1.本发明属于改性材料技术领域,涉及证卡覆膜,尤其是一种无线射频全穿透金属外观材料其制备方法和应用。
背景技术:
2.随着人民生活水平的提高,各种产品的外观不再以图案简单和制作粗糙的旧面目示人,开始追求具有色泽光亮、金属的质感,以提高和美化视觉效果。这其中利用激光全息和金属蒸镀技术结合生产制作的具有彩虹、镜面、猫眼等特殊效果的仿金属外观材料(俗称镭射材料)发展最为迅速。激光全息技术拍摄制作的图形、文字具有色彩变幻、五彩缤纷的特殊效果,可以说是目前世界上其他任何技术都无法达到和不可替代的。高纯度金属的真空蒸镀技术又能使非金属材料具有与金属别无二致的外观。因此,镭射材料在印刷、包装、防伪等领域得到了广泛应用。一种将镭射镀铝膜与塑料(通常为pvc材料)基材复合在一起而得到的具有镭射外观效果的复合材料,逐渐受到了非接触卡和电子标签领域相关企业的关注。该材料可通过层压或热复合工艺与其他制卡材料结合,应用于制造非接触类的金融卡、交通卡、智能卡和电子标签类的仓储管理卡、货物标签、防伪标签等产品。但是,上述制卡材料中含有金属层,将其应用于非接触卡和电子等领域时,会因金属层的存在产生金属屏蔽效果,使非接触卡和电子标签的通信过程既不稳定又不安全。
3.因为金属真空蒸镀技术是使高纯度的铝、锌、铬等金属在非金属材料表面形成一层连续而致密的金属层,极其严重的影响了产品电磁性能,所以这种材料会干扰甚至屏蔽各种电磁通讯信号,造成通讯过程缓慢、信号强度波动大、通信距离短、读取错误率高、容易被恶意盗刷,影响使用者的体验和信息安全。这种致命的缺陷使镭射材料在非接触卡和电子标签这两大领域无法推广,且目前仍无较好的解决方法。
4.现有的解决方法分为两类。第一类是通过改进ic卡芯片及其射频通讯电路的设计来提高ic卡的读写距离,例如,cn2898956y中公开了一种能够改进非接触式ic卡操作距离的电路结构,其设计的电路为在集成电路芯片外通过并联天线线圈和一个电容的方式,通过减少线圈的绕圈数和增大电容来减少电路通讯过程中的电阻损耗来增大非接触卡的读写距离,上述方案会极大的提高ic卡芯片的生产成本和ic卡的组装成本。
5.第二类方法是通过简单的减少非接触卡材料中金属铝的组分或在金属层形成明显的破坏结构来实现提高非接触卡读写距离的目的。例如,cn107529649a中公开了一种全息镭射薄膜贴合的非接触式ic卡,包括ic卡芯片和卡结构,其ic卡芯片设置于卡结构中,该卡结构包括上侧卡和下侧卡结构,上侧卡结构包括从内至外依次设于所述ic芯片上的全息pet/pvc镭射塑胶层组、印刷层、pet/pvc薄膜类层等,全息pet/pvc镭射塑胶层组包括从内至外依次设置的pet/pvc塑胶层、胶水层、组合层、镀金属层/纳米新材料层、pet/pvc基膜层等,在镀金属层/纳米新材料层上形成全息镭射图案,其通过设置镀金属层/纳米新材料层的厚度为150
±
50埃,替换普通的厚度为380
±
50埃的镀铝膜,能够在一定程度上提高得到的非接触式ic卡的读写距离,提升率为10~20%左右,但是其得到的ic卡的表观亮度会大
打折扣。
6.再例如,cn109657762a中公开了一种制卡基片,其制备方法和含有其的ic卡或电子标签,包括依次叠合的镀铝膜层、粘接胶层和基材层,镀铝膜层铝膜表面存在至少一条连续的划痕,划痕的深度大于镀铝膜层中铝膜的厚度,划痕和镀铝膜层边缘将镀铝膜层中的铝膜分割为互不相连的至少2块区域,其制备方法包括先在镀铝膜含铝膜的一面涂覆粘接胶,待粘接胶干燥后,将镀铝膜中含有粘接胶的一面与基材层压合,切割得到预处理基片,然后在预处理基片中的镀铝膜层表面进行激光刻蚀、化学刻蚀或机械切割形成连续的划痕,能够在一定程度上提高得到的非接触式ic卡的读写距离,但其信息通讯过程仍不稳定,并且此种方法破坏了镭射外观的完整性,具有明显的缺陷。
7.上述第二类方案虽然都能略微提高卡片的通信距离,但仍然都没有解决连续致密的金属层对电磁信号的干扰甚至屏蔽作用,仍然存在通讯信号不稳定、通信距离短、容易被误刷甚至恶意盗刷等这些严重影响使用体验甚至安全性的缺陷,并且牺牲了镭射料的外观性能,失去了将镭射材料应用于此领域的本意。
8.因此,在现有技术的基础上,本领域的技术人员需要寻找一种既能够真正不损害镭射膜外观效果,又能够保证含有其的非接触卡和电子标签可以无障碍使用的金属外观材料。
技术实现要素:
9.本发明的目的在于克服现有技术不足,提供一种安全稳定、电磁穿透力较高的无线射频全穿透金属外观材料,
10.本发明采用的技术方案是:
11.本发明的目的在于提供一种无线射频全穿透金属外观材料,所述无线射频可全穿透的金属外观材料包括金属仿真层,金属仿真层材料包括如下组分及组分重量分数为:联结料100-200份,纳米金属粉30-50份,交联剂1-5份,偶联剂3-5份和色料0.01-0.05份。
12.而且,所述无线射频全穿透金属外观材料的制备方法步骤为:首先将联结料和偶联剂加入至装有搅拌器的反应釜中,搅拌转速设定300转/分钟,搅拌10-15分钟,再加入纳米金属粉,升温至60-70℃,继续搅拌1-3小时,然后通入冷却水降温至30℃以下,加入交联剂和色料,继续搅拌30-60分钟,得到金属仿真层。
13.而且,所述无线射频可全穿透的金属外观材料还包括面膜层、图案信息层和基材层,面膜层、图案信息层,金属仿真层和基材层依次叠合涂覆,面膜层下表面承载图案信息层,上表面用以印刷文字和/或图案,图案信息层利用模压技术呈现激光全息图文,显示镭射图案信息。
14.而且,所述面膜层为透明高分子聚合物膜,优选为聚对苯二甲酸乙二醇酯(pet)膜、聚氯乙烯(pvc)膜或聚碳酸酯(pc)膜,透光度为75%-100%,优选为大于95%。
15.而且,所述图案信息层为以高分子聚合物为主的成膜涂层,所述图案信息层透光度为35-75%,空气界面折射率为20-60%,优选为透光度为50-55%,空气界面折射率为40%-45%。
16.而且,所述联结料为丙烯酸树脂、环氧树脂中的一种或两种的混合物,所述联结料的固含量为30%-60%,ph值6.8-7.2,透光率大于95%。
17.而且,所述交联剂为甲苯二异氰酸酯(tdi)、异佛尔酮二异氰酸酯(ipdi)、二苯基甲烷二异氰酸酯(mdi)、二环已基甲烷二异氰酸酯(hmdi)、六亚甲基二异氰酸酯(hdi)或赖氨酸二异氰酸酯(ldi)中的一种或几种的混合物,交联剂的固含量为50%-100%,nco含量为5%-25%。
18.而且,所述偶联剂为乙烯基三乙氧基硅烷、乙烯基三(β-甲氧乙氧基)硅烷、三异硬脂酰基钛酸异丙酯中的一种。
19.而且,所述基材为聚氯乙烯(pvc)、丙烯腈-丁二烯-苯乙烯共聚物(abs)、聚碳酸酯(pc)、聚对苯二甲酸乙二醇酯(pet)、对苯二甲酸和乙二醇、1,4-环己烷二甲醇的缩聚共聚物(petg)或聚苯乙烯(ps)树脂中的任意一种或至少两种的混合物。
20.本发明的目的之二在于提供一种所述无线射频全穿透金属外观材料的制备方法,所述制备方法包括如下步骤:
21.步骤(1),在面膜层的一面涂覆图案信息层,将图案信息层干燥固化后,采用模压技术将激光全息图案压印到图案信息层表面,使图案信息层显示立体多彩的图文信息。
22.步骤(2),将所述金属仿真层涂覆于步骤(1)的图案信息层表面后,在70-80℃的温度下烘干30-50秒,待其干燥后在温度90-120
°
,压力80-100兆帕的条件下将金属仿真层与基材层热压复合到一起,得到所述无线射频全穿透金属外观材料,或将步骤二所得金属仿真层涂覆于基材层表面后,在70-80℃的温度下烘干30-50秒,待其干燥后在温度90-120
°
,压力80-100兆帕的条件下将金属仿真层与步骤(1)的图案信息层热压复合到一起,得到所述无线射频全穿透金属外观材料。
23.而且,所述步骤(1)面膜层表面在涂覆图案信息层之前进行电晕处理。
24.本发明的目的之三在于提供一种无线射频全穿透金属外观材料在非接触卡或电子标签上的应用,所述无线射频全穿透金属外观材料贴覆或热压在非接触卡或电子标签上。
25.而且,所述无线射频全穿透金属外观材料为一片或两片,贴覆或热压在非接触卡或电子标签的一个或两个表面上,非接触卡或电子标签包括无线射频识别模组。
26.而且,所述无线射频识别模组为含有硅芯片的rfid模组和无芯片的tftc模组。
27.优选的,所述图案信息层为丙烯酸树脂、环氧树脂或聚氨酯树脂。
28.优选的,所述图案信息层为可uv(紫外光线)固化的丙烯酸树脂。
29.优选的,所述纳米金属粉为纳米铝、纳米锌或纳米银。
30.优选的,所述偶联剂为硅烷偶联剂或钛酸酯偶联剂。
31.优选的,所述色料为各种颜色的颜料和染料,优选为染料。
32.优选的,所述纳米金属粉的粒径为1-100纳米,优选为30-50纳米。
33.本发明优点和积极效果为:
34.本发明所提供金属仿真层具有与真空蒸镀金属膜同等的金属亮度和质感的外观感受,通过印刷机或涂布机等普通设备即可实施,无需投资昂贵复杂的大型真空镀膜设备。并且所述金属仿真层特有配方工艺使得金属颗粒不形成连续的可导电膜,消除了金属膜形成的涡流现象和趋服效应,从而在有电磁波往来通过此材料时,不产生任何影响通讯质量的负面影响,特别是能让对于非接触卡和电子标签所用的高频和超高频电磁信号无障碍通过,保证了产品应用的高效和安全。
35.本发明所提供金属仿真层中添加了具有极强粘接作用的联结料,可以将图案信息层与基材层复合粘结在一起,不再需要像原有工艺中那样在基材层表面额外涂覆粘结胶,简化了生产工艺,降低了生产成本。
36.本发明通过用化学工艺制成的金属仿真层代替传统的物理方法真空蒸镀铝层,实现了电磁波自由通过本材料,使得由该材料制得非接触卡和电子标签达到了不含金属成分同类产品的同等电磁特性,同时使得非接触卡和电子标签类的产品生产工艺更加简化,生产成本更低,外观效果更加丰富。
附图说明
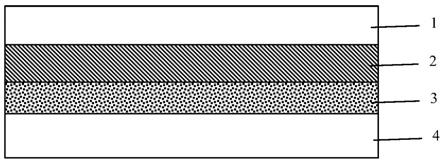
37.图1为本发明具体实施方式中实施例1-5中得到所述无线射频全穿透金属外观材料1-5的结构示意图,图中:1为面膜层;2为图案信息层,3为金属仿真层,4为基材层。
38.图2为本发明对照例1中得到所述非接触卡和电子标签用真空镀铝镭射材料6的结构示意图,图中:1为面膜层;2为图案信息层,3为真空镀铝层,4为粘接胶层,5为基材层。
39.图3为本发明对照例2中得到所述非接触卡和电子标签用普通材料7的结构示意图,图中:1为面膜层;2为粘接胶层,3为基材层。
具体实施方式
40.下面通过附图结合具体实施例对本发明作进一步详述,以下实施例只是描述性的,不是限定性的,不能以此限定本发明的保护范围。
41.实施例1
42.通过如下步骤制备无线射频可全穿透的金属外观材料1
43.步骤(1),在pet面膜层的表面进行电晕处理,然后涂覆丙烯酸树脂图案信息层,将图案信息层uv固化后,采用模压技术将七色彩虹激光全息图案压印到图案信息层表面,使图案信息层显示七色彩虹镭射效果。
44.步骤(2),制备金属仿真层:首先将联结料150份丙烯酸树脂和偶联剂4份乙烯基三乙氧基硅烷加入至装有搅拌器的反应釜中,搅拌转速设定300转/分钟,搅拌10分钟,再加入45份铝粉,升温至65℃,继续搅拌2小时,然后通入冷却水降温至25℃,加入交联剂3.8份ipdi和色料0.015份ncopenblue807(巴斯夫公司生产),继续搅拌40分钟,得到金属仿真层。
45.步骤(3),将步骤(2)所得金属仿真层涂覆于步骤(1)的图案信息层表面后,在80℃的温度下烘干40秒,待其干燥后在温度95
°
,压力95兆帕的条件下将金属仿真层与pvc基材层热压复合到一起,得到所述无线射频全穿透金属外观材料1。
46.其中,步骤(1)中所述pet面膜层透光度为97.7%,所述图案信息层透光度为50%,空气界面折射率为45%。
47.步骤(2)中所述联结料丙烯酸树脂的固含量为55%,ph值7.0,透光率96%,所述铝粉的粒径为45纳米,所述交联剂的固含量为55%,nco含量为6.3%。
48.实施例2
49.通过如下步骤制备无线射频可全穿透的金属外观材料2
50.步骤(1),在pvc面膜层的一面涂覆聚氨酯树脂与环氧树脂共混而成的图案信息层,将图案信息层加热干燥固化后,采用模压技术将碳纤维纹理激光全息图案压印到图案
信息层表面,使图案信息层显示碳纤维纹路效果。
51.步骤(2),制备金属仿真层:首先将联结料100份环氧树脂和偶联剂3份乙烯基三(β-甲氧乙氧基)硅烷加入至装有搅拌器的反应釜中,搅拌转速设定300转/分钟,搅拌15分钟,再加入30份锌粉,升温至70℃,继续搅拌3小时,然后通入冷却水降温至29℃,加入交联剂2.5份tdi和色料0.05份vailfast black3804(巴斯夫公司生产),继续搅拌30分钟,得到金属仿真层。
52.步骤(3),将步骤(2)所得金属仿真层涂覆于步骤(1)的图案信息层表面后,在70℃的温度下烘干30秒,待其干燥后在温度90
°
,压力80兆帕的条件下将金属仿真层与pet基材层热压复合到一起,得到所述无线射频全穿透金属外观材料2。
53.其中,步骤(1)中所述pet面膜层透光度为95%,所述图案信息层透光度为35%,空气界面折射率为40%。
54.步骤(2)中所述联结料丙烯酸树脂的固含量为30%,ph值7.2,透光率95%,所述铝粉的粒径为30纳米,所述交联剂的固含量为100%,nco含量为25%。
55.实施例3
56.通过如下步骤制备无线射频可全穿透的金属外观材料3
57.步骤(1),在pc面膜层的一面涂覆丙烯酸树脂与聚氨酯树脂混合而成的图案信息层,将图案信息层加热干燥固化后,采用模压技术将四维水银镜面激光全息图案压印到图案信息层表面,使图案信息层显示立体柔态镜面效果的图文信息。
58.步骤(2),制备金属仿真层:首先将联结料200份丙烯酸树脂和偶联剂5份三异硬脂酰基钛酸异丙酯加入至装有搅拌器的反应釜中,搅拌转速设定300转/分钟,搅拌12分钟,再加入50份银粉,升温至60℃,继续搅拌1小时,然后通入冷却水降温至25℃,加入交联剂3份mdi、2份hmdi和色料0.01份orient oil blue603(巴斯夫公司生产),继续搅拌60分钟,得到金属仿真层。
59.步骤(3),将步骤二所得金属仿真层涂覆于步骤(1)的图案信息层表面后,在80℃的温度下烘干50秒,待其干燥后在温度120
°
,压力100兆帕的条件下将金属仿真层与abs改性petg基材层热压复合到一起,得到所述无线射频全穿透金属外观材料3。
60.其中,步骤(1)中所述pc面膜层透光度为99.5%,所述图案信息层透光度为75%,空气界面折射率为20%。
61.步骤(2)中所述联结料丙烯酸树脂的固含量为60%,ph值6.8,透光率99%,所述锌粉的粒径为5纳米,所述交联剂的固含量为50%,nco含量为10%。
62.实施例4
63.通过如下步骤制备无线射频可全穿透的金属外观材料4
64.步骤(1),在pet面膜层的表面进行电晕处理,然后涂覆丙烯酸树脂图案信息层,将图案信息层uv固化后,采用模压技术将3d透镜激光全息图案压印到图案信息层表面,使图案信息层显示立体猫眼效果的图文信息。
65.步骤(2),制备金属仿真层:首先将联结料160份环氧树脂和偶联剂3.5份乙烯基三(β-甲氧乙氧基)硅烷加入至装有搅拌器的反应釜中,搅拌转速设定300转/分钟,搅拌10分钟,再加入35份铝粉,升温至60℃,继续搅拌1.5小时,然后通入冷却水降温至28℃,加入交联剂1..9份hdi、0.8份ldi和色料0.012份orient oil blue603、0.01份光泽兰400(吉田公
司生产),继续搅拌50分钟,得到金属仿真层。
66.步骤(3),将步骤二所得金属仿真层涂覆于ps改性pvc基材层表面后,在76℃的温度下烘干50秒,待其干燥后在温度105
°
,压力95兆帕的条件下将金属仿真层与步骤(1)的图案信息层热压复合到一起,得到所述无线射频全穿透金属外观材料4。
67.实施例5
68.通过如下步骤制备无线射频可全穿透的金属外观材料5
69.步骤(1),在pet面膜层的表面进行电晕处理,然后涂覆丙烯酸树脂图案信息层,将图案信息层uv固化后,采用模压技术将四维水银镜面激光全息图案压印到图案信息层表面,使图案信息层显示立体柔态镜面效果的图文信息。
70.步骤(2),制备金属仿真层:首先将联结料120份丙烯酸树脂和偶联剂4.5份乙烯基三乙氧基硅烷加入至装有搅拌器的反应釜中,搅拌转速设定300转/分钟,搅拌15分钟,再加入43份铝粉,升温至60℃,继续搅拌1.5小时,然后通入冷却水降温至25℃,加入交联剂1份hdi和色料0.03份yellow45(巴斯夫公司生产),继续搅拌50分钟,得到金属仿真层。
71.步骤(3),将步骤二所得金属仿真层涂覆于步骤(1)的图案信息层表面后,在80℃的温度下烘干45秒,待其干燥后在温度105
°
,压力95兆帕的条件下将金属仿真层与pc基材层热压复合到一起,得到所述无线射频全穿透金属外观材料5。
72.对照例1
73.通过如下步骤制备非接触卡和电子标签用真空镀铝镭射材料6:
74.在pet面膜层表面进行电晕处理,然后涂覆丙烯酸树脂图案信息层,将图案信息层uv固化后,采用模压技术将七色彩虹激光全息图案压印到图案信息层表面,使图案信息层显示七色彩虹镭射效果。然后在图案信息层表面真空蒸镀金属铝层,再在铝膜表面涂覆一层聚氨酯粘接胶,待粘接胶干燥后,将镭射镀铝膜中含有粘接胶的一面与pvc基材层热压复合在一起,得到所述真空镀铝镭射材料6。
75.对照例2
76.通过如下步骤制备非接触卡和电子标签用普通材料7:
77.在pet面膜层的表面进行电晕处理,然后涂覆一层聚氨酯粘接胶,待粘接胶干燥后,将pet面膜中含有粘接胶的一面与pvc基材层热压复合在一起,得到所述非接触卡和电子标签用普通材料7。
78.将预埋有h3型芯片rfid模组的pvc型inlay的一个平面与上述实施例1-5中得到的无线射频可全穿透的金属外观材料的pvc基材热压贴合得到非接触卡1-5;将预埋有h3型芯片rfid模组pvc型inlay的一个平面与对照例1中得到的真空镀铝镭射材料6的pvc基材热压贴合得到非接触卡6;将预埋有h3型芯片rfid模组pvc型inlay的一个平面与对照例2中得到的制备非接触卡和电子标签用普通材料7的pvc基材热压贴合得到非接触卡7。
79.将预埋有h3型芯片rfid模组的pvc型inlay的两个平面同时与上述实施例1-5中得到的无线射频可全穿透的金属外观材料的pvc基材热压贴合得到非接触卡8-12;将预埋有h3型芯片rfid模组pvc型inlay的两个平面同时与对照例1中得到的真空镀铝镭射材料6的pvc基材热压贴合得到非接触卡13;将预埋有h3型芯片rfid模组pvc型inlay的两个平面同时与对照例2中得到的制备非接触卡和电子标签用普通材料7的pvc基材热压贴合得到非接触卡14。
80.将薄膜晶体管电路tftc印刷在上述实施例1-5中得到的无线射频可全穿透的金属外观材料的pvc基材的裸露面,然后在tftc表面涂布或贴合保护层,得到电子标签1-5;将薄膜晶体管电路tftc印刷在对照例1中得到的真空镀铝镭射材料6基材的裸露面,然后在tftc表面涂布或贴合保护层,得到电子标签6;将薄膜晶体管电路tftc印刷在对照例2中得到的制备非接触卡和电子标签用普通材料7的pvc基材的裸露面,然后在tftc表面涂布或贴合保护层,得到电子标签7。
81.使用光泽度仪(德国毕克ag4561)测试上述得到的非接触卡1-6、8-13和电子标签1-6,测试基准样为800目精抛光平面铝板,测试标准iso7816、iec14443,将结果列于表1
82.表1非接触卡1-6和电子标签1-7的光泽度
[0083][0084][0085]
从表1中可以看出,含有上述金属仿真层的非接触卡和电子标签与含有传统工艺真空蒸镀铝层的非接触卡和电子标签在金属光泽度上一致。
[0086]
使用rfid标签扫描仪(方康科技fh-907,工作频率13.56mhz)测试上述得到的非接触卡1-7和电子标签1-7,测试标准iso7816、iec14443,将结果列于表2
[0087]
表2非接触卡1-14和电子标签1-7的通讯质量测试
[0088][0089]
从表2中可以看出,所述金属仿真层特有配方工艺使得金属颗粒不形成连续的可导电膜,对于电磁通讯不产生任何负面影响,达到了不含金属组分的普通非接触卡和电子标签的同等性能,保证了产品应用的高效和安全。
[0090]
使用电子拉力机(新三思c21-102)测试上述得到的非接触卡1-14和电子标签1-7,测试标准iso7816、iec14443,具体测试方法为:用取样器将测试样切割成10mm宽的长条,以300mm/分钟的匀速将面膜层从基材层进行90
°
的剥离,测试金属仿真层对相邻两个层面间的粘结力,将结果列于表3
[0091]
表3非接触卡1-14和电子标签1-7的内部粘接力测试
[0092][0093]
从表3中可以看出,所述金属仿真层所起到了很好地粘结作用。
[0094]
综上所述,本发明通过用化学工艺制成的金属仿真层代替传统的物理方法真空蒸镀铝层,实现了电磁波自由通过本材料,使得由该材料制得非接触卡和电子标签达到了不含金属成分同类产品的同等电磁特性,同时使得非接触卡和电子标签类的产品生产工艺更加简化,生产成本更低,外观效果更加丰富。
[0095]
尽管为说明目的公开了本发明的实施例和附图,但是本领域的技术人员可以理解:在不脱离本发明及所附权利要求的精神和范围内,各种替换、变化和修改都是可能的,因此,本发明的范围不局限于实施例和附图所公开的内容。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
