一种高断裂韧性420mpa级海工平台用钢板及制备方法
技术领域
1.本发明涉及钢铁材料生产的技术领域,尤其涉及一种母材和焊接热影响区均具有高断裂韧性的420mpa级海工平台用钢板及制备方法,特别是应用于大单重深水导管架平台及极区环境导管架平台。
背景技术:
2.海洋产业发展和海洋石油工业装备国产化的需求对高性能海洋工程结构用钢提出了新的需求。目前,大部分海工装备结构用钢仍然以屈服强度355mpa级别的dh36、eh36高强钢为主,例如我国的主流导管架平台均为15000吨以上的大型导管架,每个平台的dh36高强钢使用量都超过万吨,交货状态主要为正火和热机械控制工艺(tmcp),厚度主要为16-80mm为主,少量达到100mm。
3.随着我国海洋油气勘探与开发向深水、超深水和极区环境推进,处于整体设计合理性和安全性综合考虑,对海工平台结构用钢的要求愈发严苛。一方面,平台规模大型化要求结构钢的等级提高,钢板厚度加大。例如,我国南海流花11-1油田,作业海域水深达到300-400米,建设的深水导管架结构若全部采用355mpa级别钢板,导管架设计总重达到38000吨以上,无法满足现有装备的下水能力。若关键结构和部件采用更高级别高强钢板,导管架总重可节省几千吨,结构钢板的最大厚度可有效降低,满足结构设计和钢板生产规格的极限要求。另一方面,我国油气勘探和开采领域向两极的发展,适应极寒地区海工平台的需求迫切,由此带来的对结构钢更高韧性需求。总之,海工平台及装备所需的高强钢板性能要求正逐步提高,尤其是对装备建造影响较大的应用性能,如钢板ndt、钢板ctod、焊接热影响区ctod等断裂韧性,近年来受到越来越多的关注,也成为钢板能否良好应用的关键因素。
技术实现要素:
4.鉴于上述的分析,本发明实施例旨在提供一种高断裂韧性420mpa级海工平台用钢板及制备方法,以解决现有海工平台用钢板性能不足的问题。
5.一方面,本发明实施例提供了一种高断裂韧性420mpa级海工平台用钢板,按质量百分比计,钢坯成分包括c:0.07%~0.12%,si:0.15%~0.40%,mn:1.20%~1.65%,p:≤0.011%,s:≤0.003%,cr:0.01%~0.40%,mo:0.01%~0.25%,ni:0.01%~0.80%,cu:0.01%~0.35%,nb:0.005%~0.05%,al:0.04%~0.12%,n:≤0.012%,ti:0.007%~0.015%,余量为fe及其他不可避免的杂质;钢板厚度t为20~80mm。
6.进一步地,上述钢板的ni含量与钢板厚度t还应满足100ni≥0.25(t/40) 0.05(t/40)
2-0.05;其中,ni指的是ni元素的质量百分比。
7.进一步地,当钢板中n含量≥0.0030%时,满足100ti(14/48)/a1 100al(14/27)/a2≥100n-0.0005,其中a1=1,a2=3,ti、al、n代表的是ti、al、n元素的质量百分比。
8.进一步地,上述的高断裂韧性420mpa级钢板,按质量百分比计,钢板成分包括c:
0.08%~0.11%,si:0.15%~0.28%,mn:1.45%~1.60%,p:≤0.011%,s:≤0.003%,cr:0.05%~0.20%,mo:0.03%~0.15%,ni:0.43%~0.75%,cu:0.05%~0.24%,nb:0.021%~0.041%,al:0.04%~0.083%,n:0.004%~0.007%,ti:0.008%~0.012%,余量为fe及其他不可避免的杂质;钢板厚度t为50~80mm。
9.进一步地,上述钢板的金相组织为铁素体 少量珠光体,其中,铁素体含量80%~95%,铁素体的平均晶粒尺寸为4~9μm,钢板厚度1/4处力学性能为:屈服强度440~490mpa,抗拉强度550~620mpa,延伸率25%~32%,-40℃冲击功220~365j。
10.进一步地,上述钢板厚度方向1/4处和1/2处的铁素体晶粒尺寸差异0~20%,屈服强度差异为(0,15 0.25
×
t)mpa。
11.进一步地,上述钢板的断裂韧性-10℃ctod值不低于1.5mm;ndt温度-55~-75℃;焊接热影响区-10℃ctod值为0.52~1.43mm,-20℃ctod值为0.35~0.89mm,焊接热影响区的显微组织中铁素体含量≥65%。
12.另一方面,本发明还提供了一种高断裂韧性420mpa级钢板的制备方法,包括以下步骤:
13.步骤1、加热:将钢坯加热至1070~1150℃,并保温均匀化;
14.步骤2、轧制:进行热机械控制工艺(tmcp);
15.步骤3、冷却:钢板入水加速冷却,冷却速度5~15℃/s,返红温度480~600℃,自然冷却至400℃后缓冷。
16.进一步地,上述步骤2中,轧制步骤可进行两阶段轧制,第一阶段为再结晶控轧,具体参数:温度≥950℃,至少有两道次轧制的单道次变形量≥18%,轧制辊速≤1.5m/s;第二阶段为未再结晶控轧,具体参数:终轧温度≤(830-0.25
×
t)℃,至少有三道次轧制的单道次变形量≥12%,其中至少两道次的单道次变形量≥15%。
17.进一步地,上述步骤2中,所述轧制还可以进行三阶段轧制:第一阶段为再结晶控轧,具体参数:轧制温度≥950℃,至少两道次轧制的单道次变形量≥18%,轧制辊速≤1.5m/s;第二阶段为未再结晶控轧,参数:轧制温度≤(840-0.25
×
t)℃,至少两道次轧制的单道次变形量≥15%;第三阶段进行两相区轧制,参数:轧制温度为(ar
3-5℃)~(ar
3-25℃),至少两道次轧制的单道次变形量≥12%。
18.与现有技术相比,本发明至少可实现如下有益效果之一:
19.(1)本发明提供的海工平台用钢板,采用较低的c含量和较高的mn含量,配合0.005%~0.05%含量的nb元素加入,使钢的未再结晶区显著上移,抑制钢板轧制过程的奥氏体再结晶,钢材在较低温度轧制(第二阶段和/或第三阶段轧制)均不发生奥氏体再结晶,从而使钢板在轧制过程中奥氏体扁平化,增加形变奥氏体的面积,增加奥氏体面积提高非均质相变的面积,奥氏体的形变储能增加相变的驱动力,从而提高γ
→
α相变的形核核心,促进铁素体相变发生及其相变比率,细化相变的铁素体晶粒尺寸,对钢材同时起到了强化和韧化的效果。同时nb微合金化也促进nb(c,n)第二相粒子的析出,也起到一定的析出强化作用。在钢中加入少量的cu、ni、cr元素,也有利于铁素体相变的细化。ni元素的加入,还有利于钢板整个厚度截面的组织和性能均匀化,ni含量越高,可实现组织和性能均匀化的钢板厚度越大。
20.(2)本发明提供的高断裂韧性420mpa级海工平台用钢板,其中大部分ti均为析出
形式存在,且固定了钢中的大部分n元素;稍过量添加的al含量也具有固定n含量的作用,且析出的aln第二相由于析出温度较低,细小弥散;大部分nb也以析出物nb(cn)的形式存在,起到奥氏体细化作用和部分析出强化作用。与现有技术比,本发明通过ti、al、n等元素的控制,本发明中的第二相析出物起到了阻止粗晶区奥氏体晶粒长大的作用,是改善焊接热影响区ctod韧性的重要原因。
21.(3)本发明提供的钢板的显微组织均为铁素体 少量珠光体组织,铁素体的晶粒尺寸非常细小,达到了4~9μm水平(astm9.5~11级),且钢板厚度1/4处和厚度1/2处的晶粒尺寸差异较小。对于75mm钢板,晶粒尺寸差异仅为1.3μm,不到20%。焊接热影响区的显微组织仍然以铁素体为主,铁素体含量不低于65%。
22.(4)采用本发明提供的制备方法制得的钢板,获得了良好的强韧性匹配,满足420mpa级eh420钢板的性能要求,尤其具有良好的低温冲击功水平,-60℃冲击功也均高于220j以上。全部钢板的母材-10℃ctod值均高于1.5mm,裂纹扩展和断裂均为稳态方式(δm)。钢板的ndt温度为-55~-75℃范围,具有较高的断裂韧性水平。
23.(5)本发明得到的钢板的焊接热影响区-10℃的ctod值处于0.52~1.43mm范围,-20℃的ctod值处于0.35~0.89mm范围,与en10225-2019标准规定的极区用高强钢技术指标相比,也同样具有良好的断裂韧性水平。
24.本发明中,上述各技术方案之间还可以相互组合,以实现更多的优选组合方案。本发明的其他特征和优点将在随后的说明书中阐述,并且,部分优点可从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过说明书以及附图中所特别指出的内容中来实现和获得。
附图说明
25.附图仅用于示出具体实施例的目的,而并不认为是对本发明的限制,在整个附图中,相同的参考符号表示相同的部件。
26.图1为微合金化设计对铁素体相变影响的曲线图;
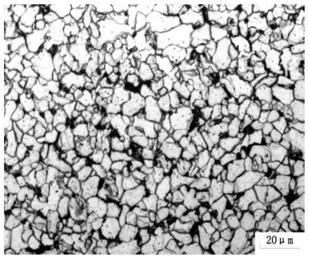
27.图2a为实施例3钢板厚度1/4处的金相组织;
28.图2b为实施例3钢板厚度1/2处的金相组织;
29.图2c为实施例3钢板焊接热影响区的金相组织。
具体实施方式
30.下面结合附图来具体描述本发明的优选实施例,其中,附图构成本技术一部分,并与本发明的实施例一起用于阐释本发明的原理,并非用于限定本发明的范围。
31.一方面,本发明公开了一种高断裂韧性420mpa级海工平台用钢板,按质量百分比计,成分包括c:0.07%~0.12%,si:0.15%~0.40%,mn:1.20%~1.65%,p:≤0.011%,s:≤0.003%,cr:0.01%~0.40%,mo:0.01%~0.25%,ni:0.01%~0.80%,cu:0.01%~0.35%,nb:0.005%~0.05%,al:0.04%~0.12%,n:≤0.012%,ti:0.007%~0.015%,余量为fe及其他不可避免的杂质;钢板厚度t≤80mm,例如20~80mm。
32.具体地,钢板的ni含量与厚度t还应满足100ni≥0.25(t/40) 0.05(t/40)2–
0.05,其中ni指ni元素的质量百分数。
33.需要说明的是,采用较低的c含量和较高的mn含量,配合0.005%~0.05%含量的nb元素加入,抑制钢板轧制过程的奥氏体再结晶,使钢材在轧制过程中奥氏体扁平化,增加形变奥氏体的面积,促进γ
→
α相变,同时nb微合金化也起到一定的析出强化作用。在钢中加入少量的cu、ni、cr元素,也有利于铁素体相变的细化。ni元素的加入,还有利于钢板整个厚度截面的组织和性能均匀化,ni含量越高,可实现组织和性能均匀化的钢板厚度越大。发明人经过深入研究发现,40mm是在线轧制实现均匀化的重要临界钢板厚度,100ni≥0.25(t/40) 0.05(t/40)2–
0.05,其中,ni指的是ni元素的质量百分比,是实现组织均匀化和整个厚度截面良好韧性的重要保障。
34.优选的,当钢中n含量≥0.0030%时,ti、al、n元素含量应满足100ti(14/48)/a1 100al(14/27)/a2≥100n-0.0005,其中a1=1,a2=3,ti、al、n代表的是ti、al、n元素的质量百分比。
35.需要说明的是,为了获得良好的热影响区断裂韧性,还需要形成有利的热影响区显微组织,尤其是粗晶区应阻止奥氏体晶粒过分长大。
36.本发明通过加入ti、al等固n元素,形成tin和aln等第二相粒子,且防止自由n对热影响区的韧性破坏作用。经研究表明,当ti、al、n元素满足100ti(14/48)/a1 100al(14/27)/a2≥100n-0.0005关系时,钢中具有良好的固n效果,且形成的tin、aln第二相粒子具有较好的阻止奥氏体晶粒长大作用。其中,a1和a2分别为ti和al的固n系数。由于ti和n的析出温度高达1350℃以上,固n效果好,a1系数低,所需要的额外ti含量少;al和n的析出温度为1100℃左右,a2系数相对高于ti的a1系数,需要更多的al含量实现固n效果。
37.同时,加入稍过量的al含量,通过图1的热力学计算可知,采用较高al含量的设计,不仅促进aln第二相析出,和tin相配合,细化粗晶区奥氏体晶粒。剩余过量al元素加速c元素的扩散,提高铁素体相变温度和形核率,具有促进铁素体相变的作用,阻止焊接热影响区的贝氏体化倾向,改善焊接热影响区的相变组织类型,从而提高热影响区的韧性水平。al含量的增加使热影响区的铁素体含量明显增加。
38.更进一步地,高断裂韧性420mpa级海工平台用钢板,优选地,按质量百分比计,成分包括c:0.08%~0.11%,si:0.15%~0.28%,mn:1.45%~1.60%,p:≤0.011%,s:≤0.003%,cr:0.05%~0.20%,mo:0.03%~0.15%,ni:0.43%~0.75%,cu:0.05%~0.24%,nb:0.021%~0.041%,al:0.04%~0.083%,n:0.004%~0.007%,ti:0.008%~0.012%,余量为fe及其他不可避免的杂质,钢板厚度50mm~80mm。
39.对本发明中高断裂韧性420mpa级钢板及其制备方法的铸坯成分限定理由进行说明,以下仅用%表示组成中的质量百分比。
40.c:碳是提高强度的必要元素,也是降低材料焊接性的元素。当碳含量低于0.07%时,将会降低钢板的屈服强度,但过高的碳含量将对钢板的焊接性和低温韧性造成不利影响。综合两方面考虑,c含量应控制在0.07%~0.12%。
41.si:硅作为脱氧元素,也是固溶强化元素,能提高钢的强度。当硅的含量大于0.6%时,会使钢的低温韧性降低,焊接性变差。因此,si含量控制在0.15%~0.40%。
42.mn:锰是保证钢的强度和韧性的必要元素,不仅可以推迟铁素体相变,细化铁素体晶粒,还可以与s结合生成mns,避免在晶界处形成fes,进而避免热裂纹的产生。为保证获得高强度钢板,mn的含量需控制在1.20%以上,降低钢的铁素体相变温度,细化相变后的铁素
体晶粒尺寸。但当锰含量过高时,将会引起中心偏析,降低韧性及焊接性。因此,mn含量控制在1.20%~1.65%。
43.cu:铜是非碳化物形成元素,可用来提高钢的强度和耐蚀性。在焊接过程中,还可以减小tin在δ区固溶,增加高温钉轧效果,减小奥氏体晶粒尺寸。cu含量过少时,效果不明显;含量过多时,容易引起铜的偏聚,使加工性和焊接性恶化。因此,cu含量控制在0.01%~0.35%。
44.ni:ni元素的加入可提高钢的韧性,尤其对厚板,ni的加入有效改善钢的心部韧性水平。为了保证钢的截面均匀性和心部良好的韧性水平,ni含量与厚度t还应满足100ni≥0.25(t/40) 0.05(t/40)
2-0.05。
45.nb:nb元素加入,抑制钢板轧制过程的奥氏体再结晶,使钢板在轧制过程中奥氏体扁平化,增加形变奥氏体的面积,促进γ
→
α相变,同时nb微合金化也起到一定的析出强化作用。因此,nb含量控制在0.005%~0.05%的范围。
46.al:加入al元素不仅促进aln第二相析出,和tin相配合,细化粗晶区奥氏体晶粒。剩余过量al元素加速c元素的扩散,提高铁素体相变温度和形核率,具有促进铁素体相变的作用,阻止焊接热影响区的贝氏体化倾向,改善焊接热影响区的相变组织类型,从而提高热影响区的韧性水平。因此,al含量范围控制在0.04%~0.12%的范围。
47.ti:加入微量ti元素,和n元素结合,一方面固定钢中的自由n,降低钢的时效敏感性,提高钢的韧性水平;另一方面,形成的tin起到改善焊接性的作用;ti含量控制范围0.007%~0.015%。
48.n:一定含量的n能够与ti形成tin,提高钢板和焊接热影响区的韧性,并与ti、al等形成碳氮化物提高强度,但n含量过高将影响材料的低温韧性,因此,n含量控制在≤0.0120%;当钢中n含量≥0.0030%时,ti、al、n元素含量应满足100ti(14/48)/a1 100al(14/27)/a2≥100n-0.0005,其中a1=1,a2=3,ti、al、n代表的是ti、al、n元素的质量百分比,以优化焊接热影响粗晶区的组织和晶粒尺寸。
49.p:磷是钢中杂质元素,会损害钢板和焊接热影响区的韧性。因此,p含量控制在0.011%以下。
50.s:硫是钢中杂质元素,会形成硫化物夹杂,成为裂纹源。因此s含量控制在0.003%以下。
51.另一方面,本发明公开了一种高断裂韧性420mpa级海工平台用钢板的制备方法,包括以下步骤:
52.步骤1、加热:将钢坯加热至1070~1150℃,并保温均匀化;
53.步骤2、轧制:进行热机械控制工艺(tmcp);
54.步骤3、冷却:钢板入水加速冷却,冷却速度5~15℃/s,返红温度480~600℃,自然冷却至400℃后缓冷。
55.具体地,上述步骤1中的钢坯经钢水纯净化冶炼—lf精炼—真空处理—连铸坯流程制得。
56.具体地,上述步骤2的轧制可以是:两阶段轧制,第一阶段为高温阶段再结晶控轧,轧制温度不低于950℃,至少两道次轧制的单道次变形量≥18%,轧制辊速不高于1.5m/s;第二阶段为未再结晶控轧,终轧温度不高于(830-0.25
×
t)℃,至少三道次轧制的单道次变
形量不低于12%,其中两道次的单道次变形量达到15%以上;
57.具体地,上述步骤2的轧制还可以是:三阶段轧制,第一阶段为再结晶控轧,轧制温度不低于950℃,至少两道次轧制的单道次变形量不低于18%,轧制辊速不高于1.5m/s;第二阶段为未再结晶控轧,轧制温度不高于(840-0.25
×
t)℃,至少两道次轧制的单道次变形量达到15%以上;第三阶段进行两相区轧制,轧制温度为(ar
3-5℃)~(ar
3-25℃),至少两道次轧制的单道次变形量达到12%以上。
58.本发明采用tmcp在线工艺,通过控制轧制和控制冷却,获得较为细化的铁素体组织(和少量珠光体),达到细晶强化的效果,而材料的低温韧性水平也因为组织细化获得提升。
59.本发明在步骤2的轧制中,可以采用两阶段轧制工艺获得细化的铁素体 少量珠光体组织。两阶段分为高温再结晶轧制和低温下未再结晶轧制。高温再结晶轧制应满足高温慢速大压下的要求,温度不高于950℃,至少有两道次轧制的单道次变形量达到18%以上,轧制辊速不高于1.5m/s,以使轧制力尽量向钢板心部渗透,利于心部冶金缺陷的消除和弥合。低温下未再结晶轧制的终轧温度不高于(830-0.25
×
t)℃,t为钢板最终厚度,至少三道次轧制的单道次变形量不低于12%,其中两道次的单道次变形量达到15%以上。轧制后,钢板入水加速冷却,冷却速度5~15℃/s,返红温度480~600℃,自然冷却至400℃后缓冷。
60.需要说明的是,还可以在两阶段轧制的基础上,增加第三阶段两相区(ar1~ar3)轧制,促进轧制过程中变形诱导部分铁素体相变,形成细小的铁素体晶粒。第三阶段进行两相区轧制,轧制在两相区的接近ar3温度区间进行,轧制温度为(ar
3-5℃)~(ar
3-25℃),至少两道次轧制的单道次变形量达到12%以上。ar3是钢板冷却时铁素体相变温度。
61.采用药芯焊丝气保焊和埋弧自动焊两种方式对制得的钢板进行焊接,焊接线能量分别为7~10kj/cm(气保焊)和35~50kj/cm(埋弧焊),焊接后对焊接熔合线/粗晶区(cghaz)进行-10℃全厚度ctod测试试验,三阶段轧制制得钢板的埋弧焊接头进行-20℃ctod测试。
62.具体地,按照上述制备方法得到的钢板厚度为20~80mm,钢板金相组织为铁素体 少量珠光体,铁素体含量80%~95%,铁素体的平均晶粒尺寸为4~9μm,钢板厚度1/4处力学性能为:屈服强度440~490mpa(例如449~474mpa),抗拉强度rm 550~620mpa(例如559~567mpa),延伸率a25%~32%(例如26%~28.5%),-40℃冲击功kv
2 220~365j(例如321~353j),-60℃冲击功kv
2 253j以上(例如253~284j)。钢板厚度1/2处力学性能为:屈服强度440mpa以上(例如440~471mpa),抗拉强度rm 550mpa以上(例如552~570mpa),延伸率a25%以上(例如25.5%~29.5%),-40℃冲击功kv
2 300j以上(例如319~338j),-60℃冲击功kv
2 220j以上(例如228~273j)。
63.具体地,按照上述制备方法得到的钢板厚度方向1/4处和1/2处的铁素体晶粒尺寸差异0~20%,屈服强度差异为(0,15 0.25
×
t)mpa。
64.具体地,按照上述制备方法得到的钢板的断裂韧性-10℃的ctod值不低于1.5mm,ndt温度-55~-75℃,经7~10kj/cm气保焊接和35~50kj/cm埋弧焊接后,焊接热影响区-10℃的ctod值0.52~1.43mm,-20℃的ctod值0.35~0.89mm,热影响区的显微组织中铁素体含量为不低于65%。
65.需要说明的是,根据最新版的船级社规范,船舶及海洋工程用钢,一般要求钢板焊
接热影响区-10℃的ctod值不低于0.15mm或0.25mm;在一些超大型结构件中,要求ctod值不低于0.38mm;在我国一些海工用户的技术协议中,甚至要求材料认证的ctod值不低于0.46mm;据最新版(2019年)的欧洲标准en10225中,已规定了极区用钢板,焊接热影响区ctod试验要求在不高于-20℃的环境下进行。综上,焊接热影响区ctod值是材料认证和首件检验的重要指标,也是材料良好应用性能的重要表现。
66.本发明通过铁素体晶粒细化同时提高钢板的强度性能和韧性水平;同时弥散析出的第二相粒子具有析出强化作用;特殊的第二相粒子钉扎在焊接热影响区位置,阻止晶粒长大,改善焊接热影响区的断裂韧性水平。在成分设计和轧制工艺上,采用多重技术实现晶粒细化和析出强化以及热影响区韧化的效果。
67.本发明采用低c和高mn的成分,辅以少量cu、ni、cr元素,降低钢的相变温度,推迟钢的相变临界冷速,优化钢的冷却特性,从而细化钢材在实际生产过程中的铁素体晶粒尺寸;采用nb微合金化与未再结晶区轧制配合,通过扁平奥氏体化及相变细化途径,获得均匀细化的铁素体组织;nb微合金化也是析出强化的主要方式;通过ti、al、n等元素配合,控制第二相的析出行为,起到晶粒的钉扎作用,不仅对钢板晶粒细化有明显的效果,也是本发明控制焊接热影响区高断裂韧性的主要技术手段之一。
68.本发明采用tmcp工艺与上述成分设计配合,促进铁素体相变细化效果,其中两阶段轧制分为高温阶段和未再结晶区阶段,高温阶段通过轧制温度、轧制速度和压下量配合使得心部渗透变形,提高钢板沿厚度截面的均匀性;未再结晶区轧制的目标是获得尽量扁平化的形变奥氏体,为后续加速冷却的相变优化提供良好的显微组织准备。三阶段轧制是在两阶段轧制的基础上,增加若干道次的两相区轧制,使铁素体晶粒细化效果获得进一步提升。
69.本发明提供的高断裂韧性420mpa级海工平台用钢板,采用本发明提供的制备方法得到,符合上述各个规范中对焊接热影响区ctod试验要求。
70.本发明提供的高断裂韧性420mpa级海工平台用钢板,可应用于海工平台结构建造,特别应用于超过2万吨以上规模的深水导管架平台建造。
71.本发明提供的高断裂韧性420mpa级海工平台用钢板,可应用于极寒地区及极圈区域环境的海工平台建造。
72.实施例1
73.本实施例提供了一种高断裂韧性420mpa级钢板及制备方法,具体细节如下:
74.本实施例的钢坯通过钢水纯净化冶炼—lf精炼—真空处理—连铸坯等流程得到。
75.步骤1、加热:将钢坯加热至1120℃,并保温均匀化;
76.步骤2、轧制:进行两阶段轧制(tmcp):一阶段轧制1052~961℃,其中第2、3道次的变形量分别为20%和18%,轧制辊速为1.2~1.5m/s;二阶段轧制845~803℃,其中大变形道次的变形量16%、15%和15%;
77.步骤3、冷却:钢板入水加速冷却,平均冷却速度13℃/s,返红温度567℃,自然冷却至400℃后缓冷。
78.实施例1得到的钢板厚度为40mm,按质量分数百分比计,化学成分为c:0.07%,si:0.23%,mn:1.42%,cr:0.06%,mo:0.02%,ni:0.36%,cu:0.15%,nb:0.023%,al:0.043%,n:0.0045%,ti:0.009%,p:≤0.011%,s:≤0.003%,其余为fe及其他不可避免
的杂质。
79.实施例2
80.本实施例提供了一种高断裂韧性420mpa级钢板及制备方法,具体细节如下:
81.本实施例的钢坯通过钢水纯净化冶炼—lf精炼—真空处理—连铸坯等流程得到。
82.步骤1、加热:将钢坯加热至1100℃,并保温均匀化;
83.步骤2、轧制:一阶段轧制1046~975℃,其中第2、3道次的变形量为18%和18%,轧制辊速为1.3~1.5m/s;二阶段轧制温度830~809℃,其中大变形道次的变形量15%、15%和13%;
84.步骤3、冷却:钢板入水加速冷却,冷却速度6.5℃/s,返红温度534℃,自然冷却至400℃后缓冷。
85.实施例2得到的钢板厚度为75mm,按质量分数百分比计,化学成分为c:0.09%,si:0.28%,mn:1.59%,cr:0.15%,mo:0.11%,ni:0.64%,cu:0.24%,nb:0.041%,al:0.057%,n:0.0043%,ti:0.008%,p:≤0.011%,s:≤0.003%,其余为fe及其他不可避免的杂质。
86.实施例3
87.本实施例提供了一种高断裂韧性420mpa级钢板及制备方法,具体细节如下:
88.本实施例的钢坯通过钢水纯净化冶炼—lf精炼—真空处理—连铸坯等流程得到。
89.步骤1、加热:将钢坯加热至1130℃,并保温均匀化;
90.步骤2、轧制:一阶段轧制1058~959℃,其中第2、3道次的变形量为21%和20%,轧制辊速为1.1~1.4m/s;二阶段轧制842~812℃,其中大变形道次的变形量分别为15%、15%和15%;第三阶段轧制761~750℃,其中两道次变形量分别为14%和12%。
91.步骤3、冷却:钢板入水加速冷却,冷却速度9℃/s,返红温度553℃,自然冷却至400℃后缓冷。ar3温度为772℃。
92.实施例3得到的钢板厚度为60mm,按质量分数百分比计,化学成分为c:0.08%,si:0.27%,mn:1.55%,cr:0.11%,mo:0.10%,ni:0.58%,cu:0.21%,nb:0.032%,al:0.079%,n:0.0055%,ti:0.011%,p:≤0.011%,s:≤0.003%,其余为fe及其他不可避免的杂质。
93.如图2所示为实施例3的母材和焊接热影响区的金相组织。从结果看出,实施例3的厚度1/4处和1/2处均获得了细小铁素体组织。经焊接后热影响区的组织略有粗化,而铁素体含量仍超过65%,保证了良好的haz韧性水平。
94.对于实施例3,利用电化学萃取方法,提取钢中的aln、tin和nbcn析出物,并进行定量统计,按质量分数百分比计,实施例3中tin析出物含量为0.0122%,表明钢中大部分ti均为析出形式存在,且固定了钢中的大部分n元素。aln析出物为0.0032%,说明稍过量添加的al含量也具有固定n含量的作用,且析出的aln第二相由于析出温度较低,细小弥散。nb(cn)析出物含量为0.0315%,说明大部分nb也以析出物的形式存在,起到奥氏体细化作用和部分析出强化作用。通过ti、al、n等元素的控制,本发明中的第二相析出物起到了阻止粗晶区奥氏体晶粒长大的作用,是改善焊接热影响区ctod韧性的重要原因。
95.实施例4-6
96.实施例4-6提供了一种高断裂韧性420mpa级钢板及制备方法,与实施例3方法步骤
一致,其中,工艺参数如表2所示,制得的钢板成分如表1所示。
97.本发明实施例的化学成分分析,实施例1-6均采用低c设计和较高mn含量,加入少量cr、cu等元素,ni含量随设计产品厚度的增加而提高,nb含量范围为0.023%~0.041%,进行微ti和al合金化处理。
98.表1本发明的实施例1-6的主要化学成分(wt%)
[0099][0100][0101]
表2为本发明实施例1-6的tmcp工艺参数,其中,实施例1-2采用两阶段轧制工艺,实施例3-6采用三阶段轧制工艺。实施例1-6连铸坯采用低温加热控制,加热温度均不超过1150℃,再结晶轧制温度为1060~950℃,第二阶段未再结晶区轧制控制在845~800℃范围,实际返红温度为530~570℃;其中实施例3-6保留钢板厚度待温,进行三道次两相区轧制,轧制温度为767~748℃。
[0102]
表2本发明实施例1-6的tmcp工艺
[0103][0104]
表3为本发明实施例的力学性能结果,从结果可以看出,实施例1-3均获得了良好的强韧性匹配,满足420mpa级eh420钢板的性能要求,尤其具有良好的低温冲击功水平,-60℃冲击功也均高于220j以上。全部钢板的母材-10℃ctod值均高于1.5mm,裂纹扩展和断裂均为稳态方式(δm)。钢板的ndt温度为-55~-75℃范围,具有较高的断裂韧性水平。
[0105]
表3本发明的实施例1-3的力学性能
[0106][0107]
表4为本发明实施例的显微组织特征。从结果可以看出,实施例1-3良好的力学性能水平与材料的细化的显微组织相匹配。实施例1-3的显微组织均为铁素体 少量珠光体组织,铁素体的晶粒尺寸非常细小,达到了4~9μm水平(astm9.5~11级),且钢板1/4处和1/2处的晶粒尺寸差异较小。对于75mm钢板,晶粒尺寸差异仅为1.3μm,不足20%。焊接热影响区的显微组织仍然以铁素体为主,铁素体含量不低于65%。
[0108]
表4本发明的实施例1~3的显微组织特征
[0109][0110]
采用药芯焊丝气保焊和埋弧自动焊两种方式对本发明实施例钢板进行焊接,焊接线能量分别为7kj/cm(气保焊)和45kj/cm(埋弧焊),焊接后对焊接熔合线/粗晶区(cghaz)进行-10℃全厚度ctod测试试验,并选取实施例3的45kj/cm埋弧焊接头进行-20℃的ctod测试。从测试的ctod结果看,如表5所示,实施例1~3的焊接热影响区-10℃的ctod值处于0.52~1.43mm范围,具有较好的断裂韧性。
[0111]
实施例3的焊接热影响区-20℃的ctod值处于0.35~0.89mm范围,和en10225-2019标准规定的极区用高强钢技术指标相比,也同样具有良好的断裂韧性水平。
[0112]
表5本发明的实施例1-3焊接haz断裂韧性(粗晶区)
[0113][0114][0115]
实施例4-6也同样获得了与实施例1-3相类似的强韧性匹配、良好的组织性能均匀性和优良的焊接热影响区断裂韧性水平。
[0116]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
