1.本发明属于高分子材料技术领域,具体涉及一种中药用微波干燥膜。
背景技术:
2.微波加热干燥不同于传统的加热干燥方式,它是一种内部的加热方法,热传导方向与水分子的扩散方向相同,物料处于震荡周期极短的微波高频电场中,一部分微波能转化为分子的运动能,并以热量的方式表现出来,从而使物料得到干燥。该种干燥方式对于包裹材料有着极高的要求,目前现有的中药用微波干燥膜的耐热上限只有90℃左右,使用微波干燥中药时温度不能超过90℃,因此微波干燥中药的效率较低。
技术实现要素:
3.针对现有技术中微波干燥中药时中药用微波干燥膜无法耐受90℃以上的高温的问题,本发明提供了一种中药用微波干燥膜。
4.本发明采用的技术方案如下:
5.一种中药用微波干燥膜,由两种不同密度的ldpe和mlldpe组成,其中一种ldpe的密度为0.910-0.920g/cm3,含量为15-30%,另一种ldpe的密度为0.920-0.925g/cm3,含量为70-40%,mlldpe的密度为0.925-0.930g/cm3,含量为15-30%。
6.采用该技术方案后,密度为0.910-0.920g/cm3的ldpe为微波干燥膜提供良好的加工性能,密度为0.920-0.925g/cm3的ldpe为微波干燥膜提供良好的韧性和耐高温性能,mlldpe为微波干燥膜提供良好的拉升性能,三种材料共混制备出的中药用微波干燥膜能够在微波加热状态下耐受最高125℃的高温,提高了微波干燥中药的效率。
7.针对现有技术中在微波干燥中药时中药用微波干燥膜无法耐受90℃及以上的高温问题,本发明还提供了一种中药用微波干燥膜的生产方法。
8.包括以下步骤:
9.步骤1:配料:将原料按比例配置好;
10.步骤2:升温:对吹膜机的主机进行分区升温至155.0-205.0℃,达到温度要求后进行保温1-1.5h。
11.步骤3:加料挤出:达到保温要求后,将配制好的原料加入吹膜机的料斗中,启动主机,开始时螺杆以10-20r/min的转速转动,当熔融料通过机头并吹胀成管泡后,逐渐提高螺杆转速,并将料斗中的原料加满,提高转速后的转速为40-60r/min;
12.步骤4:提料:将通过机头的熔融物料汇集在一起,对熔融物料进行牵引;
13.步骤5:喂辊:将提起的管泡喂入夹辊,通过夹辊将管泡压成折膜,再通过导辊送至卷取装置;
14.步骤6:充气:塑料管泡喂辊后,即可将空气吹入管泡,直至达到要求的幅宽为止;
15.步骤7:调整:通过调整口模间隙、冷却风环的风量和牵引速度调整膜的厚度,通过调整充气吹胀的大小调整膜的幅宽,使用卷曲处切刀对聚乙烯膜进行去边处理,得到中药
用微波干燥膜。
16.采用该技术方案后,将按比例配置好原料通过吹膜机制备得到中药用微波干燥膜,制备出来的中药用微波干燥膜的耐高温性有了显著提高。
17.作为优选,所述步骤2中吹膜机的主机包括机筒区,所述机筒区的温度为165.0-195.0℃。
18.采用该技术方案后,能够对耐受高温的原料充分的熔融,在吹膜过程中能吹出稳定、符合标准的薄膜。
19.作为优选,所述吹膜机的主机机筒区分为六个区,1-2区为加料区,3区-6区为熔融区。
20.采用该技术方案后,便于进行分区加热。
21.作为优选,所述机筒区各区温度分别为:1区-2区为165.0-195.0℃,3区为175.0-205.0℃,4区-6区温度为165.0-195.0℃。
22.采用该技术方案后,分区加热,使制备出来的微波干燥膜更加均匀。
23.作为优选,所述吹膜机的1区-2区的模头温度为145.0-195.0℃。
24.采用该技术方案后,维持原料的温度,保证加料挤出过程顺利进行。
25.综上所述,由于采用了上述技术方案,本发明的有益效果是:
26.1.通过聚乙烯材料的不同组分和配比,提高了中药用微波干燥膜的耐高温性,使中药用微波干燥膜最高可以耐受125℃的高温,在微波干燥中药时提高了干燥效率。
27.2.具有不同功能的聚乙烯材料共混制备出的中药用微波干燥膜具有优秀的耐温性能、阻隔性能、机械性能、安全性能,稳定性能,并且纯度高杂质很少。
附图说明
28.图1为本发明的性能检测表。
具体实施方式
29.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本技术实施例的组件可以以各种不同的配置来布置和设计。因此,以下对在附图中提供的本技术的实施例的详细描述并非旨在限制要求保护的本技术的范围,而是仅仅表示本技术的选定实施例。基于本技术的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本技术保护的范围。
30.在本技术实施例的描述中,需要说明的是,术语“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。此外,术语“第一”、“第二”、“第三”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
31.实施例1
32.一种中药用微波干燥膜,其生产方法包括以下步骤:
33.步骤一:配料:由两种不同密度的ldpe和mlldpe组成,其中一种ldpe的密度为0.910g/cm3,含量为15%,另一种ldpe的密度为0.920g/cm3,含量为70%,mlldpe的密度为0.925g/cm3,含量为15%。
34.步骤二:升温:通过加热器对主机进行分区升温加热,并根据设备要求进行保温,主机机筒区的温度分别为:1区-2区为180.0℃,3区为190.0℃,4区-6区为180.0℃,模头两个区的温度都为170.0℃,达到温度要求后进行保温1h;
35.步骤三:加料挤出:达到保温要求后,将配制好的原料加入吹膜机的料斗中,启动主机,开始时螺杆以10r/min的转速转动,当熔融料通过机头并吹胀成管泡后,逐渐提高螺杆转速,并将料斗中的原料加满,提高转速后的转速为40r/min;
36.步骤四:提料:将通过机头的熔融物料汇集在一起,对熔融物料进行牵引,牵引前开启上旋转气轴风冷风机,向上牵引熔融物料时确保口模模唇周围无熔融物料及杂质黏附,同时向模头充气口通入空气,以防止相互黏结;
37.步骤五:喂辊:将提起的管泡喂入夹辊,通过夹辊将管泡压成折膜,再通过导辊送至卷取装置;
38.步骤六:充气:塑料管泡喂辊后,即可将空气吹入管泡,直至达到要求的幅宽为止;
39.步骤七:调整:通过口模间隙、冷却风环的风量、牵引速度调整膜的厚度,通过调整充气吹胀的大小调整聚乙烯膜的幅宽,使用卷曲处切刀对聚乙烯膜进行去边处理。
40.实施例2
41.一种中药用微波干燥膜,其生产方法包括以下步骤:
42.步骤一:配料:由两种不同密度的ldpe和mlldpe组成,其中一种ldpe的密度为0.915g/cm3,含量为20%,另一种ldpe的密度为0.923g/cm3,含量为60%,mlldpe的密度为0.927g/cm3,含量为20%;
43.步骤二:升温:通过加热器对主机进行分区升温加热,并根据设备要求进行保温,主机机筒区的温度分别为:1区-2区为185.0℃,3区为195.0℃,4区-6区为185.0℃,模头两个区的温度都为180.0℃,达到温度要求后进行保温1.3h;
44.步骤三:加料挤出:达到保温要求后,将配制好的原料加入吹膜机的料斗中,启动主机,开始时螺杆以15r/min的转速转动,当熔融料通过机头并吹胀成管泡后,逐渐提高螺杆转速,并将料斗中的原料加满,提高转速后的转速为50r/min;
45.步骤四:提料:将通过机头的熔融物料汇集在一起,对熔融物料进行牵引,牵引前开启上旋转气轴风冷风机,向上牵引熔融物料时确保口模模唇周围无熔融物料及杂质黏附,同时向模头充气口通入空气,以防止相互黏结;
46.步骤五:喂辊:将提起的管泡喂入夹辊,通过夹辊将管泡压成折膜,再通过导辊送至卷取装置;
47.步骤六:充气:塑料管泡喂辊后,即可将空气吹入管泡,直至达到要求的幅宽为止;
48.步骤七:调整:通过口模间隙、冷却风环的风量、牵引速度调整膜的厚度,通过调整充气吹胀的大小调整聚乙烯膜的幅宽,使用卷曲处切刀对聚乙烯膜进行去边处理;
49.实施例3
50.一种中药用微波干燥膜,其生产方法包括以下步骤:
51.步骤一:配料:由两种不同密度的ldpe和mlldpe组成,其中一种ldpe的密度为0.920g/cm3,含量为30%,另一种ldpe的密度为0.925g/cm3,含量为40%,mlldpe的密度为0.930g/cm3,含量为30%;
52.步骤二:升温:通过加热器对主机进行分区升温加热,并根据设备要求进行保温,主机机筒区的温度分别为:1区-2区为195.0℃,3区为205.0℃,4区-6区为195.0℃,模头两个区的温度都为195.0℃,达到温度要求后进行保温1.5h;
53.步骤三:加料挤出:达到保温要求后,将配制好的原料加入吹膜机的料斗中,启动主机,开始时螺杆以20r/min的转速转动,当熔融料通过机头并吹胀成管泡后,逐渐提高螺杆转速,并将料斗中的原料加满,提高转速后的转速为60r/min;
54.步骤四:提料:将通过机头的熔融物料汇集在一起,对熔融物料进行牵引,牵引前开启上旋转气轴风冷风机,向上牵引熔融物料时确保口模模唇周围无熔融物料及杂质黏附,同时向模头充气口通入空气,以防止相互黏结;
55.步骤五:喂辊:将提起的管泡喂入夹辊,通过夹辊将管泡压成折膜,再通过导辊送至卷取装置;
56.步骤六:充气:塑料管泡喂辊后,即可将空气吹入管泡,直至达到要求的幅宽为止;
57.步骤七:调整:通过口模间隙、冷却风环的风量、牵引速度调整膜的厚度,通过调整充气吹胀的大小调整聚乙烯膜的幅宽,使用卷曲处切刀对聚乙烯膜进行去边处理。
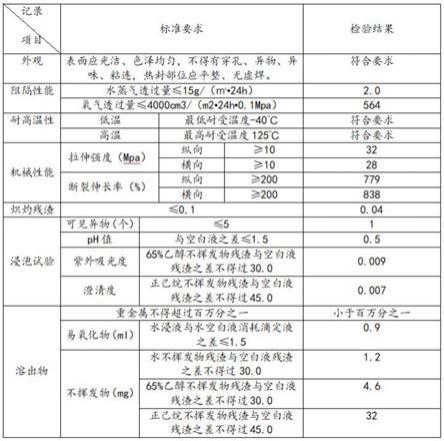
58.图1为本发明的性能测试表
59.从图1中可以看出,中药用微波干燥膜的外观光洁、色泽均匀,无穿孔、无异物、无异味、无粘连,热封部位平整、无虚焊;在机械性能测试中,中药用微波干燥膜的拉伸强度和断裂伸长率均高于标准要求,说明中药用微波干燥膜的具有优秀的机械性能;在阻隔性能测试中,中药用微波干燥膜水蒸气透过量和氧气透过量均低于标准要求,说明中药用微波干燥膜具有优秀的阻隔性能;在溶出物测试中,本中药用微波干燥膜的重金属含量、易氧化物含量、不挥发物含量均低于标准要求,说明中药用微波干燥膜的稳定性高、安全性好;在炽灼实验中,本中药用微波干燥膜的残渣少于标准要求,在浸泡实验中,可见异物量、ph值、紫外吸光度均低于标准要求,澄清度符合标准,这说明本中药用微波干燥膜纯度高;在耐温性测试中,本中药用微波干燥膜最低可以耐受-40℃的低温,最高可以耐受125℃的高温,说明本中药用微波干燥膜具有优秀的的耐温性能。
60.因此综上所述,本发明制备的中药用微波干燥膜具备优秀的耐温性能、阻隔性能、机械性能、安全性能,稳定性能,并且纯度高杂质很少,特别是最高可以耐受125℃的高温,用于微波干燥中药时最高可以耐受125.0℃的微波加热,大大提高了微波干燥中药的效率。
61.以上所述实施例仅表达了本技术的具体实施方式,其描述较为具体和详细,但并不能因此而理解为对本技术保护范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本技术技术方案构思的前提下,还可以做出若干变形和改进,这些都属于本技术的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。