1.本发明涉及内外液压衬氟管技术领域,具体为一种内外液压衬氟管的等压成型工艺。
背景技术:
2.衬氟管道及配件享有“塑料王”的美誉,具有优异的耐温性能和耐腐蚀性能,是理想的硝酸、硫酸、氢氟酸、光气、氯气、王水、混酸、溴化物等有机溶剂等强腐蚀性介质的输送设备;衬氟材料通过加热后采用挤压的方式安装在管道上。
3.在等压成型时,管道与衬氟材料上携带有大量的灰尘,从而影响衬氟管道的质量。
技术实现要素:
4.针对现有技术的不足,本发明提供了一种内外液压衬氟管的等压成型工艺,通过利用挤压所产生的气流,对灰尘进行清理,确保了衬氟管道的质量。
5.为实现以上目的,本发明通过以下技术方案予以实现:一种内外液压衬氟管的等压成型工艺,包括用于对衬氟管进行挤压的等压成型机构、用于挤压进行清灰的挤压清灰机构、用于基于热胀冷缩进行挤压的热胀冷缩机构和用于挤压进行充气的挤压充气机构,所述等压成型机构的内部设置有挤压机,所述挤压机的外部设置有挤压清灰机构,所述挤压清灰机构的内部设置有成型块,所述挤压清灰机构通过设置的成型块外壁固定连接有热胀冷缩机构,所述成型块的左端固定连接有挤压充气机构。
6.优选的,所述等压成型机构的内部包括底座、夹紧台和挤压机,所述底座的顶部固定连接有夹紧台,所述底座顶部远离夹紧台的右端固定连接有挤压机,所述挤压机的左侧插接有挤压杆。
7.优选的,所述挤压清灰机构的内部包括成型块、螺旋簧和橡胶块,所述挤压机通过设置的挤压杆插接在成型块的内壁,且挤压杆的左侧固定连接有螺旋簧,所述螺旋簧的左侧固定连接有橡胶块。
8.优选的,所述橡胶块的外壁与成型块的内壁活动接触,所述成型块的左侧开设有出气口,所述成型块的左侧固定连接有四个弧形引导块,且四个弧形引导块为围在出气口一周,所述橡胶块为橡胶材料制成。
9.优选的,所述热胀冷缩机构的内部包括内部挤压仓、外部挤压仓和孔洞,所述成型块的左侧开设有孔洞,所述成型块外壁位于孔洞的位置固定连接有内部挤压仓,所述成型块内壁位于孔洞的位置固定连接有外部挤压仓,所述内部挤压仓与外部挤压仓之间设置有水银。
10.优选的,所述挤压充气机构的内部包括清洗刷、充气圈和充气管,所述成型块左侧位于出气口的位置开设有气囊仓,所述成型块通过设置的气囊仓外壁固定连接有两个充气管,且气囊仓通过设置的充气管固定连接有充气圈,所述充气圈的外壁固定连接有清洗刷。
11.本发明提供了一种内外液压衬氟管的等压成型工艺。具备以下有益效果:
12.1、该内外液压衬氟管的等压成型工艺,通过挤压机对成型块中的气体进行挤压,挤压后的空气会发热,从而在挤压的过程中缓慢衬氟材料的硬化,便于挤压时调整挤压位置,在挤压后,橡胶块离开出气口,从而使压缩后的气体排出,在气体吹出后会对周围空气进行吸热,从而加快了衬氟材料的硬化,避免了衬氟材料的形变。
13.2、该内外液压衬氟管的等压成型工艺,通过成型块内部空气被压缩后,空气的发热,从而使内部挤压仓与外部挤压仓之间的水银发热,水银受热后会热胀,从而顶起内部挤压仓鼓起,内部挤压仓的鼓起可以确保了管道内坠下来的衬氟材料顶起。
14.3、该内外液压衬氟管的等压成型工艺,通过在挤压杆初始对成型块挤压时,成型块内部的气流从出气口吹出后,气流在弧形引导块的引导下,从而对管道内的灰尘进行清理。
15.4、该内外液压衬氟管的等压成型工艺,通过橡胶块对成型块左侧的气囊仓挤压时,充气圈与充气管充气鼓起,从而在成型块对管道歪斜挤压时,确保了衬氟材料的清灰。
附图说明
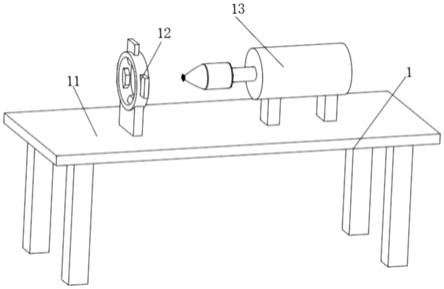
16.图1为本发明轴侧立体结构示意图;
17.图2为本发明成型块局部结构示意图;
18.图3为本发明图2中a部放大结构示意图;
19.图4为本发明图2剖视结构示意图;
20.图5为本发明图4中b部放大结构示意图。
21.图中:1、等压成型机构;11、底座;12、夹紧台;13、挤压机;2、挤压清灰机构;21、成型块;22、螺旋簧;23、橡胶块;24、出气口;25、弧形引导块;3、热胀冷缩机构;31、内部挤压仓;32、外部挤压仓;33、孔洞;4、挤压充气机构;41、清洗刷;42、充气圈;43、充气管。
具体实施方式
22.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
23.所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
24.请参阅图1-5,本发明提供一种技术方案:一种内外液压衬氟管的等压成型工艺,包括用于对衬氟管进行挤压的等压成型机构1、用于挤压进行清灰的挤压清灰机构2、用于基于热胀冷缩进行挤压的热胀冷缩机构3和用于挤压进行充气的挤压充气机构4,等压成型机构1的内部设置有挤压机13,挤压机13的外部设置有挤压清灰机构2,挤压清灰机构2的内部设置有成型块21,挤压清灰机构2通过设置的成型块21外壁固定连接有热胀冷缩机构3,成型块21的左端固定连接有挤压充气机构4。
25.本实施方案中,通过挤压机13为市面上现有的装置,对成型块21中的空气进行挤压。
26.具体的,等压成型机构1的内部包括底座11、夹紧台12和挤压机13,底座11的顶部固定连接有夹紧台12,底座11顶部远离夹紧台12的右端固定连接有挤压机13,挤压机13的
左侧插接有挤压杆。
27.本实施例中,把管道夹紧在底座11上的夹紧台12中,挤压机13通过挤压杆对成型块21内部的空气进行挤压。
28.具体的,挤压清灰机构2的内部包括成型块21、螺旋簧22和橡胶块23,挤压机13通过设置的挤压杆插接在成型块21的内壁,且挤压杆的左侧固定连接有螺旋簧22,螺旋簧22的左侧固定连接有橡胶块23。
29.本实施例中,在挤压杆初始挤压时,在橡胶块23与成型块21接触前的一段时间内,成型块21内部的空气内挤压出一部分。
30.具体的,橡胶块23的外壁与成型块21的内壁活动接触,成型块21的左侧开设有出气口24,成型块21的左侧固定连接有四个弧形引导块25,且四个弧形引导块25为围在出气口24一周。
31.本实施例中,充气管43为弧形,在充气挤压鼓起时,会逐渐旋转鼓起,从而使充气圈42上的清洗刷41对管道内与衬氟材料上的灰尘进行清理,针对于成型块21歪曲定形时的清理。
32.具体的,热胀冷缩机构3的内部包括内部挤压仓31、外部挤压仓32和孔洞33,成型块21的左侧开设有孔洞33,成型块21外壁位于孔洞33的位置固定连接有内部挤压仓31,成型块21内壁位于孔洞33的位置固定连接有外部挤压仓32,内部挤压仓31与外部挤压仓32之间设置有水银。
33.本实施例中,在成型块21内部空气被挤压时,空气被压缩,发生能量转化,一部分转化为热能,释放热量。
34.具体的,挤压充气机构4的内部包括清洗刷41、充气圈42和充气管43,成型块21左侧位于出气口24的位置开设有气囊仓,成型块21通过设置的气囊仓外壁固定连接有两个充气管43,且气囊仓通过设置的充气管43固定连接有充气圈42,充气圈42的外壁固定连接有清洗刷41。
35.本实施例中,内部挤压仓31与外部挤压仓32中的水银受热后热胀,外部挤压仓32鼓起加速成型块21内部的空气压缩。
36.使用时,把管道夹紧在底座11上的夹紧台12中,挤压机13通过挤压杆对成型块21内部的空气进行挤压,在挤压杆初始挤压时,在橡胶块23与成型块21接触前的一段时间内,成型块21内部的空气内挤压出一部分,气体从出气口24吹出时,气流吹到弧形引导块25上,弧形引导块25在气流经过时,弧形引导块25会对气流往四周引导,从而吹掉管道内与衬氟材料上的灰尘,挤压杆继续挤压,在螺旋簧22的弹性下使橡胶块23对出气口24贴合,从而阻止成型块21内部空气吹出,从而使成型块21内部的空气被压缩,橡胶块23对成型块21左侧的气囊仓挤压时,气囊仓内的气体被挤压,从而使充气管43与充气圈42充气,充气管43为弧形,在充气挤压鼓起时,会逐渐旋转鼓起,从而使充气圈42上的清洗刷41对管道内与衬氟材料上的灰尘进行清理,在成型块21内部空气被挤压时,空气被压缩,发生能量转化,一部分转化为热能,释放热量,从而使内部挤压仓31与外部挤压仓32中的水银受热后热胀,外部挤压仓32鼓起加速成型块21内部的空气压缩,内部挤压仓31鼓起对管道中坠下来的材料进行顶起,在挤压机13使挤压杆离开时,挤压杆拉动螺旋簧22与橡胶块23离开出气口24,从而使成型块21中被压缩后的空气排出,排出后的空气与空气接触会吸收周围空气中的热量,从
而使温度下降,从而加快了衬氟管的硬化。
37.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
