1.本实用新型涉及一种蜡模组装生产线技术,具体是一种蜡模组装生产线系统。
背景技术:
2.经本技术人的研发人员调研,现在形状复杂的金属制有一部分采用消失模铸造方式加工(例如不锈钢或钛合金高尔夫球头铸造),其铸造过程中所用的石蜡模胚主要还是采用人工组树(组装)为主,这样不仅人工的劳动强度高,而且组树精度低,良品率低下,故急需新型的设备技术提高其生产效率。因为模胚依靠人工组树,成品有一定的变形和尺寸偏差,使得铸造成品位置偏差,后续工艺难以推进自动化。而且考虑产品种类繁多,设备也要考虑到通用性和拓展性,现有技术和设备还不能胜任,故此开发自动化的模胚组树设备尤为重要。一套石蜡模胚组树产线,即可满足模胚组树的工艺需求,又相对的降低成本和提高效率
技术实现要素:
3.本实用新型的目的旨在提供一种蜡模组装生产线系统,拟研发出一套石蜡模胚组树产线,即可满足模胚组树的工艺需求,又相对的降低成本和提高生产效率,以克服现有技术中的不足之处。
4.按此目的设计的一种蜡模组装生产线系统,包括工作区,工作区包括完成蜡模组装、及对蜡模组装进行烘烤加固工序的第一工作区,工作区还包括负责完成蜡模组装清洗、吹干、静置工序的第二工作区,工作区还包括对蜡模组装进行人工刷浆的第三工作区,工作区还包括对蜡模组装进行浸浆、回浆、淋砂工序的第四工作区。每个工作区完美衔接,形成较自动化蜡模组装生产线系统,有效提高生产效率。
5.第一工作区上设有配合放置第一蜡胚的上料转盘、配合放置第二蜡胚的定位转盘,第一工作区上还设有夹取第一蜡胚,并将第一蜡胚与第二蜡胚进行蜡模组装的第一机器人,第一机器人上设有第一夹具,第一夹具一侧设有对蜡模组装进行烘烤加固的火焰喷枪、检测温度的测温头。
6.上料转盘上设有固定第一蜡胚的气压固定结构,气动吸取固定结构包括连接气管的吸盘,以及阀体,吸盘通过负压吸取固定第一胚料。
7.定位转盘上设有用于固定第二蜡胚的第一固定块或夹紧气缸,定位转盘下方的转动部分通过减速器、电机进行转动;第一工作区上设有输送定位转盘的滑轨、滑块;定位转盘对应第二蜡胚的底部设有避空凹槽,避免损坏第二蜡胚的表面。
8.第一工作区、第二工作区之间设有循环输送蜡模组装的环形物流线;环形物流线上设有若干个悬挂蜡模组装的悬挂件;第二工作区上设有夹取蜡模组装的第二机器人,第二机器人上设有夹取蜡模组装的第二夹具,第二工作区上还设有吹干工作台,吹干工作台上设有旋转盘,吹干工作台对应旋转盘一侧或两侧设有喷气管,第二机器人上设有协助喷气管吹干蜡模组装的气枪;第二工作区上还设有清洗箱,清洗箱上设有两个独立放置不同
液体的清洗腔、浸泡腔,第二工作区上设有第一储液罐、第二储液罐,第一储液罐通过连接管与清洗腔的进水口相连,第一储液罐与清洗腔的管道上设有第一泵体,清洗腔上设有第一浮球开关阀门,第二储液罐通过连接管与浸泡腔的进水口相连,浸泡腔上设有第二浮球开关阀门,配备气动泵,浮球开关阀门,实时补充清洗箱内的液体,确保液面高度不会变。
9.第二工作区上还设有静置架,静置架上设有悬挂蜡模组装的第一工位、第二工位。静置架设计成两个工位就是为了方便流转。产品(模蜡组装)需要在静置架上静置8~10min,当第一工位上有产品静置,机器人可以继续取料完成清洗吹干工作,然后放置到第二工位,然后从第一工位取静置完成的产品继续下一工序。
10.环形物流线包括环形滑轨、环形传动带,环形滑轨、环形传动带之间设有与悬挂件相连的基板,环形传动带上设有与基板相连的第二固定块,每个悬挂件的基板上设有两组相间隔设置的滑轮,两组相间隔设置的滑轮夹持环形滑轨,且滑轮与环形滑轨滑动配合,环形物流线还包括驱动环形传动带运动的驱动结构,环形传动带在运动中带动悬挂件在环形滑轨循环运动。
11.第三工作区上设有对模蜡组装进行人工刷浆的刷浆工作台,第四工作区上设有放置完成人工刷浆模蜡组装的旋转架,旋转架上设有转动的支撑杆,支撑杆上设有一个以上悬挂模蜡组装的悬挂位;第四工作区上还设有夹取旋转架上模蜡组装的第三机器人,第三机器人上设有夹取模蜡组装的第三夹具,第三夹具通过旋转器转动式设置在第三机器人上,模蜡组装包括第一蜡胚、第二蜡胚,第一蜡胚熔接在第二蜡胚上形成模蜡组装,第二蜡胚上设有悬挂轴,悬挂轴上设有若干个相间隔设置的定位块,悬挂轴上还设有限位环,第三夹具包括夹取气缸、与夹取气缸相连的架体,架体对应模蜡组装设有避空槽,避空槽上对应定位块设有若干个相间隔设置的第三固定块,第三固定块上设有固定槽,夹取气缸活塞杆伸缩设置在避空槽上,夹取气缸活塞杆一端对应限位环设有装夹块,装夹块上设有装夹槽,第三机器人通过旋转器带动第三夹具转动,第三夹具带动架体的避空槽转动至对应装夹模蜡组装的位置上,架体在第三机器人带动下逐渐靠近模蜡组装,在定位块对应限位在第三固定块的固定槽状态下,夹取气缸活塞杆带动装夹块夹设限位环,限位环限位在装夹块的装夹槽上,这样在夹取柔软的蜡坯时,保持夹稳,也能防止夹伤蜡坯。
12.第四工作区包括对蜡模组装进行浸浆的浸浆机、对蜡模组装进行回浆的回浆桶、对蜡模组装进行淋砂的淋砂机;蜡模组装生产线系统还包括下料区,下料区上设有下料车,下料车上设有悬挂蜡模组装的吊挂位;下料区上还设有固定下料车的固定架,固定架上设有装夹气缸,装夹气缸活塞杆通过连接杆铰接结构连接有装夹撞头,固定架对应装夹撞头设有具有弹性的防撞块,下料车靠近固定架,装夹气缸活塞杆带动装夹撞头朝防撞块运动并接触下料车部分,该下料车部分固定在装夹撞头与防撞块之间。
13.一种蜡模组装生产线系统的生产制造方法,包括上述的蜡模组装生产线系统,其生产制造方法包括以下步骤:
14.a、第一机器人在定位转盘上完成蜡模组装,定位转盘通过滑轨往环形物流线运动,人工在定位转盘上取出蜡模组装并进行检查,若蜡模组装符合人工检测要求则放在环形物流线上,根据客户要求设计,在该取放环形物流线的过程中设计一个人工检查的环节,该检测环节无法由设备完成,所以设计成人工取料,经人工检查确认ok后,再放到环形物流线上;在完成蜡模组装过程中,第一机器人通过第一夹具将上料转盘的第一模胚放置到定
位转盘的第二模胚上,以完成模蜡组装,第一机器人再通过火焰喷枪对蜡模组装进行烘烤加固,火焰喷枪的火焰长度、温度根据设定程序和/或人工调整进行控制;
15.b、清洗箱上的两个腔体分别放置酒精和界面剂,第二机器人从环形物流线上夹取蜡模组装放置在酒精清洗腔内,然后第二机器人再带动蜡模组装放置在旋转盘,完成酒精清洗吹干工作,最后第二机器人将蜡模组装放在静置架第一工位上,蜡模组装需要在静置架上静置8~10min,第二机器人再往环形物流线夹取蜡模组装继续取料完成酒精清洗吹干工作,然后放置在静置架第二工位上,然后第二机器人夹取静置架第一工位上的蜡模组装继续下一工序;
16.c、下一工序为:第二机器人从静置架第一工位夹取蜡模组装后,第二机器人带动蜡模组装放置在界面剂浸泡腔内,然后第二机器人再带动蜡模组装放置在旋转盘,完成浸泡界面剂吹干工作,第二机器人然后再将蜡模组装放回到环形物流线上;
17.d、完成步骤c的蜡模组装从环形物流线一端移动至另一端过程中,步骤 c的蜡模组装也完成静置工序,人工在环形物流线另一端取出该蜡模组装进行人工刷浆,刷浆就是在第一蜡胚的一些边角位置进行人工预先涂抹泥浆,保证后工序蜡模组装浸浆时,浆液与第一蜡胚之间不会有气泡;
18.人工刷浆这个是比较精细的工作,需要一边涂抹一边检测,涂得不好会严重影响铸造出来产品的质量,客户担心机器人刷浆的质量,要求这里保留人工作业;
19.e、完成步骤d的蜡模组装,人工将该蜡模组装放置在旋转架上,第三机器人通过第三夹具夹取旋转架上的蜡模组装依次进行进行浸浆、回浆、淋砂工序;
20.f、完成步骤e的蜡模组装,第三机器人将该蜡模组装放置在下料车上。
21.本实用新型的有益效果如下:
22.本设备能够实现蜡模组树后产品位置误差在0.1mm以内;本设备通过调整夹具能兼容多款型号的产品,产线能够自动完成蜡模组树工序,并生产出合格的产品。
23.本设备的生产线部分保留人为工序,结合人工与智能化下,有效降低人工劳动强度,并生产出合格的产品。
附图说明
24.图1为本实用新型一实施例蜡模组装生产线系统平面结构示意图。
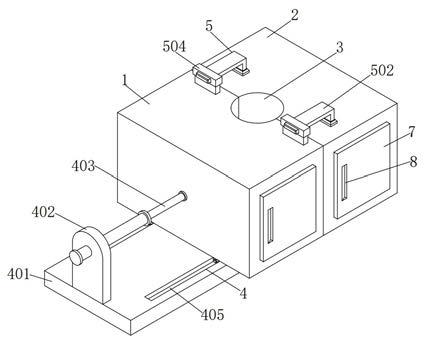
25.图2为本实用新型一实施例蜡模组装生产线系统立体结构示意图。
26.图3为本实用新型一实施例第一工作区部分立体结构示意图。
27.图4为本实用新型一实施例上料转盘的结构示意图。
28.图5为本实用新型一实施例上料转盘的截面结构示意图。
29.图6为本实用新型一实施例定位转盘的结构示意图。
30.图7为本实用新型一实施例定位转盘装夹模蜡组装的结构示意图。
31.图8为本实用新型一实施例第一机器人的结构示意图。
32.图9为本实用新型一实施例环形物流线的结构示意图。
33.图10为本实用新型一实施例环形物流线的输送结构示意图。
34.图11为图10中局部放大图。
35.图12为本实用新型一实施例第二工作区部分结构示意图。
36.图13为本实用新型一实施例第二机器人的结构示意图。
37.图14为本实用新型一实施例第三机器人的夹取产品结构示意图。
38.图15为本实用新型一实施例第三机器人的结构示意图。
39.图16为本实用新型一实施例第三夹具结构示意图。
40.图17为本实用新型一实施例旋转架的结构示意图。
41.图18为本实用新型一实施例旋转架的旋转结构示意图。
42.图19为本实用新型一实施例下料车机构示意图。
43.图20为本实用新型一实施例下料车截面结构示意图。
44.图21为图20中局部放大图。
45.图22为本实用新型一实施例第四工作区部分结构示意图。
46.图23为本实用新型一实施例蜡模组装生产线系统生产制造方法流程示意图。
具体实施方式
47.下面结合附图及实施例对本实用新型作进一步描述。
48.参见图1,一种蜡模组装生产线系统,包括工作区,工作区包括完成蜡模组装、及对蜡模组装进行烘烤加固工序的第一工作区1,工作区还包括负责完成蜡模组装清洗、吹干、静置工序的第二工作区2,工作区还包括对蜡模组装进行人工刷浆的第三工作区3,工作区还包括对蜡模组装进行浸浆、回浆、淋砂工序的第四工作区4。
49.参见图2,第二工作区2、第三工作区3之间设有安全围栏。
50.参见图3-图7,第一工作区1上设有配合放置第一蜡胚的上料转盘6、配合放置第二蜡胚的定位转盘7,第一工作区1上还设有夹取第一蜡胚,并将第一蜡胚与第二蜡胚进行蜡模组装的第一机器人8。
51.在本实施例中,第一蜡胚为蜡球头,第二蜡胚为蜡底板,整个生产线就是将蜡球头熔接到蜡底板上,然后清洗、浸浆等等。
52.上料转盘6底部可以通过电机、减速器、齿轮进行转动,上料转盘6设有四排装夹第一蜡胚的装夹位,每两排装夹位形成一组,两组装夹位分别对向设置,当一组装夹位的第一蜡胚被第一机器人8夹空时,上料转盘6转动,第一机器人8继续夹取第一蜡胚。
53.参见图8,第一机器人8上设有第一夹具9,第一夹具9一侧设有对蜡模组装进行烘烤加固的火焰喷枪10、检测温度的测温头11,在烘烤加固蜡模组装时,通过测温头11检测温度。
54.在本实施例中,第一夹具9包括第一气缸、第一装夹块、第二装夹块,第一气缸的活塞杆分别与第一装夹块、第二装夹块配合连接。
55.在本实施例中,第一气缸的缸体底部设有装夹块固定座,装夹块固定座上设有滑槽,第一装夹块、第二装夹块滑动在滑槽上,第一装夹块、第二装夹块分别通过连杆铰接结构与第一气缸的活塞杆连接,当第一气缸的活塞杆进行伸缩,第一装夹块、第二装夹块分别滑动在滑槽上,以夹取或松开第一蜡胚。
56.在本实施例中,第一工作区1上还设有氢氧焰发生器,氢氧焰发生器包括氢氧电解机、氢氧气体助力器,以提供火焰喷枪10喷出的火焰。
57.参见图5,上料转盘6上设有固定第一蜡胚的气压固定结构,气动吸取固定结构包
括连接气管的吸盘12,以及阀体13。
58.参见图3、图6,定位转盘7上设有用于固定第二蜡胚的第一固定块14 或夹紧气缸,定位转盘7下方的转动部分通过减速器、电机进行转动;第一工作区1上设有输送定位转盘7的滑轨15、滑块16;定位转盘7对应第二蜡胚的底部设有避空凹槽61。
59.参见图9-图13,第一工作区1、第二工作区2之间设有循环输送蜡模组装的环形物流线17;环形物流线17上设有若干个悬挂蜡模组装的悬挂件18;第二工作区2上设有夹取蜡模组装的第二机器人19,第二机器人19上设有夹取蜡模组装的第二夹具20,第二工作区2上还设有吹干工作台21,吹干工作台21上设有旋转盘22,吹干工作台21对应旋转盘22一侧或两侧设有喷气管23,第二机器人19上设有协助喷气管23吹干蜡模组装的气枪24;第二工作区2上还设有清洗箱25,清洗箱25上设有两个独立放置不同液体的清洗腔26、浸泡腔27,第二工作区2上设有第一储液罐28、第二储液罐29,第一储液罐28通过连接管与清洗腔26的进水口相连,第一储液罐28与清洗腔26的管道上设有第一泵体,清洗腔26上设有第一浮球开关阀门30,第二储液罐29通过连接管与浸泡腔27的进水口相连,浸泡腔27上设有第二浮球开关阀门31。
60.参见图2,第二工作区2上还设有静置架32,静置架32上设有悬挂蜡模组装的第一工位、第二工位。
61.参见图9-图11,环形物流线17包括环形滑轨33、环形传动带34,环形滑轨33、环形传动带34之间设有与悬挂件18相连的基板35,环形传动带 34上设有与基板35相连的第二固定块36,每个悬挂件18的基板35上设有两组相间隔设置的滑轮37,两组相间隔设置的滑轮37夹持环形滑轨33,且滑轮37与环形滑轨33滑动配合,环形物流线17还包括驱动环形传动带34 运动的驱动结构,环形传动带34在运动中带动悬挂件18在环形滑轨33循环运动。
62.在本实施例中,环形传动带34的四个角位上均设有传动轮,环形传动带 34包覆传动轮,其中一传动轮通过齿轮或皮带等与电机传动连接。
63.参见图13,第二机器人19上设有连接基板,通过连接管连接气枪24的吹气座、气枪24、第二夹具20均固定在连接基板上,第二夹具20包括第二气缸,连接基板一侧设有第三装夹块,第二气缸的活塞杆贯穿连接基板,第二气缸的活塞杆连接有第四装夹块,连接基板上设有上下两个间隔设置的第一凸块、第二凸块,第一凸块、第二凸块之间形成导向槽,第四装夹块部分限位在导向槽内,第二气缸的活塞杆带动第四装夹块沿导向槽运动,第四装夹块靠近或远离第三装夹块,以进行松开或夹紧动作。
64.参见图14-图18,第三工作区3上设有对模蜡组装进行人工刷浆的刷浆工作台38,第四工作区4上设有放置完成人工刷浆模蜡组装的旋转架39,旋转架39上设有转动的支撑杆40,支撑杆40上设有一个以上悬挂模蜡组装的悬挂位;第四工作区4上还设有夹取旋转架39上模蜡组装的第三机器人41,第三机器人41上设有夹取模蜡组装的第三夹具42,第三夹具42通过旋转器 43转动式设置在第三机器人41上,模蜡组装包括第一蜡胚、第二蜡胚,第一蜡胚熔接在第二蜡胚上形成模蜡组装,第二蜡胚上设有悬挂轴44,悬挂轴 44上设有若干个相间隔设置的定位块45,悬挂轴44上还设有限位环46,第三夹具42包括夹取气缸47、与夹取气缸47相连的架体48,架体48对应模蜡组装设有避空槽49,避空槽49上对应定位块45设有若干个相间隔设置的第三固定块50,第三固定块50上设有固定槽,夹取气缸47活塞杆伸缩设置在避空槽49上,夹取气缸47活塞杆一端对应限位环46设有装夹块51,装夹块51上设
有装夹槽,第三机器人41通过旋转器43带动第三夹具42转动,第三夹具42带动架体48的避空槽49转动至对应装夹模蜡组装的位置上,且在定位块45对应限位在第三固定块50的固定槽状态下,夹取气缸47活塞杆带动装夹块51向下运动并夹设限位环46,限位环46限位在装夹块51的装夹槽上。
65.在本实施例中,固定块50的固定槽与定位块45之间设有斜面配合结构,斜面配合结构便于定位块45限位在固定槽上,具有导向作用;固定槽的内径在定位块45进入的固定槽方向上,固定槽的内径逐渐递减,同理定位块45 的外径逐渐递减,固定槽最大内径小于定位块45最大外径。
66.参见图15,在本实施例中,旋转器43通过连杆铰接结构与第三机器人 41部分连接,连杆铰接结构部分通过旋转件转动设置在第三机器人41上,连杆铰接结构另一部分通过螺钉等固定在旋转器43上。
67.参见图18,在本实施例中,支撑杆40呈十字形并设有四个悬挂位,支撑杆40通过齿轮传动结构与电机传动连接,电机带动支撑杆40旋转;旋转架39对应每个悬挂位设有位置传感器62。
68.参见图19-图22,第四工作区4包括对蜡模组装进行浸浆的浸浆机52、对蜡模组装进行回浆的回浆桶53、对蜡模组装进行淋砂的淋砂机54;蜡模组装生产线系统还包括下料区5,下料区5上设有下料车55,下料车55上设有悬挂蜡模组装的吊挂位;下料区5上还设有固定下料车55的固定架56,固定架56上设有装夹气缸57,装夹气缸57活塞杆通过连接杆铰接结构连接有装夹撞头59,固定架56对应装夹撞头59设有具有弹性的防撞块60,下料车 55靠近固定架56,装夹气缸57活塞杆带动装夹撞头59朝防撞块60运动并接触下料车55部分,该下料车55部分固定在装夹撞头59与防撞块60之间。
69.参见图23,一种蜡模组装生产线系统的生产制造方法,包括上述的蜡模组装生产线系统,其生产制造方法包括以下步骤:
70.a、第一机器人8在定位转盘7上完成蜡模组装,定位转盘7通过滑轨往环形物流线17运动,人工在定位转盘7上取出蜡模组装并进行检查,若蜡模组装符合人工检测要求则放在环形物流线17上;在完成蜡模组装过程中,第一机器人8通过第一夹具9将上料转盘6的第一模胚放置到定位转盘7的第二模胚上,以完成模蜡组装,第一机器人8再通过火焰喷枪10对蜡模组装进行烘烤加固,火焰喷枪10的火焰长度、温度根据设定程序和/或人工调整进行控制;
71.b、清洗箱25上的两个腔体分别放置酒精和界面剂,第二机器人19从环形物流线17上夹取蜡模组装放置在酒精清洗腔内,然后第二机器人19再带动蜡模组装放置在旋转盘22,完成酒精清洗吹干工作,最后第二机器人19 将蜡模组装放在静置架32第一工位上,蜡模组装需要在静置架32上静置 8~10min,第二机器人19再往环形物流线17夹取蜡模组装继续取料完成酒精清洗吹干工作,然后放置在静置架32第二工位上,然后第二机器人19夹取静置架32第一工位上的蜡模组装继续下一工序;
72.c、下一工序为:第二机器人19从静置架32第一工位夹取蜡模组装后,第二机器人19带动蜡模组装放置在界面剂浸泡腔内,然后第二机器人19再带动蜡模组装放置在旋转盘22,完成浸泡界面剂吹干工作,第二机器人19 然后再将蜡模组装放回到环形物流线17上;
73.d、完成步骤c的蜡模组装从环形物流线17一端移动至另一端过程中,步骤c的蜡模
组装也完成静置工序,人工在环形物流线17另一端取出该蜡模组装进行人工刷浆,刷浆就是在第一蜡胚的一些边角位置进行人工预先涂抹泥浆,保证后工序蜡模组装浸浆时,浆液与第一蜡胚之间不会有气泡;
74.产品顺着环形物流线17输送的过程中,从环形物流线17一端点到另一端大概经历10分钟,同时完成了静置工作(浸泡界面剂后
→
吹干
→
静置 10min)。人工在环形物流线17另一端取料,完成刷浆工艺。
75.e、完成步骤d的蜡模组装,人工将该蜡模组装放置在旋转架39上,第三机器人41通过第三夹具42夹取旋转架39上的蜡模组装依次进行进行浸浆、回浆、淋砂工序;
76.f、完成步骤e的蜡模组装,第三机器人41将该蜡模组装放置在下料车 55上。
77.本设备的设计原理可应用于同类型的高尔夫球头,或者金属制品的消失模铸造等自动化设备领域。
78.在本实施例中,每个机器人为六轴机器人。
79.上述为本实用新型的优选方案,显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本领域的技术人员应该了解本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等同物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。