固定。
[0034]
具体地,组装定位平底板5和斜底板6时,按照“三纵一横”的原则进行组装焊接,以所述拼装胎架横纵基线为基准,先定位平底板5中心单元,然后再定位最外侧的斜底板6单元,最后根据平底板5和斜底板6各单元的纵基线间距,再定位平底板5和斜底板6的其余单元,定位完成后按照定位顺序焊接平底板5和斜底板6单元对接焊缝。
[0035]
步骤4:以所述拼装胎架横纵基线为基准组装定位腹板7和隔板并焊接固定,焊接时先焊接隔板竖向对接焊缝,再焊接隔板与腹板的竖向对接焊缝,最后焊接隔板与底板的横向结构焊缝。
[0036]
其中,隔板包括实腹式隔板8、空腹式隔板9以及桁架隔板10,如图3所示,焊接时,先焊接实腹式隔板竖向对接焊缝11,再通过连接板将桁架隔板10焊接在实腹式隔板8和空腹式隔板9上;再焊接实腹式隔板与腹板的竖向角接焊缝12,最后焊接空腹式隔板与底板的横向结构焊缝13。
[0037]
步骤5:以所述拼装胎架横纵基线为基准,组装定位顶板单元14并焊接固定,焊接时先焊接各顶板单元对接焊缝15,然后再焊接顶板单元14上的横接板对接焊缝16,最后焊接所述横接板与实腹式隔板的横向结构焊缝17,并将顶板单元14与桁架隔板10的上端焊接,如图5和图6所示。
[0038]
其中,组装定位顶板单元14时,按照“三纵一横”的原则进行组装焊接,以所述拼装胎架横纵基线为基准,先定位顶板中心单元,然后依次定位最外侧的顶板单元14,最后根据顶板各单元纵基线间距,再定位顶板的其余单元,定位完成按照定位顺序焊接顶板单元对接焊缝,如图5所示,依次焊接序号为15-1、15-2、15-3、15-4、15-5的顶板单元对接焊缝,该顶板单元14的焊接顺序与底板的焊接顺序一致。
[0039]
根据实际现场其中设备的能力,可以最大限度在总拼前进行顶板单元接宽焊接,达到提前释放焊接变形的目的。
[0040]
此外,顶板单元采用双拼工艺完成,横接板18与顶板单元14也在双拼时完成焊接,如图4所示,以减少总体拼装时进行的纵向对接焊缝以及横向结构焊缝数量。
[0041]
为减小焊缝收缩的累计误差,钢箱梁底板、顶板单元均按照“三纵一横”的原则进行组装焊接。
[0042]
总体拼装阶段的焊接顺序必须结合钢箱梁结构特点,保证可操作性和科学性,尽早释放较大的焊接收缩变形,总体拼装时先焊接刚性大、收缩较大的部位,以减少收缩对整
体结构的影响。隔板焊接时,应先进行实腹式隔板竖向对接焊缝焊接,再焊接实腹式隔板与腹板的竖向对接焊缝,最后进行空腹式隔板与底板的焊接;顶板单元组装定位后先焊接顶板纵向对接焊缝,然后焊接隔板接板竖向对接缝,最后焊接隔板接板与实腹式隔板的横向结构焊缝。按照以上各项工艺要求完成钢箱梁的组装和焊接,可以有效控制组装误差和焊接收缩变形,保证桥面的横坡精度。
[0043]
以上内容是结合具体的优选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。